材料成型工程师收费标准
助理材料成型工程师:报名费10元、认证费130元、考试费200元,培训费1280元。合计1620元。
材料成型工程师:报名费10元、认证费160元、考试费240元、论文评审费200元,培训费1580元。合计2190元。
高级材料成型工程师:报名费10元、认证费260元、考试费400元、论文指导与答辩费700元,培训费1980元。合计3350元。
前几项费用,各地不得擅自变更。培训费用,各地可做适当调整。2100433B
材料成型工程师造价信息
每年统考四次,时间为4月、6月、10月和12月。具体考试日期、地点、方式,由考生所在地的考试机构或培训机构另行通知。
经职业技能鉴定、认证考试合格者,颁发加盖全国职业资格认证中心(JYPC)职业技能鉴定专用章钢印的《注册职业资格证书》。权威证书,全国通用。政府认可,企业欢迎。网上查询,就业首选。
材料成型工程师收费标准常见问题
-
《工程勘察设计收费标准》是2002年1月由国家发展计划委员会,建设部编写,由中国物价出版社出版的图书。本书主要介绍了工程勘察设计的收费标准情况。
-
工程检测多得很啊。比如地质勘探65~75元/m,地震剪切波测试,室内空气检测250元/点,土壤氡放射检测,防雷检测。多如牛毛。各个收费标准你可以到网上查一下。基本都有。
-
1、毛坯房普通多高层房120平方米以下350元,超过面积每平方米加2元复式房型200平方以下700元,超过面积每平方米加2元联体别墅250平方以下850元,超过面积每平方米加2元独立式别墅300平方以...
(具备下列条件之一)
一、助理材料成型工程师:
1、本科以上或同等学力学生;
2、大专以上或同等学力应届毕业生并有相关实践经验者;
二、材料成型工程师:
1、已通过助理材料成型工程师资格认证者;
2、研究生以上或同等学力应届毕业生;
3、本科以上或同等学力并从事相关工作一年以上者;
4、大专以上或同等学力并从事相关工作两年以上者。
三、高级材料成型工程师:
1、已通过材料成型工程师资格认证者;
2、研究生以上或同等学力并从事相关工作一年以上者;
3、本科以上或同等学力并从事相关工作两年以上者;
4、大专以上或同等学力并从事相关工作三年以上者。
该职业资格共分三级:助理材料成型工程师、材料成型工程师、高级材料成型工程师。
材料成型工程师收费标准文献

 收费标准
收费标准
收费标准 2 附件:陕价行发 [2012]72 号文件 陕西省工程造价咨询服务收费项目和标准(差额定率分档累进法) 序 号 收费项目 计费基数 收费费率(‰) 备注 ≤500 万元 501—1000 万元 1001—3000 万元 3001—5000 万元 5001—8000 万元 8001—10000 万元 >10000 万元 1 工程设计概算编制 (审核) 项目总投资 1.5 1.4 1.2 1.0 0.9 0.8 0.7 2 编制工程量清单及 计价 工程造价 4.3 3.8 3.3 3.1 2.8 2.6 2.3 3 工程量清单计价 (不含清单编制 ) 工程造价 2.0 1.8 1.6 1.5 1.3 1.2 1.0 4 施工图预算编制 工程造价 3.2 3.1 2.5 2.3 2.1 2.0 1.6 5 预 ︵ 结 ︶ 算 审 核 ︵ 查 ︶ (1)
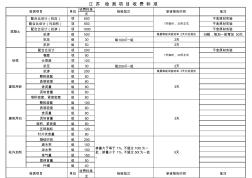 江苏工程类(材料)检测项目收费标准
江苏工程类(材料)检测项目收费标准
收费标准 元 配合比设计(抗压) 项 600 不含原材实验 配合比设计(外加剂) 项 650 不含原材实验 配合比设计(抗渗) 项 1000 不含原材实验 抗渗 组 500 根据等级试验结束 2天内出报告 S6级,每加一级增加 50元 抗压 组 30 每100m3一组 2天 抗折 组 50 2天 配合比设计 项 200 不含原材实验 稠度 项 90 分层度 项 120 抗压 组 30 每250m3一组 2天 抗渗 组 200 根据等级试验结束 2天内出报告 颗粒级配 组 80 表观密度 组 80 含泥量 组 80 泥块含量 组 80 堆积密度、紧密密度 组 80 颗粒级配 组 100 表观密度 组 80 含泥量 组 80 泥块含量 组 80 堆积、紧密度 组 80 压碎指标 组 120 针片状含量 组 80 凝结时间 组 200 减水率 组 150 泌水率 组 150 含气量 组 150
PET的成型加工可以注塑、挤出、吹塑、涂覆、粘结、机加工、电镀、真空镀金属、印刷。以下主要介绍二种。
1、注塑级①温度设定:射嘴:280~295℃、前段270~275℃、中锻265~275℃、后段250-270℃;螺旋杆转速50~100rpm、模具温度30~85℃、非结晶型之模具为70℃一下、背压5-15KG。②试用除湿干燥机、料管温度240~280℃、射出压力500~1400℃、射出成型温度260~280℃、干燥温度120~140℃、须时2~5小时。
2、薄膜级 先将PET树脂切片预干燥,以防水解,然后在挤出机中于280℃经T形模挤出无定型厚片,经过冷却转鼓或冷却液进行骤冷,使其保持无定形态,以便拉伸定向。厚片再经拉幅机双向拉伸,就成PET薄膜。纵向拉伸就是将厚片预热至86~87℃,并在此温度下沿厚片平面延伸方向拉伸3倍左右,使之取向可以提高结晶度达到较高温度:横向拉伸预热温度98~100℃,拉伸温度100~120℃拉伸比2.5~4.0,热定型温度230~240℃。纵横向拉伸后的薄膜还需经过热定型,以消除由拉伸产生的膜变形,制成热稳定性较好的薄膜。

复合材料成型方法
复合材料的成型方法按基体材料不同各异。树脂基复合材料的成型方法较多,有手糊成型、喷射成型、纤维缠绕成型、模压成型、拉挤成型、RTM成型、热压罐成型、隔膜成型、迁移成 型、反应注射成型、软膜膨胀成型、冲压成型等。金属基复合材料成型方法分为固相成型法和液相成型法。前者是在低于基体熔点温度下,通过施加压力实现成型,包括扩散焊接、粉末冶金、热轧、热拔、热等静压和爆炸焊接等。后者是将基体熔化后,充填到增强体材料中,包括传统铸造、真空吸铸、真空反压铸造、挤压铸造及喷铸等、陶瓷基复合材料的成型方法主要有固相烧结、化学气相浸渗成型、化学气相沉积成型等。
滚压工艺是一种冷锻工艺,可进行辊压成型的材料很多,其中低碳钢是辊压成型普通采用的材料,有色金属更适合于辊压成型。
材料成型工程师相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 材料成型工艺基础
- 材料成型工艺设计实例教程
- 材料成型新技术
- 材料成型设备控制基础
- 材料成型过程传热原理与设备
- 材料成型CAD/CAE技术基础
- 材料成形与模具技术国家重点实验室(华中科技大学)
- 材料成形及控制工程专业毕业设计(论文)指导
- 材料成形及控制工程
- 材料成形工艺基础(第二版)
- 《材料成形工艺基础》
- 材料成形工艺基础
- 材料成形工艺学
- 材料成形机械
- 材料成形检测技术
- 材料成形界面工程
- 可替代现有隔热保温材料的新型材料
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 原材料(设备)合格证、试验报告汇总表碎石
- 中国建筑防水材料工业协会
- 政府投资工程类项目材料设备采购风险浅析及应对策略
- 招标师招标采购法律法规与政策题型分析辅导材料
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 智能材料系统与结构工程构造安全监控
- 中国建筑保温材料市场需求将达28.4亿
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 制定机械加工劳动定额切削用量时间标准若干问题
- 无机材料工艺学课程改革探索
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 无收缩预应力混凝土高性能灌浆材料与应用
- 园林绿化及仿古建筑工程计价宣贯辅导材料
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司