船舶钢管化学成分
| 准 |
牌号 |
化学成分(%) |
||||
| C |
Si |
Mn |
P |
S |
||
| GB/T5312 |
320 |
≤0.16 |
≤0.35 |
0.40~0.70 |
≤0.035 |
≤0.035 |
| 360 |
≤0.17 |
≤0.35 |
0.40~0.80 |
≤0.035 |
≤0.035 |
|
| 410 |
≤0.21 |
≤0.35 |
0.40~1.20 |
≤0.035 |
≤0.035 |
|
| 460 |
≤0.22 |
≤0.35 |
0.80~1.40 |
≤0.035 |
≤0.030 |
|
| 490 |
≤0.23 |
≤0.35 |
0.80~1.50 |
≤0.035 |
≤0.030 |
注:残余元素Cr≤0.25%,Mo≤0.10%,Ni≤0.30%,Cu≤0.30%总量≤0.70%
船舶钢管造价信息
| 标准 |
牌号 |
抗拉强度(MPa) |
屈服强度(MPa) |
伸长率(%) |
| GB/T5312 |
320 |
320~410 |
≥195 |
≥25 |
| 360 |
360~480 |
≥215 |
≥24 |
|
| 410 |
410~530 |
≥235 |
≥22 |
|
| 460 |
460~580 |
≥265 |
≥21 |
|
| 490 |
490~610 |
≥285 |
≥21 |
| 钢管种类 |
外径(D) |
钢管壁厚(S) |
||
| 冷拔管 |
钢管外径(mm) |
允许偏差(mm) |
钢管壁厚(mm) |
允许偏差(mm) |
| >30~50 |
±0.3 |
≤30 |
±10% |
|
| >50~219 |
±0.8% |
|||
| 热轧管 |
>219 |
±1.0% |
>20 |
±10% |
船舶钢管化学成分常见问题
-
国标、冶标、日本标准中主要钢号的化学成分见表
-
【HDPE的化学成分】HDPE是一种高分子化合物(是由一类相对分子质量很高的分子而成的化合物),单体(用于聚合的小分子)为乙烯,分子式C2H4。HDPE化学成分中含碳元素约70%,含氢元素约30%。【...
-
1 P92钢的化学成分 根据国外资料介绍,P92钢的化学成分和组织性能具有以下特点: 1.1 SA335-P92钢是在P91钢的基础上添加W元素,适当减少MO元素的含量,开发出来的一种新型钢种。其化...
320、360、410、460、490等
——中国船级社(CCS)
挪威船级社(DNV)规范——挪威船级社(DNV)
英国劳氏船级社(LR)规范——英国劳氏船级社(LR)
德国劳埃德船级社(GL)规范——德国劳埃德船级社(GL)
美国船级社(ABS)规范——美国船级社(ABS)
法国船级社(BV)规范——法国船级社(BV)
意大利船级社(RINA)规范——意大利船级社(RINA)
日本船级社(NK)规范——日本船级社(NK)
GB/T5312——中国国家标准
船舶钢管化学成分文献

 钢管化学成分
钢管化学成分
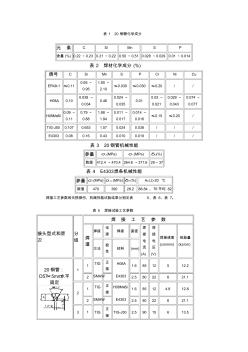
表 1 20 钢管化学成分 元 素 C Si Mn S P 含量 (%) ~ ~ ~ ~ ~ 表 2 焊材化学成分 (%) 牌号 C Si Mn S P Cr Ni Cu ER49-1 ≤ ~ ~ ≤ ≤ ≤ / / H08A ~ ~ ~ ~ ~ H08Mn2Si ~ ~ ~ ~ ~ ≤ ≤ / TIG-J50 / / / E4303 / / / 表 3 20钢管机械性能 参量 σ b(MPa) σ s(MPa) δ 8(%) 数值 ~ ~ 29~37 表 4 E4303焊条机械性能 参量 σ b(MPa) σ(MPa) δ 5(%) AKv(J)-20 ℃ 数值 470 390 、76 平均 82 焊接工艺参数和无损探伤、机械性能试验结果分别见表 5、表 6、表 7。 表 5 焊接试验工艺参数 接头型式和层 次 分 组 焊 接 工 艺 参 数 焊 道 焊接 电 源 焊接 直径 焊 接 电
 20钢管化学成分
20钢管化学成分
表 1 20 钢管化学成分 元 素 C Si Mn S P 含量 (%) 0.22 ~0.23 0.21 ~0.22 0.50 ~0.51 0.028 ~0.029 0.01 ~0.014 表 2 焊材化学成分 (%) 牌号 C Si Mn S P Cr Ni Cu ER49-1 ≤0.11 0.65 ~ 0.95 1.80 ~ 2.10 ≤0.030 ≤0.030 ≤0.20 / / H08A 0.10 0.038 ~ 0.034 0.46 0.024 ~ 0.035 0.01 0.02 ~ 0.021 0.029 ~ 0.043 0.074 ~ 0.077 H08Mn2Si 0.09 ~ 0.11 0.79 ~ 0.88 1.88 ~ 1.94 0.011 ~ 0.017 0.014 ~ 0.016 ≤0.15 ≤0.20 / TIG-J50 0.107 0.653 1.57 0.02
船舶钢管相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 船舶集成制造管理理论与方法
- 船载移动电视天线
- 船闸输水系统设计规范
- 船闸输水阀门
- 舾装码头设计规范
- 良一室内设计(深圳)有限公司
- 良工阀门集团浙江大业法兰有限公司
- 良工高压阀门有限公司
- 良工
- 良庆塑胶制品(深圳)有限公司
- 良木非洲楝
- 良田影像学习仪EA200
- 良田高拍仪S320
- 良田高拍仪S520A3H
- 良田E200商务高拍仪
- 良田HS200(手持式扫描仪)
- 圆钢管通用规格表(20201009124910)
- 圆CFRP-钢管混凝土轴压短柱荷载-变形关系分析
- 中国造船工程学会船舶力学学术委员会
- 引黄南干二级泵站进水压力钢管内壁防腐施工技术措施
- 中国船舶与海洋工程设计院喷水推进工程中心
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 中国钢结构协会钢管分会七届三次会员大会
- 化学成分对3102-H22空调箔机械性能影响
- 化学成分对铝塑复合管用铝合金带材性能影响
- 华南印支期产铀和非产铀花岗岩黑云母矿物化学成分差异
- 公路建设项目船舶溢油事故环境风险评价方法及应用
- 国产高强钢板在宝泉抽水蓄能电站引水高压钢管中应用
- 国产造船软件——船舶与工程机械生产设计系统及其应用
- 国际家居商务港A馆(A9)钢管桁架施工组织设计方案
- 基坑支护工程施工组织设计方案(喷锚、挂网、钢管桩)
- 基于ANSYS圆钢管混凝土轴压短柱极限承载力分析
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司