电动冲床注意事项
工人操作该电动冲床时,在电源未经切断和机器未完全停止转动前,严禁将手伸进上下模具之间,以免发生意外事故。安装本机时,一定要在工作台的左后侧接上入地线。
为防止各摩擦部位因失油而发热、卡机。本机共9处加油处切勿忘记加油。每班至少四次。
电动冲床造价信息
名称 | 单位 | 型号Model | |||
NAME | unit | JB04-2 | JB04-1.5 | JB04-1 | JB04-0.5 |
公称力 | Kn | 20 | 15 | 10 | 5 |
滑块行程 | Mm | 40 | 40 | 40 | 28 |
滑块行程次数 | 次/分 | 220 | 245 | 245 | 255 |
最大封闭高度 | Mm | 240 | 180 | 165 | 120 |
模柄孔尺寸 | Mm | 25*40 | 20*40 | 20*40 | 16*35 |
工作台尺寸 | Mm | 300X300 | 280X280 | 270X270 | 250X250 |
立柱间距离 | Mm | 120 | 110 | 106 | 100 |
喉口深度 | Mm | 65 | 65 | 65 | 51 |
电压 | V | 220/380 | 220/380 | 220/380 | 220/380 |
电动机功率 | Kw | 0.45 | 0.37 | 0.37 | 0.25 |
外形尺寸(长X宽X高) | Mm | 520X410X700 | 500X600X600 | 490X365X580 | 400X300X480 |
机床重量 | Kg | 129 | 110 | 95 | 70 |

电动冲床使用范围
JB04系列台式压力机(又名电动冲床)属于轻小型冲压机械设备,体积轻巧、生产效率高、操作简便、噪音小,精度高,加工的零件尺寸准确,冲切表面光洁,特别适用于高层建筑的厂房及车间操作。运用范围极广,如电子、仪器、仪表、照相机、钟表、首饰等轻工、小五金行业,以及医药行业、服装、鞋帽行业。也可对黑色和有色金属,塑料等多种材料的薄板、条料、卷料进行落料、冲压、铆合、成型、剪切、弯曲、断裂、缩口、拉伸、矫平等工艺。
电动冲床注意事项常见问题
-
冲压工艺由于比传统机械加工来说有节约材料、效率高、对操作者技术要求不高,能通过各种模具能做出落料,冲孔,成型,拉深,修整,精冲,整形,铆接及挤压件等各种冲压工件,由于以上优点冲压用途越来越广泛。但冲压...
-
东莞佑亿精密自动化小型冲床操作注意事项:1、小型冲床工必须经过学习,掌握设备的结构、性能,熟悉操作规程并取得操作许可方可独立操作。2、正确使用设备上安全保护和控制装置,不得任意拆动。3、检查机床各传动...
-
电动牙刷使用注意事项: 1、首先将牙刷刷头套入牙刷轴,直至刷头与牙刷轴紧紧扣合。 2、然后用温水将牙刷刷毛浸泡一下,因为有些人患有牙周病,在刷牙时牙龈部位会比较敏感,如果用温水浸泡过的刷毛,用起来会非...
本机主要由1机身、2传动、3滑块、4操纵机构等四部件组成。
1、机身--是本机的主要组成部分,它由手轮(1-01)、横梁(1-02)、立柱(1-03)、 机体(1-04)、升降丝杆(1-05)、工作台(1-06)、锁紧螺母、锁紧螺栓等组成。
机体背部有四只紧固螺栓,用于把机体紧固在立柱上。机体、升降丝杆,手轮组成升降机构。要调节机体位置的高低,必须先松开升降丝杆的锁紧螺母,再松开机体背后的四只紧固螺栓,然后转动手轮,可以使机体在立柱上作升、降运动,以调整机体的高低位置和封闭高度。调整完毕后,必须重新把四只紧固螺栓和升降丝杆锁螺母拧紧。防止在冲压工作时机体产生松动而损坏模具和机器。
2、传动
电机通过三角带(2-01),带动飞轮(2-02),通过离合器的作用,驱动曲轴(2-03),带动连杆(2-04)和球头螺杆(2-05),推动滑块体(图4)作上、下往复运动,从而使本机进行工作。
为使在冲压工作中曲轴的转动能稳定、均衡,可以调节制动器(2-06)的锁紧螺栓,使制动器对轴套夹紧或放松,产生理想的摩擦作用。实现对曲轴的制动作用。
本机采用超越式刚性离合器结构。该结构由离合器外壳(2-07)滚珠(2-08)六角凸轮(2-09)联轴节(2-10)轴承(2-11)等组成。具有灵敏、可靠的特点。
3、滑块
滑块是本机装夹(上)模具进行冲压工作的主体。滑块下方的模具压块(3-01)是用来夹紧上模的模柄所用。
滑块由连杆(3-02)、球头螺杆(3-03)、滑块体(3-04)、左右导轨(3-05)组成。
曲轴转动,通过连杆和球头螺杆,推动滑块体,在左右导轨精确导向下,进行往复运动,使安装在滑块上的上模,完成冲压工作。
安装模具时,可根据模具的闭合高度,来确定机体闭合高度。调节机体高低位置时,可松开机体背后的四只紧固螺栓和升降丝杆的锁紧螺母,用手旋转手轮来进行。如果只需作微量调节时,可松开球头螺杆上的锁紧螺母,转动球头螺杆进行微调,微调量不大于10mm.
滑块和左右导轨,在进行长时间的工作后会磨损,产生过量的间隙。可以通过调整机体两侧的四只方头螺钉,把间隙调整到理想精度,达到最佳状态。但此项工作必须由专业机修工来进行。
4、操纵装置
操纵装置由手柄体(4-01)、挡壳(4-02)、挡销(4-03)弹簧(4-04)等组成。
手柄体安装在机体右侧。用右手操纵手柄(4-05),在弹簧和离合器的作用下,控制飞轮与曲轴的结合与脱开,使滑块进行单次,或者连续的工作程序。
档壳由2只螺钉连接在手柄体上,可沿弧形槽调整角度,使之达到与联轴节的凸边正确的位置配合。把停止点调整到行程的最高点位置。
挡销尾部装有弹簧,起缓冲作用,防止卡死,在手柄体上,手柄也可以沿弧形槽任意调正角度,以适应操作者的习惯手势。
本机除用手操纵外,另一种是安装电子脚踏装置的。通过脚踏开关,操纵电子控制箱和牵引磁铁,可任意选择单次或连续的工作程序。有效地减轻劳动强度,提高生产效率。
本机共有8处润滑点。各润滑点均安装油杯。位置分布如下:曲轴轴瓦上方2处;连杆轴瓦上方1处;左右导轨上方2处,联轴节1处,飞轮1处,制动器1处。工作以前必须在各润滑点和各摩擦部位加足润滑液,防止各摩擦部因失油而发热、咬死。
所加润滑液,用20#机油与润滑脂(牛油)调和成稀糊状,效果最佳。
本机体积小,震动小,噪音小。可在高度适当的木桌,钳桌,铁架或水泥墩上安装使用。安装时,从安装台面下,对准本机底面的二只M10螺纹孔,以及尾部长槽,用螺栓紧固。
用手转动飞轮,把滑块行程调到最低点,放松压力机背部的四只紧固螺栓,拧松升降丝杆的锁紧螺母,用手旋转手轮,使机体调到适宜高度。在滑块与工作台面之间,安装模具。然后,根据上、下模具的合理间距,旋转手轮,把机体的准确高度调整好。如果只需作微量调节,可以松开球头螺杆上的锁紧螺母,转动球头螺杆,使封闭高度完全符合工作要求。
调整完毕后,必须把四只紧固螺栓、升降丝杆和球头螺杆的锁紧螺母,全部拧紧。
所有润滑点和各摩擦部位,加足润滑油。用手转动飞轮,使飞轮在与离合器脱开的状态下,空转几圈。仔细检查油路是否畅通。检查离合器机构和操纵机构是否正常。机板上的调节螺母,把三角皮带的紧松度调整好。以上准备工作后,用手转动飞轮,使离合器处于脱开位置,然后开动电机,用手操纵手柄,空冲几次。再仔细检查模具安装是否准确、牢固,以及各部运转情况,确认一切正常,可进行工作。 装有脚踏装置的压力机,电子控制箱正面面板上,设有行程选择开关。根据工作需要,任意设定单次或连续的工作行程。踏动脚踏开关,即可进行操作。
工作结束后,切断电源,清除废料和垃圾,把机器擦拭干净。
1、禁止机器超负荷工作。被加工的工件,冲压力不得超过限定范围。
2、机器各润滑点,以及各摩擦部位,注意勤加油,每班不得少于2次。
3、开电机前,必须使离合器处于脱开状态,飞轮处于空转位置。
4、模具装夹必须准确、牢固。模具间隙合理,经常保持模具刃口锋利。
5、经常检查机器各部分工作是否正常,所有联接件和紧固件有否松动。如有松动,及时加以紧固。如发现有机件磨损,必须及时更换。
6、机器以及电气装置必须经常保持清洁、干燥、无漏电现象。在工作中,如发觉故障和异常现象,必须立即停机检查修理。禁止带病工作,避免发生机件卡死或电机烧毁等更大损失。
7、定期进行全面检查维修。
名称 NAME | 单位 Unit | 型号Model | ||
JB04-2 | JB04-1 | JB04-0.5 | ||
公称力 | Kn | 20 | 10 | 5 |
滑块行程 | Mm | 40 | 40 | 28 |
滑块行程次数 | 次/分 | 220 | 245 | 255 |
最大封闭高度 | Mm | 260 | 180 | 120 |
模柄孔尺寸 | Mm | 25*40 | 20*40 | 16*35 |
工作台尺寸 | Mm | 320X300 | 280X280 | 250X250 |
立柱间距离 | Mm | 120 | 106 | 100 |
喉口深度 | Mm | 70 | 68 | 51 |
电压 | V | 220/380 | 220/380 | 220/380 |
电动机功率 | Kw | 0.45 | 0.37 | 0.25 |
外形尺寸(长X宽X高) | Mm | 520X410X700 | 490X365X610 | 400X300X480 |
机床重量 | Kg | 120 | 89 | 66 |
电动冲床注意事项文献

 电动吊篮使用的注意事项
电动吊篮使用的注意事项
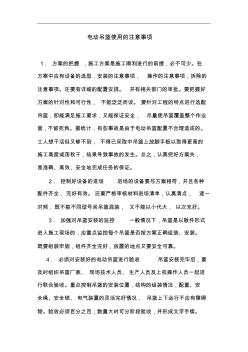
电动吊篮使用的注意事项 1. 方案的把握 ,施工方案是施工顺利进行的前提,必不可少。在 方案中应有设备的选型,安装的注意事项, 操作的注意事项,拆除的 注意事项。还要有详细的配置安排。 并有相关部门的审批。要把握好 方案的针对性和可行性, 不能泛泛而谈。 要针对工程的特点进行选配 吊篮,即能满足施工要求,又能保证安全, 尽量使吊篮覆盖整个作业 面,不留死角。据统计,有些事故是由于电动吊篮配置不合理造成的。 工人想干活但又够不到, 不得已采取中吊篮上放脚手板以取得更高的 施工高度或荡秋千,结果导致事故的发生。总之,认真把好方案关, 是准确、高效、安全地完成任务的保证。 2. 控制好设备的进场 进场的设备要与方案相符,并且各种 配件齐全,完好有效。还要严格审核材料进场清单,认真清点, 逐一 对照,既不能不同型号间吊篮混装, 又不能以小代大, 以次充好。 3. 加强对吊篮安装的监控 一般情况下,
 电动阀保养注意事项
电动阀保养注意事项
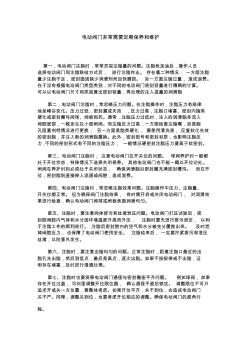
电动阀门非常需要定期保养和维护 第一,电动阀门注脂时,常常忽视注脂量的问题。注脂枪加油后,操作人员 选择电动阀门和注脂联结方式后, 进行注脂作业。 存在着二种情况: 一方面注脂 量少注脂不足,密封面因缺少润滑剂而加快磨损。 另一方面注脂过量, 造成浪费。 在于没有根据电动阀门类型类别,对不同的电动阀门密封容量进行精确的计算。 可以以电动阀门尺寸和类别算出密封容量,再合理的注入适量的润滑脂 第二,电动阀门注脂时,常忽略压力问题。在注脂操作时,注脂压力有规律 地呈峰谷变化。压力过低,密封漏或失效 ,压力过高,注脂口堵塞、密封内脂类 硬化或密封圈与阀球、阀板抱死。通常,注脂压力过低时,注入的润滑脂多流入 阀腔底部,一般发生在小型闸阀。而注脂压力过高,一方面检查注脂嘴,如是脂 孔阻塞判明情况进行更换; 另一方面是脂类硬化, 要使用清洗液, 反复软化失效 的密封脂,并注入新的润滑脂置换。此外,密封型
台式冲床可分为五大类:
1.气压式冲床,2.电动冲床,3.空压冲床,4.液压冲床也叫油压冲床,5.高速冲床。
在各种金属及非金属管材、板材的冲孔领域,大都采用电动冲床来完成,电动冲床不仅噪音大污染环境、自身复杂的结构部件决定其造价高、维修难度大、维修成本高、机体笨重,而且耗电多。工作时操作复杂,故障率高,安全隐患大。冲床压力机比较卫生,干净!采用先进的光电保护技术,可以实现安全性能的大幅提升,电脑计数与程序的配合,可以实现无人值守的加工流程,大大提升了工作的效率。
在各种金属及非金属管材、板材的冲孔领域,大都采用电动冲床来完成,电动冲床不仅噪音大污染环境、自身复杂的结构部件决定其造价高、维修难度大、维修成本高、机体笨重,而且耗电多。工作时操作复杂,故障率高,安全隐患大。气体冲压机比较卫生,干净!采用先进的光电保护技术,可以实现安全性能的大幅提升,电脑计数与程序的配合,可以实现无人值守的加工流程,大大提升了工作的效率。
电动冲床相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 压力机公称压力
- 开式压力机
- 硕尔冲床
- 数控步冲压力机
- 板料折弯压力机
- 气压冲压机
- 冲床曲轴
- 可倾冲床
- 自动精密冲床
- 太阳能专用数控冲床
- 三好高速冲床
- 台式冲床
- 四点压力机
- 固定台深喉口压力机
- 建筑结构施工实际操作
- 滤纸冲压机
- 在楼宇自控系统设计中如何选择最佳的电动调节阀口径
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 整体提升脚手架和环链电动葫芦在高层建筑施工中应用
- 中国高速铁路接触网施工技术与验收标准及及注意事项
- 永磁直流电动机—水泵系统由光伏电池供电的运行分析
- 怎么样加油可以省钱?夏季加油八个注意事项参考资料
- 中国电动机制造产业分析及未来五年投资规划报告
- 增安型2/4极双速高压箱式空-水冷三相异步电动机
- 应用TRIZ理论对钢丝绳电动葫芦导绳器的改进设计
- 怎样正确连接三相电动机接线盒内已混乱的六根引出线
- 关于复合发泡水泥板外墙外保温系统应用时应注意事项
- 关于直线电动机在电动窗帘架上应用
- 工程资料表格填写注意事项及资料归档说明(台帐部分)
- 工业建筑中常见结构损伤原因分析和加固时注意事项
- 关于建筑电气安装中防雷接地施工技术与注意事项
- 感应电动机四开关低成本逆变器磁链轨迹改进控制
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司