长春金泰刀具加工涂层有限公司
长春金泰刀具加工涂层有限公司是在长春高新开发区注册的高新技术企业,从事工模具超硬涂层技术研究开发,涂层设备设计制造,对外承接工模具超硬涂层和刀具磨锋加工业务。
企业创始人董事长朱英臣是大连大学退休教授,从事涂层技术研究二十五年,曾任全国离子镀标准化委员会主任委员,全国物理气相沉积学术委员会副主任委员,获得过国家发明二等奖等多项科技奖励,是我国离子镀领域著名专家之一。
长春金泰刀具加工涂层有限公司基本信息
| 公司名称 | 长春金泰刀具加工涂层有限公司 | 总部地点 | 长春 |
|---|---|---|---|
| 公司类型 | 有限公司 | 类 别 | 高新技术企业 |
模具
钻头
钻头-合金2100433B
长春金泰刀具加工涂层有限公司造价信息
长春金泰刀具加工涂层有限公司是在长春高新开发区注册的高新技术企业,从事工模具超硬涂层技术研究开发,涂层设备设计制造,对外承接工模具超硬涂层和刀具磨锋加工业务。
企业创始人董事长朱英臣是大连大学退休教授,从事涂层技术研究二十五年,曾任全国离子镀标准化委员会主任委员,全国物理气相沉积学术委员会副主任委员,获得过国家发明二等奖等多项科技奖励,是我国离子镀领域著名专家之一。
长春金泰刀具加工涂层有限公司以质量求生存以科技谋发展,以精湛的技术和周全的服务向客户提供品质优良的 产品。
长春金泰刀具加工涂层有限公司常见问题
-
茂名市金泰高岭土有限公司。本公司于2003年转制,其前身是茂名市茂南金塘瓷土厂。创建于1994年,是一家优秀民营企业,并通过了iso9001:2000国际质量管理体系认证。公司地处茂名高岭土矿床腹地—...
-
包括MAX曼城(郫县犀浦老成灌路,西华大学正门旁)、大学财富广场(郫县老成灌路西华大学正大门旁)等住宅、写字楼、公寓。现在正在开发的就是宇众悦府。总的来说还是不错!!之前的项目口碑都挺好的!!...
-
佛山金泰阳照明有限公司,地址:金石大道8 希望我的回答对你有帮助!
长春金泰刀具加工涂层有限公司文献

 长春市政建设(集团)有限公司
长春市政建设(集团)有限公司
长春市政建设(集团)有限公司是由老国有企业改制而成,经建设部核准的具有\"巾政总承包一级\"、\"公路总承包一级\"、\"路基专业一级\"、\"路面专业一级\"、\"桥梁专业一级\"、\"公路一级\"资质的吉林省施工企
 (精选)线槽长春金环电气有限公司合同
(精选)线槽长春金环电气有限公司合同
(精选)线槽长春金环电气有限公司合同
涂层刀具现状
涂层刀具已成为现代切削刀具的标志,在刀具中的使用比例已超过50%。切削加工中使用的各种刀具,包括车刀、镗刀、钻头、铰刀、拉刀、丝锥、螺纹梳刀、滚压头、铣刀、成形刀具、齿轮滚刀和插齿刀等都可采用涂层工艺来提高它们的使用性能。
涂层刀具类别
涂层刀具有四种:涂层高速钢刀具,涂层硬质合金刀具,以及在陶瓷和超硬材料(金刚石或立方氮化硼)刀片上的涂层刀具。但以前两种涂层刀具使用最多。在陶瓷和超硬材料刀片上的涂层是硬度较基体低的材料,目的是为了提高刀片表面的断裂韧度(可提高10%以上),可减少刀片的崩刃及破损,扩大应用范围。
涂层刀具新型涂层技术
Ti-Al-X-N新型涂层技术是利用气相沉积方法在高强度工具基体表面涂覆几微米高硬度、高耐磨性难熔Ti-Al-X-N涂层,从而达到减少刀具磨损,延长寿命,提高切削速度的目的。它是高档数控机床与基础制造装备国家重大专项课题取得的重要成果。
涂层刀具涂层方法
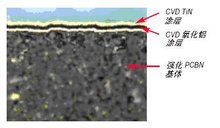
生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。前者沉积温度为500℃,涂层厚度为2~5μm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10μm,并且设备简单,涂层均匀。因PVD法未超过高速钢本身的回火温度,故高速钢刀具一般采用PVD法,硬质合金大多采用CVD法。硬质合金用CVD法涂层时,由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(η相),导致刀片脆性破裂。近十几年来,随着涂覆技术的进步,硬质合金也可采用PVD法。国外还用PVD/CVD相结合的技术,开发了复合的涂层工艺,称为PACVD法(等离子体化学气相沉积法)。即利用等离子体来促进化学反应,可把涂覆温度降至400℃以下(涂覆温度已可降至180℃~200℃),使硬质合金基体与涂层材料之间不会产生扩散、相变或交换反应,可保持刀片原有的韧性。据报道,这种方法对涂覆金刚石和立方氮化硼(CBN)超硬涂层特别有效。
涂层刀具要求
用CVD法涂层时,切削刃需预先进行钝化处理(钝圆半径一般为0.02~0.08mm,切削刃强度随钝圆半径增大而提高),故刃口没有未涂层刀片锋利。所以,对精加工产生薄切屑、要求切削刃锋利的刀具应采用PVD法。涂层除可涂覆在普通切削刀片上外,还可涂覆到整体刀具上,已发展到涂覆在焊的硬质合金刀具上。据报道,国外某公司在焊接式的硬质合金钻头上采用了PCVD法,结果使加工钢料时的钻头寿命比高速钢钻头长10倍,效率提高5倍。
涂层刀具使用注意事项
涂层刀具的使用效果除与涂层方法及设备、涂层工艺和涂层材料有关外,还有以下情况应加以注意:
一、涂前刀具的表面质量 。被涂刀具表面应是光亮的磨光面,刀具各工作表面上不得有锈斑、磨糊、氧化、崩刃等缺陷,要求刃口上无毛刺。前、后刀面上的表面粗糙度应达到Ra<0.8~1.25µm。表面粗糙度值愈小,涂层的结合度愈好。此外,刀具表面的清洗质量也十分重要。
二、刀具基体材料。涂层刀具的基体材料与涂层材料应合理匹配,须根据不同的加工要求选用。涂层高速钢刀具的基体,既可用W6Mo5Cr4V2(M2)的通用型高速钢,也可用含钴的超硬高速钢和粉末冶金高速钢(PM HSS)或者是整体采用硬质合金钨钢制成的 钨钢刀片。因粉末冶金的基体均匀,故使用效果好。加工钛合金时,推荐用含钴超硬高速钢如W2Mo9Cr4VCo8(M42)作为刀具的基体材料。对于涂层滚刀,当以正常切削速度(小于45m/min)加工齿轮时,崩刃是滚刀磨损的主要原因,因此应选择韧性较好的W6Mo5Cr4V2高速钢作为刀具的基体材料;而在高速滚齿时(切削速度大于100m/min),月牙洼磨损是滚刀磨损的主要原因,因此应选用耐热性和耐磨性较高的含钴超硬高速钢或CW9Mo3Cr4VN高速钢为刀具的基体材料。 涂层硬质合金刀具的基体,在加工钢材时,宜选择加工钢材的硬质合金,如WC-TiC-Co或WC-TiC-TaC-Co类合金(P30用得较多);加工铸铁和有色金属时,宜选择WC-Co类合金(K20用得较多)。 被加工材料的硬度及切削加工性,对涂层刀具的使用效果也有一定影响。试验证实,涂层刀具最适于切削高硬度和耐磨合金一类难加工材料。
三、刀具的几何角度。 由于涂层的润滑性好,所以涂层刀具工作时常会在工件表面上打滑,为此涂层刀具上的后角应比未涂层刀具的后角略大。实践表明,对铰刀等一类精加工刀具,加大后角后,可使刃口锋利,切屑形成容易,打滑现象明显减少,刀具的使用性能提高。
四、切削用量和切削液 。为了充分发挥涂层刀具的性能,必须正确选用切削用量和切削液。涂层刀具由于耐热性好,抗月牙洼磨损能力强,故可采用较大进给量和切削速度工作,但首先应选取较大进给量。通常涂层高速钢刀具采用的进给量比未涂层刀具提高10%~100%,提高20%~30%的切削速度是合适的。为了提高工效,涂层硬质合金刀具也可采用比未涂层刀具高25%~70%的切削速度进行切削。用涂层硬质合金通用刀具加工中碳结构钢时的切削速度,立铣刀可达100~150m/min,钻头可达80~100m/min;丝锥加工铸铁为20~40m/min。 实践证明,使用20号机械油加10%煤油冷却时,可使涂层高速钢镗刀的寿命提高1~2倍。TiN涂层高速钢滚刀加工20CrMnTi(197HBS)钢制斜齿圆柱齿轮(模数m=5)时,使用20号机械油和煤油混合润滑,刀具寿命可提高5倍左右,即使重磨后也可提高2~3倍,干切时寿命仅提高1倍。 [pre]涂层刀具使用时还要求机床的精度好、刚性高和振动小,刀具或刀片的夹持也应牢固。
涂层刀具已成为现代切削刀具的标志,在刀具中的使用比例已超过50%。切削加工中使用的各种刀具,包括车刀、镗刀、钻头、铰刀、拉刀、丝锥、螺纹梳刀、滚压头、铣刀、成形刀具、齿轮滚刀和插齿刀等都可采用涂层工艺来提高它们的使用性能。
区分
涂层刀具有四种:涂层高速钢刀具,涂层硬质合金刀具,以及在陶瓷和超硬材料(金刚石或立方氮化硼)刀片上的涂层刀具。但以前两种涂层刀具使用最多。在陶瓷和超硬材料刀片上的涂层是硬度较基体低的材料,目的是为了提高刀片表面的断裂韧度(可提高10%以上),可减少刀片的崩刃及破损,扩大应用范围。
新型涂层技术
Ti-Al-X-N新型涂层技术是利用气相沉积方法在高强度工具基体表面涂覆几微米高硬度、高耐磨性难熔Ti-Al-X-N涂层,从而达到减少刀具磨损,延长寿命,提高切削速度的目的。它是高档数控机床与基础制造装备国家重大专项课题取得的重要成果。
涂层刀具硬质涂层
TiAlN、CrN、TiAlCrN是近几年来开发的硬质涂层新材料。TiAlN涂层刀片已商品化。它的化学稳定性和抗氧化磨损性能好,用其加工高合金钢、不锈钢、钛合金和镍合金时的刀具寿命可比TiN涂层高3~4倍。此外,TiAlN涂层中如果有合适的铝浓度,切削时在刀具前刀面和切屑的界面上还会产生一层硬质的惰性保护膜,该膜有较好的隔热性,可更有效地用于高速切削。例如,美国Kennametal公司推出的H7刀片,系TiAlN涂层,是专为高速铣削合金钢、高合金钢和不锈钢等高性能材料而设计的。CrN是一种无钛涂层,适于切削钛和钛合金、铜、铝以及其它软材料,化学稳定性好,不产生粘屑。TiAlCrN是一种梯度结构涂层,不仅具有高的韧性和硬度,而且摩擦因数也较小,适用于铣刀、滚刀、丝锥等多种刀具,切削性能明显优于TiN。
长春金泰刀具加工涂层有限公司相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 长春金顺门业有限公司
- 长春铁成建设投资(集团)有限公司
- 长春隆达钙业有限公司
- 长春雕塑馆
- 长春雷冠环保塑料制品有限公司
- 长春高地物业服务有限公司
- 长春高琦聚酰亚胺材料有限公司
- 长春高科集团有限公司
- 长春鸿洋防水工程有限公司
- 长春鸿翔劳保用品有限公司
- 长春鸿鑫液体壁纸有限公司
- 长春鹏鹞环保有限公司
- 长春鼎盛塑料厂
- 长春龙士达钢结构制造有限公司
- 长期合同采购
- 长期待摊费用科目审计
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 张家港市旺达工业气体有限公司企业信用报告-天眼查
- 云南璟成工程项目管理有限公司-招投标数据分析报告
- 中国建筑第八工程局长春分公司企业信息报告
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 中国建筑第二工程局有限公司上海公司合格供应商名录
- 一心一意谋发展 中国重型汽车集团有限公司发展纪实
- 中国水利水电第十六工程局有限公司机场施工发展战略
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中国恩菲工程技术有限公司中国有色工程设计总院
- 永明项目管理有限公司中原分公司中标
- 永明项目管理有限公司西宁分公司中标
- 中国石油天然气股份有限公司安全生产管理暂行办法
- 在数控机床上通过监视主轴电机负荷实时监控刀具寿命
- 中国建筑装饰工程有限公司
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
拆边机
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司