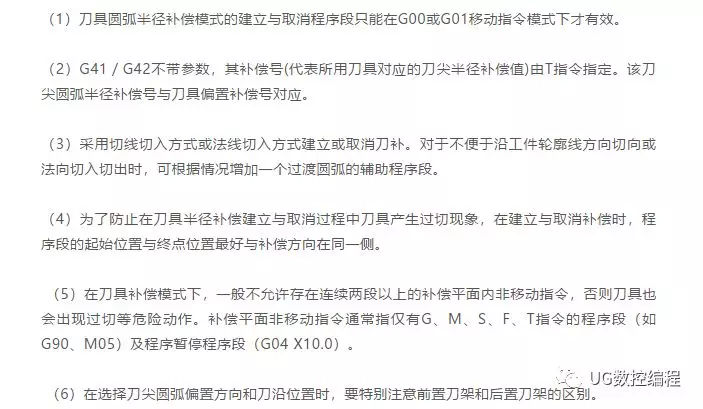
刀具补偿
是数控机床立铣刀加工的一个环节,可按工件轮廓尺寸进行编制程序,建立、执行刀补,然后进行数控系统自动计算。
刀具补偿基本信息
| 中文名称 | 刀具补偿 | 提出 | 数控机床立铣刀加工 |
|---|---|---|---|
| 意义 | 刀具偏移补偿 | 数控机床 | T0202 |
理想刀具和实际刀具
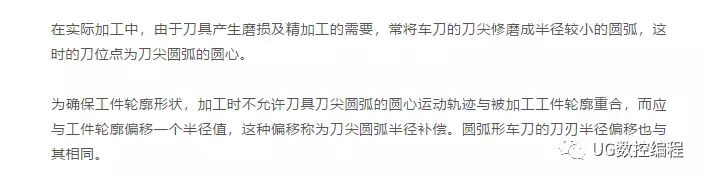
理想刀具是具有理想刀尖A的刀具。但实际使用的刀具,在切削加工中,为了提高刀尖强度,降低加工表面粗糙度,通常在车刀刀尖处制有一圆弧过渡刃;一般的不重磨刀片刀尖处均呈圆弧过渡,且有一定的半径值;即使是专门刃磨的"尖刀",其实际状态还是有一定的圆弧倒角,不可能绝对是尖角。因此,实际上真正的刀尖是不存在的,这里所说的刀尖只是一"假想刀尖"。
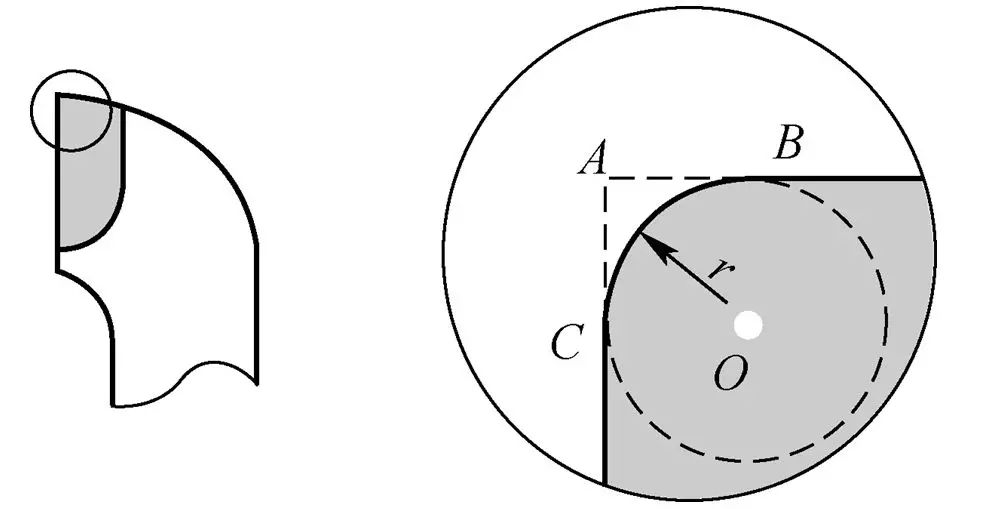
刀具半径补偿意义
数控程序是针对刀具上的某一点即刀位点,按工件轮廓尺寸编制的。车刀的刀位点一般为理想状态下的假想刀尖点或刀尖圆弧圆心点。但实际加工中的车刀,由于工艺或其他要求,刀尖往往不是一理想点,而是一段圆弧。当加工与坐标轴平行的圆柱面和端面轮廓时,刀尖圆弧并不影响其尺寸和形状,但当加工锥面、圆弧等非坐标方向轮廓时,由于刀具切削点在刀尖圆弧上变动,刀尖圆弧将引起尺寸和形状误差,造成少切或多切。这种由于刀尖不是一理想点而是一段圆弧,造成的加工误差,可用刀尖圆弧半径补偿功能来消除。
刀具半径补偿类型
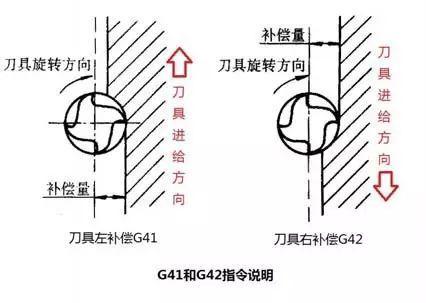
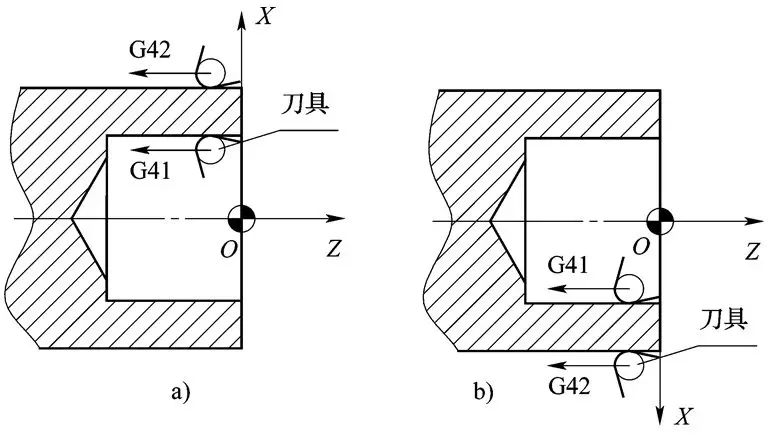
(1)刀具半径左补偿。从垂直于加工平面坐标轴的正方向朝负方向看过去,沿着刀具运动方向(假设工件不动)看,刀具位于工件左侧的补偿为刀具半径左补偿。用G41指令表示。
(2)刀具半径右补偿。从垂直于加工平面坐标轴的正方向向负方向看过去,沿着刀具运动方向(假设工件不动)看,刀具位于工件右侧的补偿为刀具半径右补偿。用G42指令表示。
刀具半径补偿的执行过程
(1)刀具半径补偿的建立。刀具补偿的建立使刀具中心从与编程轨迹重合过渡到与编程轨迹偏离一个刀尖圆弧半径。刀补程序段内必须有G00或G01功能才有效,偏移量补偿必须在一个程序段的执行过程中完成,并且不能省略。
(2)刀具半径补偿的执行。执行含G41、G42指令的程序段后,刀具中心始终与编程轨迹相距一个偏移量。G41、G42指令不能重复规定使用,即在前面使用了G41或G42指令之后,不能再直接使用G42或G41指令。若想使用,则必须先用G40指令解除原补偿状态后,再使用G42或G41,否则补偿就不正常了。
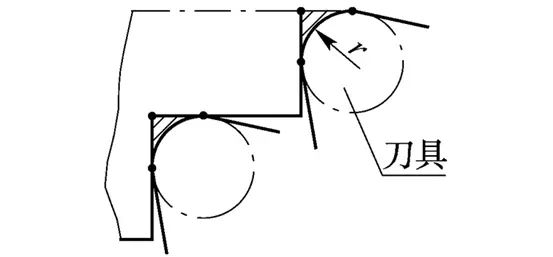
(3)刀具半径补偿的取消。在G41、G42程序后面,加入G40程序段即是刀具半径补偿的取消。如图表示取消刀具半径补偿的过程。刀具半径补偿取消G40程序段执行前,刀尖圆弧中心停留在前一程序段终点的垂直位置上,G40程序段是刀具由终点退出的动作。数控车床采用刀尖圆弧半径补偿进行加工时,如果刀具的刀尖形状和切削时所处的位置不同,刀具的补偿量与补偿方向也不同。因此假想刀尖的方位必须同偏置值一起提前设定。车刀假想刀尖的方向是从刀尖R中心看理论刀尖的方向,由刀具切削时的方向决定。系统用T表示假想刀尖的方向号,假想刀尖的方向与T代码之间的关系。
刀具补偿造价信息
数控车床补偿
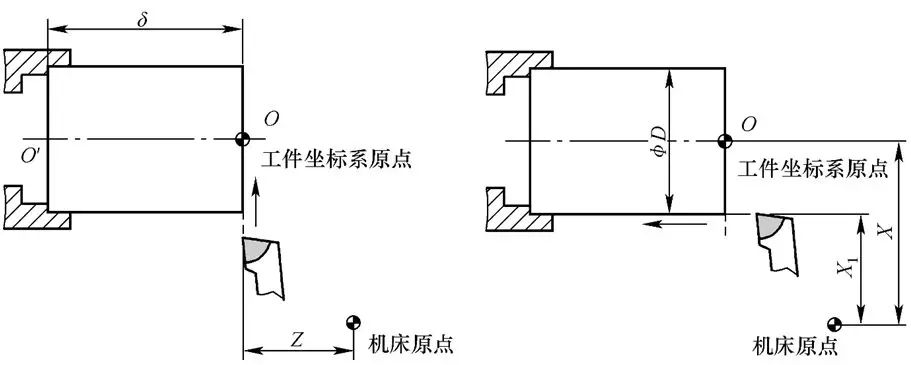
数控车床刀具补偿功能包括刀具位置补偿和刀具圆弧半径补偿两方面。在加工程序中用T功能指定,T***X中前两个XX为刀具号,后两个XX为刀具补偿号,如T0202。如果刀具补偿号为00,则表示取消刀补。
⑴刀具位置补偿 ;刀具磨损或重新安装刀具引起的刀具位置变化,建立、执行刀具位置补偿后,其加工程序不需要重新编制。办法是测出每把刀具的位置并输入到指定的存储器内,程序执行刀具补偿指令后,刀具的实际位置就代替了原来位置。
如果没有刀具补偿,刀具从0点移动到1点,对应程序段是N60 G00 C45 X93 T0200,如果刀具补偿是X=+3,Z=+4,并存入对应补偿存储器中,执行刀补后,刀具将从0点移动到2点,而不是1点,对应程序段是N60 G00 X45 Z93 T0202。
⑵刀具圆弧半径补偿 ;编制数控车床加工程序时,车刀刀尖被看作是一个点(假想刀尖P点),但实际上为了提高刀具的使用寿命和降低工件表面粗糙度,车刀刀尖被磨成半径不大的圆弧(刀尖AB圆弧),这必将产生加工工件的形状误差。另一方面,刀尖圆弧所处位置,车刀的形状对工件加工也将产生影响,而这些可采用刀具圆弧半径补偿来解决。车刀的形状和位置参数称为刀尖方位,用参数0~9表示,P点为理论刀尖点。
⑶刀补参数 ; 每一个刀具补偿号对应刀具位置补偿(X和Z值)和刀具圆弧半径补偿(R和T值)共4个参数,在加工之前输入到对应的存储器,在自动执行过程中,数控系统按该存储器中的X、Z、R、T的数值,自动修正刀具的位置误差和自动进行刀尖圆弧半径补偿。
加工中心、数控铣床刀具补偿
加工中心、数控铣床的数控系统,刀具补偿功能包括刀具半径补偿、夹角补偿和长度补偿等刀具补偿功能。
⑴刀具半径补偿(G41、G42、G40) 刀具的半径值预先存入存储器HXX中,XX为存储器号。执行刀具半径补偿后,数控系统自动计算,并使刀具按照计算结果自动补偿。刀具半径左补偿(G41)指刀具偏向编程加工轨迹运动方向的左方,刀具半径右补偿(G42)指刀具偏向编程加工轨迹运动方向的右方。取消刀具半径补偿用G40,取消刀具半径补偿也可用H00。
使用中需注意:建立、取消刀补时,即使用G41、G42、G40指令的程序段必须使用G00或G01指令,不得使用G02或G03,当刀具半径补偿取负值时,G41和G42的功能互换。
刀具半径补偿有B功能和C功能两种补偿形式。由于B功能刀具半径补偿只根据本段程序进行刀补计算,不能解决程序段之间的过渡问题,要求将工件轮廓处理成圆角过渡,因此工件尖角处工艺性不好,C功能刀具半径补偿能自动处理两程序段刀具中心轨迹的转接,可完全按照工件轮廓来编程,因此现代CNC数控机床几乎都采用C功能刀具半径补偿。这时要求建立刀具半径补偿程序段的后续两个程序段必须有指定补偿平面的位移指令(G00、G01,G02、G03等),否则无法建立正确的刀具补偿。
⑵夹角补偿 (G39) 两平面相交为夹角,可能产生超程过切,导致加工误差,可采用夹角补偿(G39)来解决。使用夹角补偿(G39)指令时需注意,本指令为非模态的,只在指令的程序段内有效,只能在G41和G42指令后才能使用。
⑶刀具长度偏置(G43、G44、G49) 利用刀具长度偏置(G43、G44)指令可以不改变程序而随时补偿刀具长度的变化,补偿量存入由H码指令的存储器中。G43表示存储器中补偿量与程序指令的终点坐标值相加,G44表示相减,取消刀具长度偏置可用G49指令或H00指令。程序段N80 G43 Z56 H05与中,假如05存储器中值为16,则表示终点坐标值为72mm。
存储器中补偿量的数值,可用MDI或DPL预先存入存储器,也可用程序段指令G10 P05 R16.0表示在05号存储器中的补偿量为16mm。
用立铣刀在数控机床上加工工件,可以清楚看出刀具中心运动轨迹与工件轮廓不重合,这是因为工件轮廓是立铣刀运动包络形成的。立铣刀的中心称为刀具的刀位点(4、5坐标数控机床称为刀位矢量),刀位点的运动轨迹即代表刀具的运动轨迹。在数控加工中,是按工件轮廓尺寸编制程序,还是按刀位点的运动轨迹尺寸编制程序,这要根据具体情况来处理。
数控机床立铣刀加工
在全功能数控机床中,数控系统有刀具补偿功能,可按工件轮廓尺寸进行编制程序,建立、执行刀补后,数控系统自动计算,刀位点自动调整到刀具运动轨迹上。直接利用工件尺寸编制加工程序,刀具磨损,更换加工程序不变,因此使用简单、方便。
经济型数控机床结构简单,售价低,在生产企业中有一定的拥有量。在经济型数控机床系统中,如果没有刀具补偿功能,只能按刀位点的运动轨迹尺寸编制加工程序,这就要求先根据工件轮廓尺寸和刀具直径计算出刀位点的轨迹尺寸。因此计算量大、复杂,且刀具磨损、更换需重新计算刀位点的轨迹尺寸,重新编制加工程序。
刀具补偿常见问题
-
补偿功能是用来补偿实际安装位置(或实际刀尖圆弧半径)与理论编程位置(或刀尖圆弧半径)之差的一种功能。使用补偿功能后,改变,只需要改变位置补偿值,而不必变更零件加工程序。补偿分为位置补偿(即偏移补偿)和...
-
补偿分长度补偿与半径补偿,长度补偿是控制加工过程中长度产生的磨损影响Z向尺寸,半径补偿是控制加工过程中刀径磨损后影响XY向的尺寸。在程序中必须要有G43及G41(G42)才能起作用。做模具由于程序是一...
-
半径补偿的优点如下 ①利用半径补偿功能,可以直接用工件轮廓编程,避免了烦琐的数学计算。 ②在实际加工中,磨损是必然的,这时只要修改半径偏置值,不必修改程序就可以修正磨损值。 ③可以省略粗加工程序,一般...
刀具补偿功能是用来补偿刀具实际安装位置(或实际刀尖圆弧半径)与理论编程位置(或刀尖圆弧半径)之差的一种功能。使用刀具补偿功能后,改变刀具,只需要改变刀具位置补偿值,而不必变更零件加工程序。刀具补偿分为刀具位置补偿(即刀具偏移补偿)和刀尖圆弧半径补偿两种功能。
在数控加工中,由于刀尖有圆弧,工件轮廓是刀具运动包络形成,因此刀位点的运动轨迹与工件的轮廓是不重合的。在全功能数控系统中,可应用其刀具补偿指令,按工件轮廓尺寸,很方便地进行编程加工。在经济型数控系统中,可以根据工件轮廓尺寸、刀具等计算出刀位点的运动轨迹,按此编程,也可按局部补偿的方法来解决。
刀具补偿文献

 用普通减速电动机实现刀具自动补偿
用普通减速电动机实现刀具自动补偿
介绍一种用减速电动机实现刀具补偿的机床。该机用PLC控制 ,通过液压系统和减速电动机及反馈元件实现高精度的位置控制。
在数控加工中,由于程序所控制的刀具刀位点的轨迹和实际刀具切削刃口切削出的形状并不重合,它们在尺寸大小上,存在一个刀具半径和刀具长短的差别,为此就需要根据实际加工的形状尺寸,算出刀具刀位点的轨迹坐标,据此来控制加工。
数控加工刀具补偿的两种类型:刀具半径补偿 (补偿刀具半径对工件轮廓尺寸的影响);刀具长度补偿 (补偿刀具长度方向尺寸的变化)。
数控加工刀具补偿的两种方法:人工预刀补 (人工输入CAM 软件的刀补量进行编程实现刀补);数控系统具有自动刀具补偿功能(程序调用刀具列表参数进行刀补)。经过生产实践证明,如果能灵活应用刀具半径补偿和长度补偿功能,合理设置刀具半径补偿值及长度补偿值,对数控加工将有重要的意义。
下面重点讨论刀具的半径补偿和刀具的长度补偿。
1.刀具的半径补偿
若数控装置不具备刀具半径自动补偿功能,要想加工出合格的零件,则只有按刀具中心轨迹进行编程,在编程时就要把刀具的半径计算到每一步的程序中,那么数据计算就很复杂。特别是当刀具磨损后,刀具直径发生变化,必须重新计算刀具中心轨迹,修改程序,这样很难保证加工的精度。如果数控系统具备刀具半径补偿功能,则编程时只需按工件实际轮廓线进行。数控系统会自动计算刀具中心轨迹坐标,使刀具
偏离工件轮廓一个半径值,即进行半径补偿。
1.1 刀具半径补偿的方法
根据ISO 标准规定,工件假定不动,刀具运动。沿刀具的运动方向看,当刀具处在工件切削轮廓左侧时,称为刀具半径左补偿,用G41 表示;当刀具处在工件切削轮廓右侧时,称刀具半径右补偿,用G42 表示。如图所示。
1.2 刀具半径补偿的工作过程
刀具半径补偿的工作过程分三步:即刀补的建立、刀补进行和刀补的取消。
(1)刀补的建立。刀补的建立,就是指刀具从起点接近工件时,刀具中心从与编程轨迹重合过渡到与编程轨迹偏离一个偏置量的过程。G41、G42 只能在含有G00 或GO1 的程序段有效。
(2)刀补的进行。刀补一旦建立,便一直有效,即刀具中心与编程轨迹始终相距一个偏置量,直到刀补取消。此时半径补偿在G00、G01 情况下均有效。
(3)刀补取消。使用G40 取消刀具半径补偿,使用该指令后,G41、G42 指令无效。
1.3 刀具半径补偿功能在数控铣削和加工中心编程中应用
(1)避免计算刀具中心轨迹,可直接用零件轮廓尺寸编程。计算复杂形状工件刀具中心轨迹是比较麻烦的,只要采用刀具半径补偿,铣刀自动向被加工工件轮廓外侧位移一个刀具半径,不必再计算铣刀中心轨迹,
(2)利用同一个程序、同一把刀具,通过设置不同大小的刀具补偿半径值,而逐步减少切削余盈的方法,来达到粗、精加工的目的。如采用半径为R 的刀具,在粗加工时.设置刀其半径值为R+d (d 为精加工余量).在精加工时,设置刀具半径值为R,就可以用同一加工程序,完成工件的粗加工与精加工。
(3)刀具因磨损、重磨、换新刀而引起直径改变后,不需修改程序.只需更改刀具参数的刀补值。在生产中,刀具磨损或更换新刀具时,会发生刀具半径尺寸变化,采用刀具半径补偿,只要重新设置刀具半径值,不必改变加工程序.就可以解决刀具半径变化同题。
(4)改变刀具补偿值对零件进行加工修正。
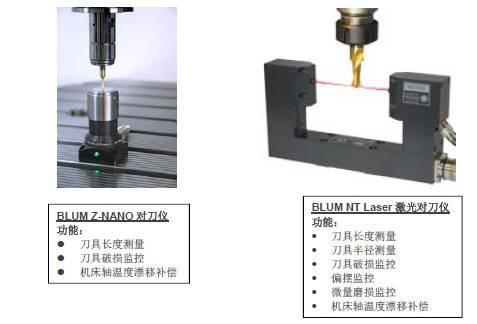
(5)补偿的半径值可通过波龙BLUM 激光对刀仪自动测量得出。
1.4 刀具半径补偿在实际应用中的注意事项
以上阐述了灵活应用刀具半径补偿功能、合理设置刀具半径补偿值,在数控加工中的重要意义。然而在实际使用时,还必须注意以下几点:
(1)使用刀具半径补偿和去除刀具半径补偿时,刀具必须在所补偿的平面内移动(也就是只适合等高加工),且移动距离应大于刀具半径补偿值。若加工半径小于刀具半径的内圆弧.进行半径补偿将会产生过切现象.只有过渡圆角半径大于等于刀具半径与精加工余量的和的情况下,才能正常切削。
(2)建立或撤消刀补,必须在刀具移动指令GOO 或G01 模式下使用.不可用于圆弧切削指令G02,G03 中.且G41、G42 不能重复使用。
(3)D00-D99 为刀具补偿号,D00 意味着取消刀具补偿,刀具补偿值在加工或运行之前,必须设定在补偿存储器中。
(4)若程序中没有G41,G42 指令,即使波龙BLUM 激光对刀仪测量出了半径值也是不会进行补偿的。
2, 刀具长度补偿
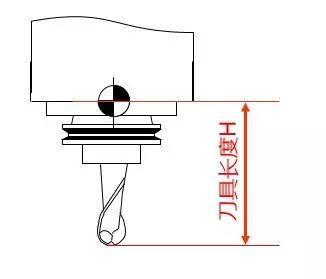
数控铣床的轴内孔为标准莫氏锥孔,刀柄为标准莫氏外圆锥。安装时.以数控铣床的锥孔作为定位基准面.把主轴的端面与刀柄轴线的交点,定为刀具的零点。刀头的端面到刀柄的端面(刀具零点)的距离,叫刀具的长度(如图所示)。其值可用波龙BLUM 对刀仪自动测出,并自动输入数控系统的刀具列表中。
2.1 刀具长度补偿的基本概念
数控加工中心所使用的刀具,每把刀具的长度不一定相同,同时由于刀具的磨损或其他原因,引起刀具长度发生变化,使用刀具长度补偿指令,可以不必通过手动重新调整刀具或手动重新对刀,而是通过BLUM 对刀仪自动测出刀具长度来补偿长度方向的误差。
2.2 刀具长度补偿的方法
长度补偿的方法,可用自动补偿。将不同长度的刀具,通过波龙BLUM 对刀仪测出长度。对刀仪会自动把刀具长度数值输人刀具参数表,避免人工对刀并抄数输入时产生的人为错误。
刀具长度补偿指令为G43,G44, G49。
刀具长度补偿的编程格式:G43/G44/G49 G00/G01 Z_H_;
其中,
G43 为刀具长度正向补偿指令;
G44 为刀具长度负向补偿指令;
G49 为撤销刀具长度补偿指令Z 为指令中指定的终止位置;
H 后面为00 至99 的任意两位数字,该数字为长度补偿值的补偿号,补偿量要预先手动输入或通过波龙BLUM 对刀仪自动输入机床控制器的对应刀具列表中。当数控装置读到该程序段时.数控装置会到H 所指定的刀具长度补偿地址内读取长度补偿值,并自动进行补偿。
2.3 刀具长度补偿的工作过程
当执行G 长度补偿指令时,刀具刀位点实际到达点位置,等于指令中指定点的位置与长度补偿寄存器中的补偿值相加,相当于把刀具抬起一个长度补偿值的高度(z 实际值=Z 指令值+(H??)。同理,当执行G44 长度补偿指令时,刀具刀位点实际到达点位置,等于指令中指定点的位置与长度补偿寄存器中的补偿值相减,相当于把刀具向下伸长一个长度补偿值的高度(Z 实际值二Z 指令值-(Hxx)。另外,长度补偿值也可以设负值,当用G43 指令中对应的补偿值设为负值,相当于G44 指令中对应的补偿值设为正值的效果,同理,当用G44 指令中对应的补偿值设为负值,相当于G43 指令中对应的补偿值设为正值的效果。
2.4 刀具长度补偿功能在数控铣削编程中应用
(1)用于刀具Z 向的补偿。
(2)使刀具在轴向(Z 向)的实际位移量,比程序给定值增加或减少一个偏置量。
(3)使用刀具长度补偿功能,可以在当实际使用刀具与编程或对刀时,标准刀具长度有出人时,或刀具磨损后刀具长度变短时,不需重新改动程序或重新进行对刀调整,仅只需改变刀具数据库中刀具长度补偿量即可。
(4)利用该功能,还可在加工深度方向上进行分层铣削,即通过改变刀具长度补偿值的大小,通过多次运行程序而实现。
(5)利用刀具长度补偿,可以减少对刀次数。在数控铣床上加工零件时,当某一零
件需要多把刀而共用一个刀柄,或多把刀分别装在同一规格的刀柄上时,以第一把刀
为基准,测量并记录刀位点与刀柄端部距离,当用第二把刀时,测量第二把刀刀位点
与刀柄端部距离,与第一把刀进行比较,在用第二把刀的时候,程序中用刀具长度补
偿指令,并将两把刀与刀柄端部的距离之差值作为补偿量(注意分析是正值还是负值,
不再赘述),只要工件没有重新装夹,第二把刀仍然可以用第一把刀对刀设置的G54 坐
标系,原理与加工中心中应用刀具长度补偿相同。
(6)利用波龙BLUM 对刀仪自动测量可大大提高测量的准确性及稳定性。
2.5 使用G43/G44/G49 指令的注意事项
(1)刀具在Z 方向要有直线运动G00/G01,同时要在一定的安全高度上,否则会造成事故。
(2)H00-H99 为刀具补偿号,H00 意味着取消刀具长度补偿,刀具长度补偿值在加工或运行之前,必须手动输入或利用对刀仪自动输入至刀具列表中。
3 结束语及相关产品
刀具补偿功能,在数控加工中有着非常重要的作用。数控机床中的刀具半径补偿功能和刀具长度补偿功能,极大方便了计算和编程。对其灵活、合理地运用,是保证数控加工有效性、准确性的重要因素。
森玛德数控:数控机床是如何利用刀具补偿原理来消除加工误差
刀具或刀尖半径补偿的意义:在进行工件轮廓的加工时,由于刀具半径、刀尖半
径的存在,刀具中心或假想刀尖和工件轮廓不重合。如果数控系统不具备刀具半径自动补偿功能,则只能把工件轮廓换算成刀心轨迹进行编程,然后进行加工。当刀具磨损、重磨、换刀时,要重新计算刀心轨迹,修改程序。然而当数控系统具备刀具半径自动补偿功能时,则只需按工件轮廓进行编程,数控系统会自动计算刀心轨迹,使刀具偏离工件轮廓一个半径值,即使刀具磨损、重磨、换刀时,也只需修改刀具偏离工件轮廓的半径值即偏置值,自动进行刀具半径补偿,不需要修改程序。
数控车床是按假想刀尖运动编程的,实际刀尖部位是一个小圆弧,在车削圆锥面和圆弧时会产生加工误差。如果采用刀尖圆弧半径补偿方法,预先把刀尖圆弧半径和刀尖圆弧位置等参数输入到刀具数据库内,按工件轮廓编程,数控系统自动计算刀心轨迹,控制刀心轨迹进行切削加工,消除了由刀尖圆弧而引起的加工误差。同时也可以通过修改磨耗值来消除由于刀具磨损或对刀失误等引起的加工误差。
同样,在数控铣床中,刀具半径偏置量预先寄存在指定的寄存器中,运用刀具半径补偿指令,通过调整刀具半径补偿值来补偿刀具的磨损量等,以消除由于刀具磨损等引起的加工误差。同时即使更换刀具或进行了刀具重磨,只要加工轮廓不变、加工坐标系不变,就完全可以使用原来的程序。同时作为应用还可以通过调整刀具半径补偿量,来使用同一程序进行同一轮廓同一条件下的粗、精加工。
一、数控车床用刀具的交换功能
1. 刀具的交换
指令格式一:T0101;
该指令为FANUC系统转刀指令,前面的T01表示换1号刀,后面的01表示使用1号刀具补偿。刀具号与刀补号可以相同,也可以不同。
指令格式二: T04D01;
该指令为SIEMENS系统转刀指令,T04表示换4号刀,D01表示使用4号刀的1号刀沿作为刀具补偿存储器。
2. 换刀点
所谓换刀点是指刀架自动转位时的位置。
大部分数控车床,其换刀点的位置是任意的,换刀点应选在刀具交换过程中与工件或夹具不发生干涉的位置。还有一些机床的换刀点位置是一个固定点,通常情况下,这些点选在靠近机床参考点的位置,或者取机床的第二参考点来作为换刀点。
二、刀具补偿功能
1. 刀具补偿功能的定义
2. 刀位点的概念
所谓刀位点是指编制程序和加工时,用于表示刀具特征的点,也是对刀和加工的基准点。 数控车刀的刀位点如图所示。尖形车刀的刀位点通常是指刀具的刀尖;圆弧形车刀的刀位点是指圆弧刃的圆心;成形刀具的刀位点也通常是指刀尖。
三、刀具偏移补偿
1. 刀具偏移的含义



FANUC系统的刀具几何偏移参数设置如图所示,如要进行刀具磨损偏移设置则只需按下软键[磨耗]即可进入相应的设置画面。

图中的代码“T”指刀沿类型,不是指刀具号,也不是指刀补号。
2. 利用刀具几何偏移进行对刀操作
(1)对刀操作的定义
调整每把刀的刀位点,使其尽量重合于某一理想基准点,这一过程称为对刀。
(2)对刀操作的过程
1)手动操作加工端面,记录下刀位点的Z向机械坐标值。
2)手动操作加工外圆,记录下刀位点的X向机械坐标值,停机测量工件直径,计算出主轴中心的机械坐标值。
3)将X、Z值输入相应的刀具几何偏移存储器中。
(3)利用刀具几何偏移进行对刀操作的实质
利用刀具几何偏移进行对刀的实质就是利用刀具几何偏移使工件坐标系原点与机床原点重合。
3. 刀具偏移的应用
利用刀具偏移功能,可以修整因对刀不正确或刀具磨损等原因造成的工件加工误差。
例:加工外圆表面时,如果外圆直径比要求的尺寸大了0.2mm,此时只需将刀具偏移存储器中的X值减小0.2,并用原刀具及原程序重新加工该零件,即可修整该加工误差。同样,如出现Z方向的误差,则其修整办法相同。
四、刀尖圆弧半径补偿(G40、G41、G42)
1. 刀尖圆弧半径补偿的定义
2. 假想刀尖与刀尖圆弧半径
在理想状态下,我们总是将尖形车刀的刀位点假想成一个点,该点即为假想刀尖(图中的A点)。
在对刀时也是以假想刀尖进行对刀。但实际加工中的车刀,由于工艺或其他要求,刀尖往往不是一个理想的点,而是一段圆弧(如图中的BC圆弧)。
所谓刀尖圆弧半径是指车刀刀尖圆弧所构成的假想圆半径(图中的r)。实践中,所有车刀均有大小不等或近似的刀尖圆弧,假想刀尖在实际加工中是不存在的。

3. 未使用刀尖圆弧半径补偿时的加工误差分析
(1)加工台阶面或端面时,对加工表面的尺寸和形状影响不大,但在端面的中心位置和台阶的清角位置会产生残留误差,如图所示。
(2)加工圆锥面时,对圆锥的锥度不会产生影响,但对锥面的大小端尺寸会产生较大的影响,通常情况下,会使外锥面的尺寸变大,而使内锥面的尺寸变小,如图所示。
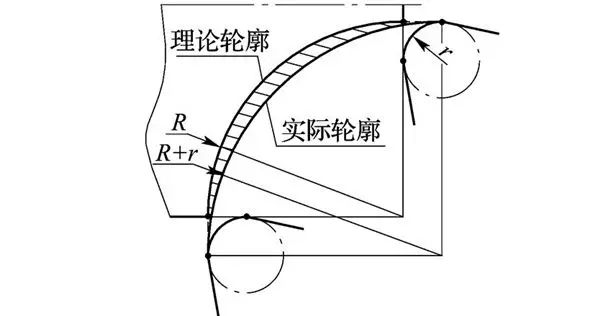
(3)加工圆弧时,会对圆弧的圆度和圆弧半径产生影响。
加工外凸圆弧时,会使加工后的圆弧半径变小
其值=理论轮廓半径R–刀尖圆弧半径r,如图所示。
加工内凹圆弧时,会使加工后的圆弧半径变大
其值=理论轮廓半径R+刀尖圆弧半径r,如图所示。
4. 刀尖圆弧半径补偿指令
1)指令格式
G41 G01/G00 X_Y_F_;
刀尖圆弧半径左补偿
G42 G01/G00 X_Y_F_;
刀尖圆弧半径右补偿
G40 G01/G00 X_Y_;
取消刀尖圆弧半径补偿)
2)指令说明
刀尖圆弧半径补偿偏置方向的判别:
a)后置刀架,+Y轴向外
b)前置刀架,+Y轴向内
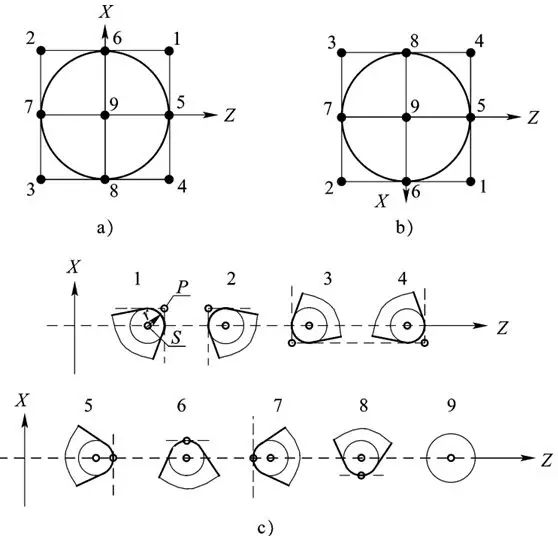
5. 圆弧车刀刀沿位置的确定
根据各种刀尖形状及刀尖位置的不同,数控车刀的刀沿位置如图所示,共有9种。
a)后置刀架,+Y轴向外
b)前置刀架,+Y轴向内
c)具体刀具的相应刀沿号
P–假想刀尖点 S–刀沿圆心位置 r–刀尖圆弧半径
部分典型刀具的刀沿号

a)后置刀架的刀沿位置号
b)前置刀架的刀沿位置号
6. 刀尖圆弧半径补偿过程
刀尖圆弧半径补偿的过程分为三步:
刀补的建立
刀补的进行
刀补的取消
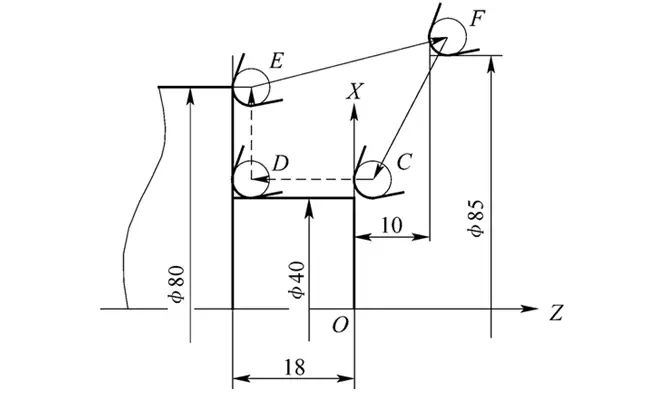
O0010;
N10 G99 G40 G21;
(程序初始化)
N20 T0101;
(转1号刀,执行1号刀补)
N30 M03 S1000;
(主轴按1000r/min正转)
N40 G00 X85.0 Z10.0;
(快速点定位)
N50 G42 G01 X40.0 Z5.0 F0.2;
(刀补建立)
N60 Z-18.0;
(刀补进行)
N70 X80.0;
(刀补进行)
N80 G40 G00 X85.0 Z10.0;
(刀补取消)
N90 G28 U0 W0;
(返回参考点)
N100 M30;
(1)刀补的建立
刀补的建立指刀具从起点接近工件时,不想干操机,那就加Q群613875861吧!车刀圆弧刃的圆心从与编程轨迹重合过渡到与编程轨迹偏离一个偏置量的过程。该过程的实现必须与G00或G01功能在一起才有效。
N50 G42 G01 X40.0 Z5.0 F0.2;
(刀补建立)
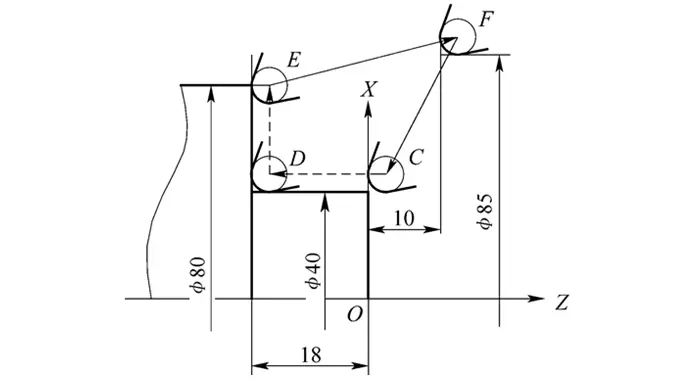
FC–刀补建立 CDE–刀补进行 EF–刀补取消
(2)刀补进行
在G41或G42程序段后,程序进入补偿模式,此时车刀圆弧刃的圆心与编程轨迹始终相距一个偏置量,直到刀补取消。
N60 Z-18.0;
(刀补进行)
N70 X80.0;
(刀补进行)
FC–刀补建立 CDE–刀补进行 EF–刀补取消
(3)刀补取消
刀具离开工件,车刀圆弧刃的圆心轨迹过渡到与编程轨迹重合的过程称为刀补取消,如图中的EF段(即N80程序段)。刀补的取消用G40来执行,需要特别注意的是,G40必须与G41或G42成对使用。
N80 G40 G00 X85.0 Z10.0;
(刀补取消)

FC–刀补建立 CDE–刀补进行 EF–刀补取消
7. 进行刀具半径补偿时应注意的事项
刀具补偿相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 在数控机床上通过监视主轴电机负荷实时监控刀具寿命
- 征用集体土地涉及的土地及房屋拆迁补偿价格评估实践
- 关于合肥市近期国有土地上房屋征收与补偿工作实施意见
- 工艺因素对电度表用NiFe磁补偿合金性能影响
- 广东省韩江高陂水利枢纽工程建设征地长期补偿方式
- 广州市国有土地上房屋征收与补偿实施意见(试行)全文
- 昆明市主城区集体土地房屋拆迁补偿安置管理办法53号
- 基于灰色马尔可夫理论纳米复合陶瓷刀具磨损量预测
- 基于生态足迹思想皂市水利枢纽工程生态补偿标准
- 基于单片机(AT89C52)无功补偿复合开关研制
- 基于单片机电动机就地无功补偿装置设计开题报告
- 南水北调中线工程征迁安置补偿投资概算编制有关问题
- 全市棚户区改造项目国有土地上房屋征收补偿方案
- 高压动态无功补偿装置用户手册
- 新港码头征收项目国有土地上房屋征收补偿安置实施方案
- 低压无功功率补偿装置元器件和配套用线选用及装配工艺标准
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
苏州弘创招投标代理有限公司