包装机械生产率
包装机械(packaging machinery productivity)是指在单位生产时间内,以正常状态生产的产品数量。 包装机械完成全部或部分包装过程的机器。包装过程包括成型,充填,封口,裹包等主要包装工序,以及清洗,干燥,杀菌贴标,捆扎,集装,拆卸等前后包装工序转送,选别等其他辅助包装序。
包装机械生产率基本信息
| 中文名 | 包装机械生产率 | 外文名 | packaging machinery productivity |
|---|---|---|---|
| 要求时间 | 单位生产时间内 | 本 质 | 正常状态生产的产品数量 |
| 过 程 | 成型,充填,封口,裹包 | ||
本标准规定了包机械的通用术语及其定义
本标准适用于包装机械的设计,生产,流通,使用及监督检验.
包装机械生产率造价信息
1.包装机械packagingmachinery完成全部或部分包装过程的机器.包装过程包括成型,充填,封口,裹包等主要包装工序,以及清洗,干燥,杀菌贴标,捆扎,集装,拆卸等前后包装工序转送,选别等其他辅助包装序。
2.自动包装机automaticpackagingmachine自动包装机一般分为半自动包装机和全自动包机两种.由人工供给包装材料(容器)和内装物,但能自动完成其他包装工序的机器称为半自动包装机.自动完成主要包装工序和其他辅助包装工序的机器,称为全自动包装机。
3.自动包装线automaticpackagingline由数台自动包装机联接成的连续包装系统.在自动包装线上也可以包括不属于包装机械的其他机器或设备
4.专用包装机specialpurposepackagingmachine专门用于包装某种产品的机器.
5.多用包装机multi-purposepackagingmachine通过更换或调整有关机构,用于包装两种以上不同类型产品的机器.
6.通用包装机universalpackagingmachine在指定范围内适用于包装两种或两种以上不同类型产品的机器
7.包装机械有效运转时间packagingmachineryeffectiveoperationtime包装机械无故障工作时间的总和.
8.包装机械故障时间packagingmachinerystoppagetime包装机械由机器自身引起的故障导致停机或降低生产率的时间总和.
9.包装机械一般运转时间packagingmachinerygeneraloperationtime包装机械有效运转时间和故障时间的总和
10.包装机械生产时间packagingmachineryproductiontime包装机械有效运行时间,装料时间,检验时间和全部故障时间的总和.
11.包装机械转换时间packagingmachinerychangetime包装机械或包装生产线上变换包装容器,包装尺寸,内装物或充填量的时间总和.
12.包装机械调定生产能力packagingmachineryadjustproductionpower包装机械每单位时间内理论上的生产能力.它通过调整工作速度,无故障运行和全部开动时间达到.包装机械的最大调定生产能力必须等于它的额定生产能力.
13.包装机械额定生产能力packagingmachineryratedproductionpower包装机械每单位时间的生产能力.它通过理想的包装容器包装材料,内装物,环境条件及熟练操作人员来达到.
14.包装机械有效生产能力packagingmachineryvalidproductionpower包装机械在一般运转时间内,政党状态下每单位时间生产出来的产品数量.
15.包装机械生产率packagingmachineryproductivity包装机械在单位生产时间内,以正常状态生产的产品数量.
16.包装机械有效系数packagingmachineryeffectivecoefficient有效生产能力与生产能力之比
1.充填机fillingmachine将产品按预定量充填到包装容器内的机器.
2.容积式充填机volumetricfillingmachine将产品按预定容量充填到包装容器内的机器
3.量杯式充填机measuringcupfillingmachine采用定量的量杯量取产品并将其充填到包装容器内的机器
4.可调容量式充填机adjustablevolumefillingmachine采用可随产品容量变化而自动调节容积的量杯量取产品,并将其充填到包装容器内的机器.
5.气流式充真机streamtypefillingmachine利用真空吸粉原理量取定量容积的产品,并采用净化压缩空气将产品充填到包装容器内的机器.
6.柱塞式充填机pistontypefillingmachine采用可调节柱塞行程而改变产品容量的柱塞筒量取产品,并将其充填到包装容器内的机器.按包装容器的送形式分为直线型和旋转型两种。
7.螺杆式充填机augertypefillingmachine通过控制螺杆旋转的转数或时间量取产品,并将其充填到包装容器内的机器.按包装容器的传送形式分为直线型和旋转型两种
8.计量泵式充填机dosingpumptypefillingmachine利用计量泵中齿轮的一定转数量取产品,并将其充填到包装容器内的机器.
9.插管式充填机insertionpipetypefillingmachine将内径较小的插管插入储粉斗中,利用粉末之间的附着力上粉,到卸粉工位由顶杆将插管中的粉末充填到包装容器内的机器.
10.推入式充填机pushtypefillingmachine用外力将产品推入包装容器内的机器.
11.拾放式充填机pick-offfillingmachine将产品拾起并从包装容器开口处上方放入容器内的机器.可用机械手,真空吸力,电磁吸力等方法拾放产品.
12.重力式充填机gravityfillingmachine靠产品自身重力落入或流入包装容器内的机器
13.定时充填机timedfillingmachine通过控制产品流动的时间或调节进料管流量而量取产品,并将其充填到包装容器内的机器
14.称重式充填机gravimetricfillingmachine将产品按数目充填到包装容器内的机器
15.计数充填机countingfillingmachine将产品按预定数目充填到包装容器内的机器.
16.单件计数充填机countingfillingmachinewithmultipleregister采用机械,光学,电感应,电子扫描方法或其他辅助方法逐件计算产品件数,并将其充填到包装容器内的机械
17.多件计数充填机countingfillingmachinewithunitregister利用辅助量,如长度,面积等进行比较以确定产品件数,并将其填到包装容器内的机器
18.转盘计数充填机roundtablecountingfillingmachine利用转盘上的计数板对产品进行计数,并将其充填到包装容器内的机器
19.履带式计数充填机stripcountingfillingmachine利用履带上的计数板对产品进行计数,并将其充填到包装容器内的机器.
包装机械生产率常见问题
-
随着中国食品工业,包装工业和农业的迅猛发展,广东创兆宝包装食品机械行业取得了长足的发展,产品种类日益增多,使包装食品机械行业成为直接为人们的进步服务的新兴产业。生活质量,包装工业和食品工业以及农副产品...
-
包装机械的种类很多的,有真空包装机系列,热收缩包机系列,自动捆扎机系列,封口机系列,折纸机系列,纸箱自动包装生产线系列,纸箱成型机系列,自动装箱机系列,自动封箱机系列,自动缠绕包装机系列,自动码垛机器...
1.灌装机fillingmachine将液体按预定量灌注到包装容器内的机器
2.负压灌装机lowvacuumfillingmachine先对包装容器抽气形成负压,然后将液体充填到包装容器内的机器.
3.常压灌装机atmosphericalpressurefillingmachine在常压下将液体充填到包装容器内的机器
4.等压灌装机isobarfillingmachine先向包装容器充气,使其内部气体压力和储液缸内的气体压力相等,然后将液体充填到包装容器内的机器
5.定量灌装机dosingfillingmachine通过控制充填到包装容器内的液体容积进行计量和灌装的机器
6.料位灌装机levelfillingmachine通过控制充填到包装容器内的液体液面高度进行计量和灌装的机器
1.封口机sealingmachine,closingmachine在包装容器内盛装产品后,对容器进行封口的机器.
2.热压封口机heatsealingmachine用热封合的方法封闭包装容器的机器
3.脉冲封口机impulsesealer,impulsesealingmachine通过电脉冲元件的瞬时加热以封闭包装容器的机器
4.超声波封口机closingultrasonicmachine利用超声波聚能器作用在包装容器封口部位,,以封闭包装容器的机器
5.熔焊封口机fusionweldsealingmachine通过加热使包装容器封口处熔融封闭的机器
6.压纹封口机embossingclosingmachine利用滚轮在包装容器封口处滚出螺纹或压痕以封闭包装容器的机器
7.折叠式封口机foldclosingmachine在包装容器封口处,进行一次或多次折叠以封闭包装容器的机器
8.插合式封口机tucking-inclosingmachine通过插入或翻转包装容器上的规定部分以封闭包装容器的机器
9.滚压封口机roll-oncappingmachine通过滚压使金属盖变形以封闭包装容器的机器
10.卷边封口机doubleseamingmachine用滚轮将金属盖与包装容器开口处互相卷曲勾合以封闭包装容器的机器。
11.压力封口机pressureclosingmachine通过在封口器材的垂直方向上施加预定的压力以封闭包器装容器的机器
12.旋合封口机screw-closureclosingmachine通过旋转封口器材以封闭包装容器的机器
13.缝合机sewingmachine使用缝线缝合包装容器的机器
14.钉合机nailingmachine,stitchingmachine使用金属钉封闭包装容器的机器.
15.胶带封口机adhesivetapesealingmachine使用胶带封闭包装容器的机器.
16.粘结封口机adhesivesealingmachine使用粘合剂封闭包装容器的机器.
17.结扎封口机bindingsealingmachine使用线,绳等结扎材料封闭包装容器的机器.
1.裹包机wrappingmachine用挠性包装材料全部或局部裹包产品的机器
2.半裹式裹包机partwrappingmachine用挠性包装材料裹包产品局部表面的机器
3.全裹式裹包机fullwrappingmachine用挠性包装材料裹包产品的所有表面的机器.
4.折叠式裹包机foldwrappingmachine用挠性包装材料裹包产品,将末端伸出的裹包材料折叠封闭的机器
5.扭结式裹包机twistwrappingmachine用挠性包装材料裹包产品,将末端伸出的裹包材料扭结封闭的机器
6.接缝式裹包机seamwrappingmachine用挠性包装材料裹包产品,将末端伸出的裹包材料热压封闭的机器
7.覆盖式裹包机coverwrappingmachine用两张挠性包装材料覆盖在产品的两个相对面上,借热封或粘合封口以裹包产品的机器
8.缠绕式裹包机spiralwrappingmachine,convolutewrappingmachine用成卷挠性包装材料多圈缠绕产品的机器
9.拉伸包装机stretchwrappingmachine使用拉伸薄膜在一定张力下裹包产品的机器.常用于把集积在托盘上或浅盘上的产品连同托盘或浅盘一起裹包
10.贴体包装机skinpackagingmachine将产品置于底板上,使覆盖产塑料薄片(膜)在加热和抽真空作用下紧贴产品,并与底板封合的机器
11.收缩包装机shrinkpackagingmachine将产品用热收缩薄膜裹包后再进行加热,使薄膜收缩后裹产品的机器.按机器类型分为烘道式收缩机,烘箱式收缩机,框式收缩机,枪式收缩机
1.多功能包装机multi-functionpackagingmachine在一台整机上可以完成两个或两个以上包装工序的机器
2.充填-封口机fillingandsealingmachine将产品装入包装容器,并完成封口工序的机器
3.真空包装机vacuumpackagingmachine将产品装入包装容器后,抽去容器内部的空气,达到一定的真空度,并完成封口工序的机器
4.充气包装gasflushingpackagingmachine将产品装入包装容器后,用氮,二氧化碳等气体置换容器中的空气并完成封口工序的机器
5.成型-充填-封口机forming,fillingandsealingmachine;form-fill-sealmachine完成包装容器的成型后,将产品装入包装容器并完成封口工序的机器
6.箱(盒)成型-充填-封口机case(box)forming,fillingandsealingmachine将片状包装材料经折叠形成箱(盒),然后进行充填和封口的机器.
7.袋子成型-充填-封口机bagforming,fillingandsealingmachine将挠性包装材料形成袋,然后进行充填和封口的机器.
8.冲压成型-充填-封口机deep-drawing,fillingandsealingmachine将片状包装材料进行深冲,形成包装容器,然后进行充填和封口的机器
9.热成型-充填-封口机thermo-forming,fillingandsealingmachine在加热条件下对热塑性片状包装材料进行深冲形成包装容器然后进行充填和封口的机器.
10.泡罩包装机blisterpackagingmachine以透明塑料薄膜或薄片形成泡罩,用热封合,粘合等方法将产品封合在泡罩与底板之间的机器.
11.熔融成型-充填-封品机meltingforming,fillingandsealingmachine由粒状材料或其他坯料熔融形成包装容器然后时行充填和封口的机器.
12.开箱(盒)-充填-封品机fibreboardcase(box)erecting,fillingandsealingmachine将压的纸箱(盒)竖起打开形成箱(盒),然后进行充填和封口的机器.
13.开袋-充填-封口机sackopening,fillingandsealingmachine将袋子竖起并打开袋口,然后进行充填和封口的机器.
14.开瓶-充填-封口机bottleopening,fillingmachine将洁净的玻璃容器的盖子打开,然后进行充填坟和封口的机器
15.衬袋箱(盒)定型-充填-封口机inner-bagfibreboardcase(box)erecting,forming,fillingandsealingmachine将有衬袋的纸箱(盒)竖起定型,然后进行充填(可在衬袋装箱前或装箱后)和封口的机器
1.贴标签机labelingmachine采用粘合剂将标签贴在包装件或产品上的机器.
2.直线式贴标机straightlinelabelingmachine通过加标机构将标签贴在作直线运动的包装件或产品上的机器.
3.回转式贴标机rotarylabelingmachine通过加标机构将标签贴在作回转运动的包装件或产品上的机器
4.不干胶标签机non-dryinglabelingmachine通过加标机构将不干胶标签贴在包装件或产品上的机器
5.收缩标签机shrinklabelingmachine用热收缩或弹性收缩的方法将筒状标签套在包装件或产品上的机器
6.订标签机taglabelingmachine用钉,针,线等材料将标签固定在包装件或产品上的机器
7.挂标签机tie-onlabelingmachine用钉,针,线,带等材料将标签或吊牌悬挂在包装件或产品上的机器
1.清洗机cleaningmachine对包装容器,包装材料,包装辅助物及包装件进行清洗以达到预期清洁度的机器.
2.干式清洗dry-cleaningmachine使用气体清洗剂,以压力或抽吸方法清除不良物质的机器.
3.湿式清洗机wet-cleaningmachine使用液体清洗剂,蒸汽清除不良物质的机器
4.机械式清洗机mechanicalcleaningmachine借助工具擦刷以清除不良物质的机器
5.电解清洗机electrolyticcleaningmachine通过电解分离清除不良物质的机器.
6.电离清洗机ionizationcleaningmachine通过电离清除不良物质的机器.
7.超声波清洗机ultrasoniccleaningmachine通过超声波产生的机械振荡清除不良物质的机器.
1.干燥机dryingmachine对包装容器包装材料,包装辅助物以及包装件上的水分进行去除以达到顾期干燥程度的机器
2.热式干燥机heatdryingmachine通过热交换去除水分的机器
3.机械干燥机mechanicaldryingmachine通过离心,甩干等方法去除水分的机器
4.化学干燥机chemicaldryingmachine通过去除水分的机器.
5.真空干燥机vacuumdryingmachine通过抽去包装容器内部空气达到预定真空度的方法去除水分的机器。
1.杀菌机sterilizationmachine对产品,包装容器包装材料,包装辅助物以及包装件等上的微生物时行杀灭,使其降低到允许范围内的机器
2.热杀菌机heatsterilizationmachine通过加热进行杀菌消毒的机器.
3.超声波杀菌机ultrasonicsterilizationmachine通过超声波的直接作用进行杀菌消毒的机器
4.电离杀菌机ionizationsterilizationmachine通过原子辐射或电磁波的作用时行杀菌消毒的机器
5.化学杀菌机chemicalsterilizationmachine通过施加灭菌剂进行杀菌消毒的机器
6.杀菌-干燥机sterilizationanddryingmachine对产品包装容器包装材料,包装辅助器材以及包装件进行杀菌并去除其水分使其达到预期干燥程度的机器.
1.捆扎机strappingmachine使用捆扎带缠绕产品或包装件,然后收紧并将两端通过热效应熔融或使用包扣等材料连接的机器
2.机械式捆扎机mechanicalstrappingmachine采用机械传动进行捆扎的机器.
3.液压式捆扎机hydraulicstrappingmachine采用液压传动进行捆扎的机器
4.气动式捆扎机pneumaticstrappingmachine采用空气压力传动进行捆扎的机器
5.捆结机tyingmachine使用线,绳等结扎材料,使之在一定张力下缠绕产品或包装件一圈或多圈,并将两端打结连接的机器.
6.压缩打包机balingpress,baler将泡松产品压缩打包,成为有规则形状包装件的机器
7.集装机(单元包装机)machinefortheassemblyofunitload将若干个包装件或产品包装在一起,形成一个合适的搬运单元的机器.按集装方式分为托盘集装机,无托盘集装机
8.集装件拆卸机(单元包装拆卸机)machinesfortheunloadingofunitload将集合包装件拆开,卸下,分离等的机器.
9.推码机stackingmachine将预定数量的包装件或产品按一定规则进行堆积的机器.
1.辅助包装设备auxiliarypackagingequipment对包装材料,包装容器,包装辅助物或包装件执行非主要包装工序的有关功能的机器
2.隔自动插入装置automaticpartition将具有缓冲作用并使产品按一定间隔放置的(纸)隔板放入包装容器内的机器.
3.涂胶器glueapplicator在包装容器封口处涂敷粘合剂的装置.
4.打印装置marker在包装件,包装容器,标签等上打印滚印字码或标记的装置.
5.充气装置gas-flushingdevice将二氧化碳,氮气等气体充入已盛装产品的容器内,以置换容器内部空气的装置
6.抽真空装置evacuatingdevice抽去包装件内部空气以达到预定真空度的装置
7.开箱(盒)机case(box)erectingmachine将压扁的纸箱(盒)打开以形成预定包装形状的机器.
8.整理机unscrambler整理和排列被包装产品,包装容器,包装件和包装辅助材料等的机器.
9.位置变换装置positionchangingdevice对包装件或包装容器进行转动,翻转,回转及进行组合,分离的装置
10.输送机conveyer将被包装产品,包装容器或包装件自动地从一道包装工序送到另一道工序所有物机器.输送机一般分为立式和卧式两种
11.重量选装置机checkingdevice检查正在包装或已经包装好的产品的重量,将超出重量允许误差的产品剔除的机器.
12.图案定位装置registerequipment周期性地将印刷有文字及图案的包装材料提供给包装机械,并使每一被包装产品正好对正文字或图案的自动定位装置.
13.发泡设备foamingmachine用于产品包装时在容器与衬有薄膜的内装物之间的空隙处注入能产生塑料泡沫的原料,并通过化学反应形成紧包内装物的泡沫体缓冲材料的机器.
14.资料供给装置leafletfeeder可自动地将推码的说明书一张一张取出并进行折叠,然后和产品一起放入包装容器内的装置
15.定向调整台directionaladjusttable包装容器或包装件在输送过程中有规则转向的装置.
16.分配台distributetable有规则地将包装产品,包装容器包装件或包装辅助材料按不同包装工序要求进行提升,下降或相互并列分配于多条供料导路上的装置.
17.横向推进器crosswisedriverpropeller垂直于物料并使其进行位移的装置.
18.输送带conveyerbelt将各个包装工序或数台包装机器连接起来,并输送被包装产品,包装容器包装件或包装辅助材料的运送装置.
19.回转台rotarytable物件在输送中进行旋转的装置.
20.换向台turningmachine物件在输送中变换运动方向的装置
21.集合台.Assembletable方向确定的物件成行积聚和(或)分层组合的装置
包装机械生产率文献

 包装机械种类
包装机械种类
中国机械设备网 www.kdnn.net 旗下导航 dh.kdnn.net 整理 1、DCF-300 四边封粉末自动包装机 2、SYH66 巴士杀菌机 3、FJJ6060自动角边封箱机 中国机械设备网 www.kdnn.net 旗下导航 dh.kdnn.net 整理 4、ZD-558EB 造纸车间干燥机 5、RG6T 液体自动灌装机 6、DBA 200 捆扎机 7、MH-FG-1000A 自动薄膜裹包机 中国机械设备网 www.kdnn.net 旗下导航 dh.kdnn.net 整理 8、XH-620 双面侧贴自动贴标机 9、CDF-1 封口机 10、半自动颗粒充填机 /CK-1000 中国机械设备网 www.kdnn.net 旗下导航 dh.kdnn.net 整理 11、 全自动粉剂包装机 FY-60 12、
 包装机械生产工艺流程图及说明
包装机械生产工艺流程图及说明
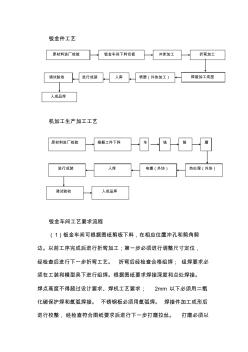
钣金件工艺 机加工生产加工工艺 钣金车间工艺要求流程 (1)钣金车间可根据图纸剪板下料,在相应位置冲孔和剪角剪 边。以前工序完成后进行折弯加工;第一步必须进行调整尺寸定位, 经检查后进行下一步折弯工艺。 折弯后经检查合格组焊; 组焊要求必 须在工装和模型具下进行组焊。根据图纸要求焊接深度和点处焊接。 焊点高度不得超过设计要求、焊机工艺要求; 2mm 以下必须用二氧 化碳保护焊和氩弧焊接。 不锈钢板必须用氩弧焊。 焊接件加工成形后 进行校整,经检查符合图纸要求后进行下一步打磨拉丝。 打磨必须以 原材料进厂检验 钣金车间下料切板 喷塑(外协加工) 折弯加工 焊接加工成型 冲床加工 入库进行成装调试验收 入成品库 原材料进厂检验 根据工件下料 车 热处理(外协) 刨 磨铣 进行成装 电镀(外协)入库 入成品库调试验收 量角样板进行打磨, 不得有凸出和凹缺。 拉丝面光吉度必须按图纸要 求进行。 (
由于所考察的生产要素或测定方法的不同,生产率可分为若干不同的种类。
1.按生产要素的种类分类
单独考察某一种生产要素,用其投入量作为生产率公式的分母,所得到的生产率称为该要素生产率。举例如下:
(1)劳动生产率:用劳动消耗量作为总投入计算的生产率,如多少元/(人·年),多少台/(人·年);
(2)资本生产率:用折旧费或者固定资产面值作为总投入计算的生产率;
(3)原材料生产率:以投入原材料量作为总投入计算的生产率,如多少元/吨(钢材);
(4)能源生产率:以投入能源量作为总投人计算的生产率,如多少元/度(电)。
2.按生产要素的数量分类
根据所考察的生产要素数量多少,生产率可分为以下几种。
(1)单要素生产率:只考虑一种资源投入所计算出的生产率,即产出量与这种资源投入量之比。可以看出,前面所述的劳动生产率、资本生产率、原材料生产率和能源生产率均属于单要素生产率。
(2)多要素生产率:考虑多种资源投入所计算出的生产率,即产出量与多种资源投入量之比。
(3)总生产率或全要素生产率:考虑全部资源投入所计算出的生产率,即产出量与全部资源投入量之比。
3.按测定方式分类
在进行生产率测定时,我们不仅要测定现期生产率水平,而且将现期生产率同历史上最好水平或某一特定时期生产率水平进行比较,以考察生产率是否提高,变动趋势如何。于是,又将生产率分为静态生产率和动态生产率指数。
(1)静态生产率:某一给定时期产出量与投入量之比,也就是一个测定时期的生产率绝对水平。
(2)动态生产率:一个时期(测定期)的静态生产率与以前某个时期(基准期)静态生产率的比值即称为动态生产率指数。动态生产率反映了不同时期生产率的变化。指数大于1,表示与基准期相比,现期生产率提高了;指数小于1,表示与基准期相比,现期生产率降低了。
生产率分析包括劳动生产率分析,设备生产率分析和原材料(及能源)生产率分析三个主要方面,而以劳动生产率分析最为重要。因为劳动力是生产过程中最积极的因素; 创造净产值依靠人的活劳动。但生产三要素变动对生产成果的影响,是综合地起作用的,三者互为条件不可分割。为了使它们之间得到最优结合,提高经济效果,需要及时对它们之间的比例变动,进行分析控制,协调平衡。变动中的三要素总有一个处于薄弱环节,而企业生产成果的大小,是由要素中最薄弱的一环决定 的。劳动生产率分析,即对一定时期内总产值或净产值与职工平均人数之比率的变化情况和原因及其影响程度进行分析,能够揭示职工素质(业务熟练程度,技术水平,劳动态度) ,劳动组织合理程度等主要因素对生产成果的影响程度,有利于采取针对性措施,提高劳动效率。分析方法,通常按全员、生产工人、基本生产工人三者分别采用对比分析法和因素分析方法。设备生产率分析,要研究生产设备的利用情况,设备综合利用情况,设备时间利用和能力作用,以及生产设备增产潜力,并进行综合分析。原材料(及能源)生产率分析包括材料供应和消耗的分析; 材料消耗定额完成情况的分析;材料综合利用的分析; 能源利用效果的分 析。2100433B
生产率在当代经济学中是一个很重要的概念。著名管理学家德鲁克(Peter F.Drucker)指出:“生产率是一切经济价值的源泉。”所以,它成为一切社会经济组织,一个企业、一种行业、一个地区乃至一个国家,最为关心和追求的指标之一。从一个国家或地区的宏观经济增长角度考察,生产率和资本、劳动等生产要素都贡献于经济的增长;从效率角度考察,生产率等同于一定时间内国民经济总产出与各种资源要素总量投入的比值,它反映资源配置状况、生产手段的技术水平、劳动力的素质、生产对象的变化、生产组织的管理水平、劳动者对生产经营活动的积极性以及经济制度与各种社会因素对生产活动的影响程度。从本质上讲,生产率反映的是一个国家(地区)为了摆脱贫困和发展经济,在一定时期里表现出来的能力或努力的程度,是技术进步对经济发展作用的综合反映。从广义上讲,一个国家生产率(即国家总产出与总投入之比)的高低涉及整个社会经济生活,取决于生产力水平(包括科学技术、人力资源、物质和经济基础)、各产业的比例和配合等,是综合国力和经济发达程度的重要标志,它决定着国家的强弱、财富的消长和社会发展的速度,是一个极为重要的经济概念和经济指标。研究生产率与经济增长之间的关系具有十分重要的理论及现实意义。其重要性表现在以下几个方面。
(1)生产率提高的速度决定国家经济发展速度
生产率提高表示在同样的时问内,用同样的人力、物力和资产可以创造出更多的产品或服务,获取更多的经济财富和社会效益。所谓经济增长的速度,即人均国民生产总值的增长速度。
根据索洛的余值方程:产出的增长速度=劳动力投入的增长速度×劳动力投入的弹性 资金投入的增长速度×资金投入的产出弹性 生产率的增长速度由这个公式我们可以知道,经济增长速度取决于两种方式:一是依靠增加投资,购置新机器,增加人力,进行外延扩大再生产;二是依靠技术进步,改善生产系统,内涵挖潜,更有效地利用现有资源,取得尽可能多的产出,即提高生产率。前者固然可以增加生产,有时也是必要的途径,但要受到人力、物力、财力的限制;后者建立在提高生产技术和管理水平基础上,花费投资少,节省资源,能充分发挥投资效果来实现经济增长。随着当前世界资源的日益缺乏,依靠增加劳动力和资本的外延扩大再生产已经显得愈来愈困难,同时只依靠外延的扩大再生产而不注意发挥投入资源的效益,会给一个国家的财政造成极大的债相,同时带来其他许多问题,如通货膨胀、贸易赤字等。因此,西方发达国家非常重视提高本国的生产率,最近几十年来,西方发达国家的经济学家通过对本国经济增长速度测定的结果表明:在经济增长的速度中,生产率增长速度的贡献愈来愈大,早已超过劳动力和资本投入的贡献,在国民经济增长速度中起着决定性的作用。
(2)提高生产率是增加工资和改善人民生活的基本条件
我们只能享有我们生产的东西。不管工资和物价怎样变动,如果没有生产出更多的东西,即使工资不断提高,也会造成物价上涨,不仅改善不了人民的生活水平,反而可能造成通货膨胀。美国经济学家托宾提出这样的公式:假定其他条件不变,物价上涨率等于名义工资增长率与生产率增长率之间的差额,它表明了生产率的变化和人民生活水平的变化及通货膨胀率的关系。当货币发行量超过了商品流通所需的货币量时,就叫通货膨胀,即货币贬值。在这种情况下,如果生产率不变,提高人民的工资水平,由于不能生产出更多的商品,必然推动单位商品的价格上涨,而物价增长又推动工资上涨,形成工资和物价的螺旋助长。然而,生产率每提高一次都会对物价起到较大的抑制作用,这是因为生产率增长可以降低单位商品的价值量,从而直接抵消工资上涨的副作用,使得由工资增长引起的物价上涨得到缓解。因此,在下一次生产率提高时,物价上涨就比较缓和。只要生产率的提高率大于工资增长率,就会形成良性循环,使通货膨胀得到缓解。
在物价不变的情况下,生产率的提高必然会造成人民工资收入的提高。如果人民工资收入不变,由于生产的商品增加,单位商品价值量下降。这两个方向的变动都表明人民实际生活水平得到提高。此外,即使资源价格上涨,由于在生产中对能源、材料和资金能更有效地利用,生产出更多的商品,企业也不会提高单位商品的价格,更不会把资源涨价的损失转嫁于消费者。
总之,人民生活水平的提高直接依赖于生产率的提高。因为生产水准可以用人均物质商品和服务消费量来表达,而这和生产率的表达式是一致的。只是前者是消费者,而后者是创造者。此外,缩短工作时间、增加职工福利等也都依赖于生产率的提高。
(3)提高生产率可以增强国际市场竞争力,保持国际贸易平衡
在国际市场上,当产品的品种、质量、性能等相当时,市场竞争中的价格竞争力将起重要作用,交货期(这是非价格竞争力的一个重要因素)也很关键。所以,生产率高的产品就具有更大优势,因为它所消耗的资源少、成本低,可以获得较强的价格竞争力和速度竞争力。
(4)生产率提高对就业和社会发展起促进作用
有些人误认为,生产率提高会影响就业,尤其是我国人口众多,生产率提高有可能使原来几个人做的工作,现在由一个人就可以完成,由此担心造成劳力过剩,引起失业。其实,这种担心是没有必要的,因为生产率提高不仅不会影响就业,反而会促进社会结构变化,带来新的就业机会。
第一,职工队伍的稳定和素质提高是保证企业生存和发展的关键因素。生产率高、经济效益好的企业,一方面积极发展新品种或开辟新产业,以便进一步扩大生产,求得发展,这就需要保持或者增加职工;另一方面,通过增加工资和福利,缩短工作时间,改善劳动条件,开展技术培训和进修,提高职工素质,使职工的工资和工作有保障,人心稳定,对企业充满信心,从而激发出更大的积极性、创造性,推动生产率进一步提高,如此形成良性循环。相反,那些生产率低下的企业,由于效益差而失去市场,生产下降而不得不裁减人员。美国历史上就有这样的例子,生产率上升速度高于全国平均值的工业部门,就业人数增长百分比也高于全国平均数。日本和西欧也有许多生产率增长而失业率低的例子。
第二,从整个社会来看,由于生产率提高,经济发展,国民收入增长,生活水平和质量普遍提高,从而对商品和服务的需求量增加。这不仅为生产率高的企业提供了更大的市场,使其有扩大生产的余地而不致裁减人员,而且,工农业生产率的不断提高,促进了社会结构变化,新产业的形成和扩大创造了新的就业机会。现代工业社会的一个显著特点是,从事工农业的人口逐渐减少,而服务行业越来越大。
(5)生产率与质量是同步发展的关系
质量与生产率常常被误认为是相互对立的。一些人以为,降低成本,提高生产率,就会影响产品质量;要保证质量,就不能提高生产率。其主要理由是生产高质量的产品要花费更多的工时和成本。实际上,根据工业工程的观点,两者是统一的,而不是对立的,它们通常是相互促进、同步发展的。我们可以从下述几方面来理解这种关系。
从实质上讲,工业工程的目标本身就含有降低成本和提高质量以及提高工作效率等。例如,生产率定义中的产出必须是具有特定质量水平的产品或服务。换句话说,没有一定水平的质量,也就谈不上提高生产率。
实践表明,技术进步在提高生产率的同时,直接促进了质量水平的提高。应用工业工程提高生产率就是通过采用更先进的技术装备和工艺技术,采用现代化管理方法和手段。这样做,实际上不单纯是提高了效率,而且也提高了产品精度、可靠性等质量指标。因为当高度机械化操作时,可以避免导致质量不高和不稳定的因素。另外,标准化、系列化、通用化和专业化也有助于促进大批量生产,提高生产率,并保证质量均匀一致。
同时,产品质量和寿命是影响社会总生产率的重要因素。一般只讲工业部门或企业的生产率,即只考虑生产产品所消耗的工时和其他资源,这是不够的。从社会整体来看,还应追求社会总生产率提高r即提高社会物质资源的利用率。因此,如果某种产品质量好,使用寿命增加一倍,对于社会来讲,就等于生产率提高了一倍。 2100433B
包装机械生产率相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 包装材料、容器与选用
- 包装材料性能检测及选用
- 包装物
- 包装玻璃容器公差
- 包装用矿物干燥剂
- 包装自动化应用
- 包装设备应用技术
- 包装设计教程
- 包装设计研究
- 包装设计项目教学
- 包装设计(全彩)
- 包装货物
- 包装防伪通用技术要求
- 包覆层
- 包覆胶工艺
- 包覆钴粉
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中国国际城市市政工程机械建筑机械及施工车辆展览会
- 中国农业机械学会
- 在线期刊——制冷空调与电力机械竞争的新着力点
- 中国林业机械协会关于向社会推荐木工机械产品的通知
- 以项目为导向实施机械测量技术课程教学改革
- 中国农业机械流通协会第三次会员代表大会
- 中国机械工程学会铸造学会
- 中国工程机械工业协会工业车辆分会理事会
- 深圳市领创精密机械有限公司
- 以项目为载体的机械设计基础课程探索与实践教学设计
- 中国安装协会机械设备与起重分会举行起重技术研讨
- 优质国标6061铝合金硬度6061铝合金机械性能
- 记合肥振宇工程机械有限责任公司
- 中国加工玻璃(含原片玻璃生产)机械装备的市场发展
- 在中国机械工业联合会四届三次会员大会上的总结讲话
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司