车床技术变频器原理
SAJ 变频器在车床技术的主要特点:
1、低频力矩大、输出平稳
2、高性能矢量控制
3、转矩动态响应快、稳速精度高
4、减速停车速度快
5、抗干扰能力强2100433B
车床技术造价信息
SAJ 变频器在车床技术的主要特点:
1、低频力矩大、输出平稳
2、高性能矢量控制
3、转矩动态响应快、稳速精度高
4、减速停车速度快
5、抗干扰能力强
车床技术车床技术
(1) 工作前按规定润滑机床,检查各手柄是否到位,并开慢车试运转五分钟,确认一切正常方能操作。
(2)卡盘夹头要上牢,开机时扳手不能留在卡盘或夹头上。
(3)工件和刀具装夹要牢固,刀杆不应伸出过长(镗孔除外);转动小刀架要停车,防止刀具碰撞卡盘、工件或划破手。
(4)工件运转时,操作者不能正对工件站立,身不靠车床,脚不踏油盘。
(5)高速切削时,应使用断屑器和挡护屏。
(6)禁止高速反刹车,退车和停车要平稳。
(7)清除铁屑,应用刷子或专用钩。
(8)用锉刀打光工件,必须右手在前,左手在后;用砂布打光工件,要用“手夹”等工具,以防绞伤。
(9)一切在用工、量、刃具应放于附近的安全位置,做到整齐有序。
(10)车床未停稳,禁止在车头上取工件或测量工件。
(11) 车床工作时,禁止打开或卸下防护装置。
(12) 临近下班,应清扫和擦试车床,并将尾座和溜板箱退到床身最右端。
车床技术铣床技术
(1)操作前检查铣床各部位手柄是否正常,按规定加注润滑油,并低速试运转1~2分钟,方能操作。
(2)工作前应穿好工作服,女工要戴工作帽,操作时严禁戴手套。
(3)装夹工件要稳固。装卸、对刀、测量、变速、紧固心轴及清洁机床,都必须在机床停稳后进行。
(4)工作台上禁止放置工量具、工件及其它杂物。
(5)开车时,应检查工件和铣刀相互位置是否恰当。
(6)铣床自动走刀时,手把与丝扣要脱开;工作台不能走到两个极限位置,限位块应安置牢固。
(7)铣床运转时,禁止徒手或用棉纱清扫机床,人不能站在铣刀的切线方向,更不得用嘴吹切屑。
(8)工作台与升降台移动前,必须将固定螺丝松开;不移动时,将螺母拧紧。
(9)刀杆、拉杆、夹头和刀具要在开机前装好并拧紧,不得利用主轴动转来帮助装卸。
(10)实训完毕应关闭电源,清扫机床,并将手柄置于空位,工作台移至正中。
车床技术钳工技术
3、在虎钳上装夹工件时,要用力夹牢,手柄要靠拢端头。
4、手锤必须装配牢固,并在使用中经常检查是否有松动现象。
5、使用手锤,周围有人时,要随时避开,避免伤人。
6、进行錾削时,要控制切屑飞出方向,以免伤人。
(5)严禁使用无柄锉刀、铲刀、刮刀等,以免伤手。
(6)钳台上应设置防护网,工作中应用刷子扫除切屑,不得徒手揩摸或用嘴吹切屑。
(7)钻孔时,手不得接触钻床主轴和钻头,严禁戴手套操作,并防止衣袖、头发被卷住。
(8)钳工工具、量具,应放在工作台的适当位置,以免滑落掉地而损坏。
7、工作场地应保持整洁,过道通畅,毛坯和零件堆放整齐。
总而言之,一丝走八刀,刀刀见铁销。就是技术!
车床技术变频器原理常见问题
车床技术安全操作规程
(1) 工作前按规定润滑机床,检查各手柄是否到位,并开慢车试运转五分钟,确认一切正常方能操作。
(2)卡盘夹头要上牢,开机时扳手不能留在卡盘或夹头上。
(3)工件和刀具装夹要牢固,刀杆不应伸出过长(镗孔除外);转动小刀架要停车,防止刀具碰撞卡盘、工件或划破手。
(4)工件运转时,操作者不能正对工件站立,身不靠车床,脚不踏油盘。
(5)高速切削时,应使用断屑器和挡护屏。
(6)禁止高速反刹车,退车和停车要平稳。
(7)清除铁屑,应用刷子或专用钩。
(8)用锉刀打光工件,必须右手在前,左手在后;用砂布打光工件,要用"手夹"等工具,以防绞伤。
(9)一切在用工、量、刃具应放于附近的安全位置,做到整齐有序。
(10)车床未停稳,禁止在车头上取工件或测量工件。
(11) 车床工作时,禁止打开或卸下防护装置。
(12) 临近下班,应清扫和擦试车床,并将尾座和溜板箱退到床身最右端。
铣床技术安全操作规程
(1)操作前检查铣床各部位手柄是否正常,按规定加注润滑油,并低速试运转1~2分钟,方能操作。
(2)工作前应穿好工作服,女工要戴工作帽,操作时严禁戴手套。
(3)装夹工件要稳固。装卸、对刀、测量、变速、紧固心轴及清洁机床,都必须在机床停稳后进行。
(4)工作台上禁止放置工量具、工件及其它杂物。
(5)开车时,应检查工件和铣刀相互位置是否恰当。
(6)铣床自动走刀时,手把与丝扣要脱开;工作台不能走到两个极限位置,限位块应安置牢固。
(7)铣床运转时,禁止徒手或用棉纱清扫机床,人不能站在铣刀的切线方向,更不得用嘴吹切屑。
(8)工作台与升降台移动前,必须将固定螺丝松开;不移动时,将螺母拧紧。
(9)刀杆、拉杆、夹头和刀具要在开机前装好并拧紧,不得利用主轴动转来帮助装卸。
(10)实训完毕应关闭电源,清扫机床,并将手柄置于空位,工作台移至正中。
钳工技术安全操作规程
3、在虎钳上装夹工件时,要用力夹牢,手柄要靠拢端头。
4、手锤必须装配牢固,并在使用中经常检查是否有松动现象。
5、使用手锤,周围有人时,要随时避开,避免伤人。
6、进行錾削时,要控制切屑飞出方向,以免伤人。
(5)严禁使用无柄锉刀、铲刀、刮刀等,以免伤手。
(6)钳台上应设置防护网,工作中应用刷子扫除切屑,不得徒手揩摸或用嘴吹切屑。
(7)钻孔时,手不得接触钻床主轴和钻头,严禁戴手套操作,并防止衣袖、头发被卷住。
(8)钳工工具、量具,应放在工作台的适当位置,以免滑落掉地而损坏。
7、工作场地应保持整洁,过道通畅,毛坯和零件堆放整齐。
总而言之,一丝走八刀,刀刀见铁销。就是技术!
车床技术变频器原理文献

 高压变频器原理
高压变频器原理
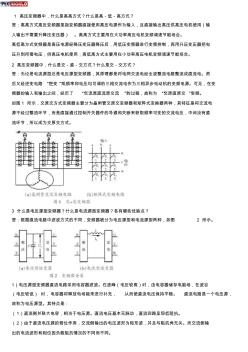
1 高压变频器中,什么是高高方式?什么是高-低-高方式? 答:高高方式高压变频器是指变频器直接使用高压电源作为输入,且直接输出高压供高压电机使用(输 入输出不需要升降压变压器) 。高高方式主要用在大功率高压电机变频调速节能场合。 高低高方式变频器是高压电源经降压变压器降压后,用低压变频器进行变频控制,再用升压变压器把电 压升到所需电压,供高压电机使用,高低高方式主要用在小功率高压电机变频调速节能场合。 2 高压变频器中,什么是交-直-交方式?什么是交-交方式? 答:无论是电流源型还是电压源型变频器,其原理都是将电网交流电经全波整流电路整流成直流电。然 后又经逆变电路 “逆变”成频率和电压均可调的三相交流电作为三相异步电动机的变频电源。可见,在变 频器的输入和输出之间,经历了 “交流原直流原交流 ”的过程,故称为 “交原直原交 ”变频。 如图 1 所示,交原交方式变频器主要分为晶闸管交原交变
 水泵变频器原理
水泵变频器原理
水泵变频器相关知识: 排污泵的新技术运用: 一、副叶轮流体动力密封技术的应用 所谓的副叶轮流体动力密封是指在泵的叶轮后盖 板背面附近同轴反方向安装一开式叶轮。当泵工作时,副叶轮随泵主轴一起旋转,副叶轮中 的液体也会一起旋转, 转动的液体会产生一个向外的离心力, 这个离心力一方面顶住流向机 械密封处的液体, 降低了机械密封处的压力。 另一方面阻止介质中的固体颗粒进入机械密封 的摩擦副中,减少机械密封磨块的磨损,延长了其使用寿命。副叶轮除了起到密封作用外, 还可以起到降低轴向力的作用, 在潜污泵中轴向力主要是由液体作用在叶轮上的压差力和整 个转动部分的重力所组成,这两个力的作用方向是相同的,合力是由两个力相加而成。 可以看出,在性能参数完全相同的情况下,潜污泵的轴向力比一般卧式泵要大,而平衡 难度比立式泵要难。 所以在潜污泵中, 轴承容易损坏其原因也是与轴向力大有着很大的关系 。 而如果安装了
铲齿车床工作原理
工件的匀速旋转,刀具的匀速直线运动,形成的轨迹是阿基米德螺线。这就是铲齿车床工作原理!
铲齿车床技术参数
刀架上最大工件回转直径 250mm
齿轮滚刀最大加工模数 12mm
顶尖高 300mm
顶尖距 800mm
最大加工长度 560mm
最大主轴转速 150rpm
槽数范围 1-99
最大铲齿量 17
螺旋槽导程 200-∞mm
磨轮轴规格与转速
Φ50×200 7437rpm
Φ60×224 4760rpm
横刀架行程 120mm
横刀架快速退回距离 20mm
机床外形尺寸 2600×1300×1936mm
机床净重 3000kg
序号 | 项目 | 技术参数 |
1 | 床身上最大回转直径 | Φ500 mm |
2 | 最大车削长度 | 500 mm |
3 | 最大车削直径 | Φ350 mm |
4 | 床鞍上最大回转直径 | Φ300 mm |
5 | 主轴孔内最大棒料直径 | Φ50 mm |
6 | 主轴头型式 | A2-6 |
7 | 主轴通孔直径 | ≥Φ60 mm |
8 | 卡盘尺寸 | φ210 mm |
9 | 中空液压卡盘 | |
10 | 主轴转速 | 65-2200 r/min |
11 | 主轴电机功率 | 15 kW |
12 | 顶尖锥度 | 莫氏 NO. 5 |
13 | 套筒直径/行程 | Φ90/100 mm |
14 | 倾斜角度 | 45° |
15 | 移动距离 X/Z | 200/500mm |
16 | 快速移动速度X/Z | 12/14 m/min |
17 | 伺服电机扭矩X/Z | 10/12 |
18 | 电源 | 35 kVA |
19 | 刀具装夹尺寸(车削/镗孔) | 25×25/Φ40 mm |
20 | 刀位数 | 8 |
21 | 机床体积 长×宽×高 | ≥2000×1800×1850 mm |
22 | 机床重量 | 4000 kg |
23 | 整体式斜床身,链板式排屑器。 | |
24 | 系统:FANUC 0i mate TD(含各轴驱动电机),FANUC 原装手轮。 | |
25 | 定位精度X/Z:0.013mm/0.016mm 重复定位精度X/Z:0.008mm/0.009mm |
| 主轴转速 |
770/1[74.00]150/1760/2610r/min |
| 最大车削长度 |
1500mm |
| 最大车削直径 |
¢240mm |
| 电机功率 |
2.2KW |
| 外形尺寸 |
2800×790×1140mm |
| 整机净重 |
640kg |
车床技术相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 数控立钻
- 浙江立钻慈善基金会
- 宁夏大河立钻机床有限公司
- 潍坊鑫达台钳制造有限公司
- 镇江宏盛台钳有限公司
- 江苏剑鱼台钳有限公司
- 莱州鸿源台钳制造有限公司
- 料仓
- 真空上料机
- 清洁电线
- 配料仓
- 料仓式上料装置
- 可移动全封闭小料仓
- 缓冲仓
- 广州锦汉金属家具有限公司
- JB/T10459-2004滑片泵
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 中国运用现代集成制造技术改造传统产业的经验和前景
- 中国恩菲工程技术有限公司中国有色工程设计总院
- 有关CAD技术在水利工程设计中的实际应用方法
- 中国国际太阳能光伏建筑一体化技术发展
- 中国电工技术学会电力系统控制与保护专业委员会成立
- 张力式电子围栏周界防范报警系统设计原理及应用现状
- 应用VE进行盐田技术改造
- 中国重汽承担的16个技术创新项目通过省级鉴定验收
- 宜兴抽水蓄能电站地下厂房岩壁梁混凝土温控防裂技术
- 引黄南干二级泵站进水压力钢管内壁防腐施工技术措施
- 云南绿水河二级电站4号水轮机增容技术改造效果分析
- 建筑防水材料及工程技术研讨会
- 云南省建筑专业技术职务任职职称推荐评审表填写范例
- 云计算技术在计算机数据处理中的应用分析与发展对策
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司