车身材料
汽车车身用材料大致可分为二大类:(1)金属材料:钢板、铸铁等重金属材料;铝、镁、钛等轻金属及其合金材料、泡沫金属等材料;(2)非金属材料:工程塑料、纤维、树脂、玻璃、橡胶、非金属泡沫材料、非金属复合材料等。随着汽车技术的发展,未来汽车材料除金属材料、非金属材料外,复合材料和纳米材料也将获得广泛应用。
车身材料基本信息
| 中文名称 | 车身材料 | 分类 | 金属、非金属 |
|---|
钢板的主要性质有:可塑性、弹性、加工硬化等。热轧软钢板:含碳量一般在0.15%以下,硬度低、抗拉强度不高。主要用于挡泥板、地板、行李箱铰链、保险杠等。冷轧软钢板:相比热轧软钢板加工性能好,且表面美观。如Q215、碳钢和低合金结构钢冷扎钢板、10F、08F、优质碳素结构钢冷轧薄钢板等,用于车身外板、零件的外壳、车顶板、行李箱盖、发动机罩、车门内外板、保险杠、挡泥板等。高强度钢板:抗拉强度相当高,具有很强的抗破坏能力。用于车身外板、翼子板等。表面处理钢:镀锌钢板、锌粉漆涂装钢板等,防腐蚀性能好。用于车门、车顶、内衬板、下护板、车身底部等
车身材料造价信息
复合材料是由两种或两种以上化学本质不同的组分人工合成的材料,其结构为多相,一类组成相为基体,起粘结作用,另一类组成相为增强相,用以增强材料的机械性能和提高材料的比强度、比刚性等。
(1)钢板:热/冷轧钢板、表面处理钢板、不锈钢板、高强度钢板等;
(2)轻金属材料:铝板、铝合金、镁合金、钛合金等;
(3)复合材料:玻璃纤维增强材料(GFRP)、碳纤维增强材料(GFRP)等;
(4)非金属材料:玻璃、塑料、橡胶、皮革、人造革、化学纤维等;
(5)衬垫材料:皮革、纸板、软木、石棉、人造革、泡沫塑料等;
(6)涂装材料:(构成:油料、树脂、颜料、稀释剂、辅助材料)底漆、面漆、腻子、辅助材料等;
(7)内饰材料:各类织物、皮革,软质材料,塑料等 、胶粘剂:密封胶、粘接剂等。
车身材料常见问题
-
CFG桩身材料C25调整消耗量,只要C25含量乘以相应调整系数即可
-
1、整体橱柜的材质柜体多采用密度板,好品牌使用的多为环保型的三聚氢氨板,防火、防潮性能好。不锈钢橱柜柜体制作工艺较复杂,成本较高且处理难度较大,市场上已用得越来越少。 &...
-
细看定额规则,理应不能计算的。
铝及其铝合金
汽车用的铝材主要为铝板材、挤压材、铸铝及锻铝。铝板开始用于车身发动机罩外板、前翼子板、顶盖,后来又用于车门、行李箱盖板。其他应用有车身结构、空间框架、外覆盖件和车轮等构件,如车身、冷气设备、发动机缸体、气缸盖、悬架支架、座椅等。此外,铝合金还广泛用于汽车电器和导线上,铝基复合材料也可用于制动刹车片和一些高性能结构件上。
镁合金
镁合金是最轻的金属结构材料,其密度为1.75~1. 90g/ cm3。镁合金的强度和弹性模量较低,但它有高的比强度和比刚度,在相同重量的构件中,选用镁合金可使构件获得更高的刚度。镁合金有很高的阻尼容量和良好的消震性能,它可承受较大的冲击震动负荷,适用于制造承受冲击载荷和振动的零部件。镁合金具有优良的切削加工性和抛光性能,在热态下易于加工成型。
镁合金熔点比铝合金熔点低,压铸成型性能好。镁合金铸件抗拉强度与铝合金铸件相当,一般可达250MPa,最高可达600MPa以上。屈服强度,延伸率和铝合金也相差不大。镁合金还具有良好的耐腐蚀性能,电磁屏蔽性能,仿辐射性能,可进行高精度机械加工。镁合金具有良好的压铸成型性能,压铸件比厚最小可达0.5mm,适应制造汽车各类压铸件。所用的镁合金材料以铸造镁合金为主,如AM、AZ、AS 系列铸造镁合金,其中AZ91D 用量最多。
镁合金压铸件适应做汽车仪表板、汽车座椅骨架、变速箱壳体、方向盘操纵系统部件、发动机零部件、车门框架、轮毂、支架、离合器壳体和车身支架等。
钛合金
钛合金是一种新型结构材料,它具有优异的综合性能,如密度小,比强度和比断裂韧性高,疲劳强度和抗裂纹扩展能力好,低温韧性良好,抗蚀性能优异,某些钛合金的最高工作温度为550℃,预期可达700℃。因此它在航空、航天、汽车、造船等行业获得日益广泛的应用,发展迅猛。
钛合金适于制造汽车悬架弹簧和气门弹簧、气门。用钛合金制造板簧与用抗拉强度达2100MPa的高强度钢相比,可降低自重20%。用钛合金还可以制造车轮、气门座圈、排气系统零件,还有些公司尝试用纯钛板作车身外板。日本丰田开发了钛基复合材料。该复合材料以Ti - 6A1 - 4V合金为基体,以TiB为增强体,用粉末冶金法生产。该复合材料成本低、性能优良,已在发动机连杆上得到实用。
车身材料文献

 车身材料铆接工艺(SPRFDS)
车身材料铆接工艺(SPRFDS)
车身材料铆接工艺(SPRFDS)
 轿车车身材料利用率提升方法
轿车车身材料利用率提升方法
为控制整车成本,提高收益,通过工艺优化、产品设计优化、加工方法优化等方法提升材料利用率,以及对冲压生产过程中的边角废料再生利用的研究,达到车身综合成本下降的目的,同时对现有冲压生产过程中产生废料进行合理处理,让废料再次循环增值,推动企业整体降成本的实现。随着汽车市场竞争的不断加
白车身材料‘钢铝之争’
2017年4月份,据多家正规媒体报道,计划于2018年发布的新款奥迪A8(D5)车型正式放弃全铝车身,铝合金的占比仅为58%,车架的40%为钢结构,其中16.5%为超高强度热成型钢,这也意味着奥迪正逐步开始“脱离全铝阵营”。这是自奥迪1994年研制A8使用全铝制白车身后的重大转变。

白车身材料钢铝之争由来已久,新款奥迪A8的转变再次引燃了这场争论,直至今日,关于《奥迪A8放弃全铝车身》的相关文章依旧在各大媒体网站及朋友圈频频刷屏!
白车身多种材质的应用必然对车身连接方式带来挑战,在汽车制造焊接领域拥有50多年经验的Fronius伏能士早已针对这种材料变化趋势,推出了全面的焊接解决方案,不论是铝的焊接还是高强钢亦或镀锌钢的焊接,或者钢和铝之间异种金属的连接,Fronius伏能士都能满足客户要求。

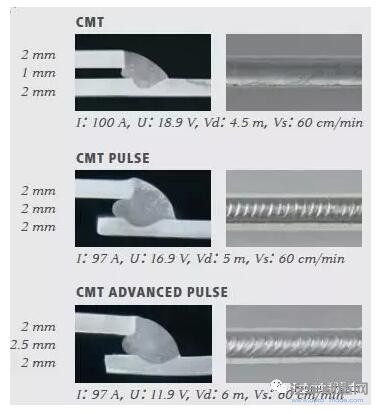
钢的焊接
焊接工艺 / CMT 冷金属过渡电弧工艺 / PMC 脉冲多重控制电弧工艺 / LSC 低飞溅控制电弧工艺高强钢焊接优势:/ 焊接热压部件时,几乎没有飞溅/ 热输入比传统熔化极气体保护焊低(可达 -50%)

高强钢焊缝:I=98A, U=11.8V
镀锌钢焊接优势:/ 焊接几乎没有飞溅,并且可以对镀锌钢进行钎焊/ 热输入最佳,变形小/ 几乎无气孔/ 电弧更稳定/ 熔深最佳/ 焊接速度快

镀锌钢焊缝:I=200A, U=16.2V
铝的焊接
焊接工艺 / CMT 冷金属过渡电弧工艺 / PMC脉冲多重控制电弧工艺 / LaserHybrid激光复合焊 / DeltaSpot电阻点焊铝电弧焊接优势:/ 电弧的稳定性高/ 热输入最低/ 可以实现钢铝连接/ 几乎无飞溅/ 间隙桥接能力出色
铝电弧焊接焊缝铝电阻点焊优势:/ 100%的焊点重复精度/ 利用电极带可精确控制热输入量/ 铝焊中,比传统点焊工艺节省50%能量/ 稳定可靠,无飞溅
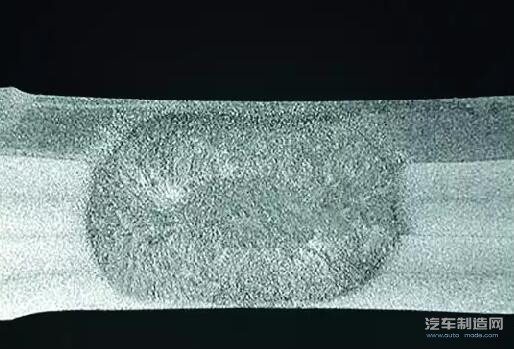
3层铝DeltaSpot工艺焊点
异种材料的连接
焊接工艺 / CMT 冷金属过渡电弧工艺 / DeltaSpot电阻点焊 优势: / 过程稳定,无飞溅 / CMT可实现钢和铝的连接 / DeltaSpot可实现不同材料,不同厚度的多层材料焊接
钢和铝的连接

三层材料DeltaSpot工艺焊点
2017AMTS汽车装备制造展,fronius伏能士将现场展出多种不同工艺的焊接解决方案,在此诚邀您莅临展位和伏能士工程师进行面对面沟通!展位号:E2-G01

关于伏能士Fronius International GmbH伏能士焊接技术国际有限公司成立于1945年,是来自奥地利的高端焊接设备制造商和焊接解决方案供应商。其总部拥有超过400多名研发专家,获得过1200多项发明专利,是以创新技术为核心竞争力的全球焊机领导品牌。
Fronius进入中市场近20年来受到高端焊接市场的广泛认可,Fronius品牌曾被翻译作“福尼斯”被广大用户熟知。多年来,Fronius伏能士始终如一地以完美的电弧、完善的服务和完整的个性化焊接解决方案服务于中国市场。


热成型钢板特点
超高强度和高强度车身材料,具有极高的机械安全性。而热成型钢板则主要应用于前、后保险杠骨架以及A柱、B柱等重点部位,在发生撞击时,尤其在正面和侧面撞击时,可有效减少驾驶舱变形,保护驾乘人员的安全。
教育培训: 汽车类专业本科以上学历。
工作经验: 掌握车身设计和测试标准、国家相关法律、法规,掌握车身制造工艺,熟悉车身材料成型及加工工艺,精通车身制图,了解本专业技术发展方向,要有编写有关的技术标准的能力;具有独立设计和组织实施复杂技术工作的能力,能够熟练运用CATIA,精通设计文件的发布流程;具有良好的沟通能力、团队合作精神、良好的职业道德、责任心和敬业精神。
车身材料相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 绿叶菜温室大棚栽培及病虫害防治150问
- 压型钢板组合楼板
- 10SMS202-2埋地矩形雨水管道及其附属构筑物
- 钢结构施工现场常见问题详解
- 主体结构施工工艺
- 混凝土结构(中册):混凝土结构与砌体结构设计
- 导电硅橡胶
- 北京市朝阳区建业栓钉焊技术中心
- 砖石砌体施工
- 钢结构焊接技术培训教程
- 克什克腾旗经棚一中
- 消音软件
- 瓷环
- 钢筋桁架楼承板
- 铆钉
- 圆柱头焊钉
- 无机材料工艺学课程改革探索
- 无收缩预应力混凝土高性能灌浆材料与应用
- 园林绿化及仿古建筑工程计价宣贯辅导材料
- 建筑防水材料及工程技术研讨会
- 单面涂铝PVC塑料吊顶材料燃烧性能的实验
- 在材料课程教学改革中应用现代教育技术与实践
- 用于电力电缆中间接头的硅橡胶材料吸水特性分析
- 以顺丁橡胶和丁苯橡胶为主体材料的密封胶条配方
- 中国钢研科技集团公司 钢铁总院结构材料所
- 金属材料工程专业实习及就业基地建设
- 应用技术大学转型背景下金属材料工程专业的课程改革
- 医疗建筑内外装修材料选用过程中需要注意的问题分析
- 早强型水泥浆液材料的试验及在锚固工程中的应用
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 公路工程试验检测建筑材料试验检测技术试题
- 广东江门建设工程材料厂商报价(2011年3季度)
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
苏州弘创招投标代理有限公司