沉头孔
由某一物体表面向物体内部所加工的盲孔,常用于安装螺栓或者其他的连接部件。
沉头孔基本信息
| 中文名 | 沉头孔 | ||
|---|---|---|---|
介绍
常见于机械制造领域与建筑领域。沉头孔能够避免螺钉的突起,保证安装平面的平整。
沉头孔造价信息
沉头孔常见问题
-
为沉头罗栓扩的沉头孔,罗柱上紧后与面板是平的。孔的结构形式:拓展资料:1.实际是为了某连接面表面的平整,为把螺帽下沉下去而加工出来的一个凹下去的台阶,通常螺帽都露在连接表面外面的,但有时候需要做成沉孔...
-
90°沉头孔加工方法:首先要保证在被麻花钻锪孔内的定心和切削工作过程中的平稳性。将麻花钻的切削部分修磨成适当的几何外形就可以改作锪钻。锪孔的质量好坏与切削部分的几何外形正确与否有密切关系。假如切削部分...
-
孔钻沉孔钻螺丝钻头又添新规格目前15种规格 皇冠合金刀头沉孔钻 3.0MM 3.2MM 3.5MM &n...
沉头孔文献

 常用螺丝及沉头孔尺寸表
常用螺丝及沉头孔尺寸表
常用螺丝及沉头孔尺寸表 规格 螺丝头直径 螺丝头厚度 螺丝杆直径 沉头孔直径 沉头孔深度 通过孔直径 M2 M3 M4 M5 M6 6 11 M8 8 13 M10 10 16 M12 19 M14 M16 24 16 26 17 螺丝称号 (d) M3 M4 M5 M6 M8 M10 M12 (M14) M16 M20 M24 M30 螺牙节距 (p) 1 2 2 3 b 参 考 18 20 22 24 28 32 36 40 44 52 60 72 dk 最 大 ( 基 准 呎 吋 ) 7 10 13 16 18 21 24 30 36 45 最大 最小 da 最大 26..4 ds 最 大 ( 基 准 呎 吋 ) 3 4 5 6 8 10 12 14 16 20 24 30 最小 k 最 大 ( 基 准 呎 吋 ) 3 4 5 6 8 10 12 14 16 20 24 30 最小
 螺丝及沉头常用孔尺寸
螺丝及沉头常用孔尺寸
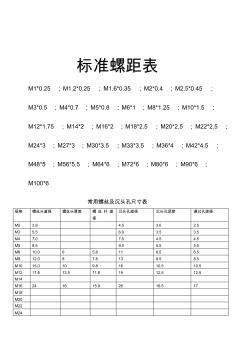
标准螺距表 M1*0.25 ;M1.2*0.25 ;M1.6*0.35 ;M2*0.4 ;M2.5*0.45 ; M3*0.5 ;M4*0.7 ;M5*0.8 ;M6*1 ;M8*1.25 ;M10*1.5 ; M12*1.75 ;M14*2 ;M16*2 ;M18*2.5 ;M20*2.5 ;M22*2.5 ; M24*3 ;M27*3 ;M30*3.5 ;M33*3.5 ;M36*4 ;M42*4.5 ; M48*5 ;M56*5.5 ;M64*6 ;M72*6 ;M80*6 ;M90*6 ; M100*6 常用螺丝及沉头孔尺寸表 规格 螺丝头直径 螺丝头厚度 螺 丝 杆 直 径 沉头孔直径 沉头孔深度 通过孔直径 M2 3.8 4.5 3.0 2.5 M3 5.5 6.0 3.5 3.5 M4 7.0 7.5 4.5 4.5 M5 8.5 9.0 5.5 5.5 M6 10
1、公制平头螺丝(F.H.S.S)沉头孔设计:
| 头部尺寸 |
丝孔尺寸 |
拔头尺寸 |
||||
| 不常用 |
常用 |
φD |
H |
φA |
φB |
C |
| M3 |
6 |
1.7 |
4 |
8 |
2 |
|
| M4 |
8 |
2.3 |
5 |
10 |
2.5 |
|
| M5 |
10 |
2.8 |
6 |
12 |
3 |
|
| M6 |
12 |
3.3 |
7 |
14 |
3.5 |
|
| M8 |
16 |
4.4 |
9 |
19 |
5 |
|
| M10 |
|
20 |
5.5 |
11 |
23 |
6 |
| M12 |
|
24 |
6.5 |
14 |
27 |
6.5 |
结构图如下所示:
2、美制平头螺丝(F.H.S.S)沉头孔设计:
| 头部尺寸 |
丝孔尺寸 |
拔头尺寸 |
||||
| 美制规格 |
公称直径 |
φD |
H |
φA |
φB |
C |
| No.5 |
3.175 |
5.21 |
1.27 |
4 |
7 |
1.5 |
| No.8 |
4.166 |
9.12 |
2.73 |
5 |
11 |
3 |
| No.10 |
4.826 |
10.44 |
3.32 |
6 |
13 |
3.5 |
| 1/4 |
6.35 |
13.49 |
4.08 |
7 |
16 |
4.5 |
| 5/16 |
7.938 |
16.66 |
4.87 |
9 |
20 |
5.5 |
| 3/8 |
9.925 |
19.83 |
5.66 |
11 |
23 |
6 |
| 1/2 |
12.7 |
23.82 |
6.07 |
14 |
27 |
6.5 |

深孔钻头概述
深孔钻头分为焊接式深孔钻头和机加式深孔钻头,深孔钻头都是采用内排屑,焊接式深孔钻头的刀片是不可以调换的,一次性使用,机加式深孔钻头的刀片是可以互换的,机加式深孔钻头的刀体可以永久使用,刀片可以换下。
焊接式深孔钻头和机加式深孔钻头都是采用授油器供冷却液,内排屑的工艺方法,可在等碳素钢、合金钢实心材料上钻深孔,长径比可达1:100。
深孔钻头分为焊接式深孔钻头和机加式深孔钻头,深孔钻头都是采用内排屑,焊接式深孔钻头的刀片是不可以调换的,一次性使用,机加式深孔钻头的刀片是可以互换的,机加式深孔钻头的刀体可以永久使用,刀片可以换下。
焊接式深孔钻头和机加式深孔钻头都是采用授油器供冷却液,内排屑的工艺方法,可在等碳素钢、合金钢实心材料上钻深孔,长径比可达1:100。
沉头孔相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 沉水弯
- 沉水植物诱导绿藻群体形成机制研究
- 沉浸交互式虚拟现实仿真系统
- 沉淀脱氧
- 沉淀
- 沉火山碎屑岩
- 沉积体系
- 沉贵宝
- 沉降性
- 沉香质量分级
- 沐焰
- 沐阳MY5468
- 沙井彩页
- 沙井盖
- 沙冬青群体DQ-2
- 沙参(原亚种)
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 异形人工挖孔桩和预应力土层锚杆组合在基坑中的应用
- 有限元和有限层元横向同性土对建筑物沉降的影响
- 在大荷载作用下人工挖孔灌注桩桩基承台的设计与施工
- 永兴县某镇国土资源所综合楼人工挖孔桩施工组织设计
- 中国标准电源插头
- 新型的避免调节阀发生气蚀的方法孔板节流法
- 异种钢焊接接头退火工艺
- 引水隧洞不良地质段挖孔桩混凝土试验及施工质量控制
- 在光(电)缆接头盒内设置密封监测装置的可行性建议
- 有孔管桩静压沉桩超孔隙水压力消散室内模型试验分析
- 基于工业CT技术的岩芯样品孔隙度测量分析方法
- 应用螺杆钻定向钻探技术在复杂地层施工空间型定向孔
- 在铁路复杂咽喉区顶进大孔径框架桥设计施工关键技术
- 应用通气孔梅花式塑料编织苫布保管暖甜菜效果的分析
- 引黄济宁工程拉脊山越岭隧洞超深钻孔地应力梯段测试
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
拆边机
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司