闭式单点压力机技术参数
目名称 | 单位 | J23-40B | J23-100B | JA21-160 | JA11-250 | J11-315 |
公称力 | 千牛 | 400 | 1000 | 1600 | 2500 | 3150 |
公称力行程 | 毫米 | 4 | 10 | 12 | 8 | 10 |
滑块行程 | 毫米 | 76.2 | 16-140 | 160 | 120 | 160 |
行程次数 | 次/分 | 100 | 45 | 40 | 40 | 30 |
最大封闭高度 | 毫米 | 270 | 400 | 450 | 450 | 500 |
封闭高度调节量 | 毫米 | 60 | 100 | 130 | 80 | 110 |
闭式单点压力机造价信息
闭式单点压力机可完成冲裁、成形、弯曲、浅拉伸、校正等冷冲压工序,也可以进行锻压件热切边工序,是压制各种大、中型薄板成形工件不可少的设备之一。
闭式单点压力机广泛应用于汽车、农业机械、电机、家用电器、轻工、仪器仪表、航空、兵器等工业制造部门。
闭式单点压力机采用刚性联锁的气动离合器-- 制动器系统,该系统动作平稳、噪音底,安全可靠,使用寿命长;通过集中按钮站可实现单次、寸动及连续行程。随机备有气垫装,用于制件压边和顶出制件。
闭式单点压力机技术参数常见问题
-
具体如下:Y表示压力Z表示真空或阻尼B表示防爆或标准J表示精密或矩形A表示氨表X表示信号或电接点XC表示磁助电接点P表示膜片E表示膜盒F表示防腐N表示耐震T表示弹簧管B表示不锈钢主要技术参数:技术参数...
-
具体如下:Y表示压力Z表示真空或阻尼B表示防爆或标准J表示精密或矩形A表示氨表X表示信号或电接点XC表示磁助电接点P表示膜片E表示膜盒F表示防腐N表示耐震T表示弹簧管B表示不锈钢主要技术参数:技术参数...
-
闭式单点单动压力机和闭式双点压力机有什么区别?四点又有什么区别?
所谓闭式压力机是指工件只能一个方向通过即前后。因此他必然是一种框架式压力机,单点是指曲柄连杆机构的单曲拐。也就是说只有一个球头作用在滑块上,同理双点就是双曲拐,四点就是四曲拐。无论是曲柄连杆机构或是偏...
闭式单点压力机技术参数文献

 开式单点压力机回转式上下料机械手的设计
开式单点压力机回转式上下料机械手的设计
根据冲压轴承的开式单点压力机的结构特点,设计了回转式自动上下料机械手,该机械手主要由加持机械手、气动元器件和电子控制装置等组成,其结构简单、操作方便、控制灵活,能大大减轻了工人的劳动强度,改善劳动条件,提高上下料的效率和稳定性,降低生产成本,市场前景广阔,值得应用价值。
 压力表技术参数 (2)
压力表技术参数 (2)
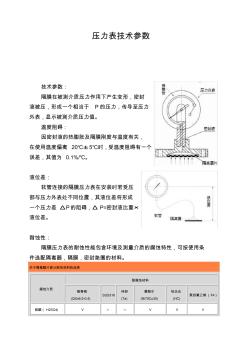
压力表技术参数 技术参数: 隔膜在被测介质压力作用下产生变形,密封 液被压,形成一个相当于 P的压力,传导至压力 外表,显示被测介质压力值。 温度阻碍 : 因密封液的热膨胀及隔膜刚度与温度有关, 在使用温度偏离 20℃±5℃时,受温度阻碍有一个 误差,其值为 0.1%/℃。 液位差: 软管连接的隔膜压力表在安装时若受压 部与压力外表处不同位置,其液位差将形成 一个压力差 ΔP的阻碍,Δ P=密封液比重× 液位差。 耐蚀性: 隔膜压力表的耐蚀性能包含环境及测量介质的腐蚀特性,可按使用条 件选配隔离器,隔膜,密封垫圈的材料。 关于隔离膜片部分耐蚀材料的选择 腐蚀介质 耐腐蚀材料 锡青铜 (QSn6.5-0.4) SUS316 纯钽 (Ta) 蒙耐尔 (Ni70Cu30) 哈氏合 (HC) 聚四氟乙烯(F4) 硫酸( H2SO4) V △ ○ V V V 硝酸( HNO3) ╳ V
公司专业致力于铁路车辆用锻钢钢件、冲压件等部件的生产和加工,以锻造、冲压、机械加工为主的机械制造企业、铁道车辆配件生产企业,生产铁路、车辆、船舶、柴油机、电力、石油、化工、工程机械等配件多个品种、规格。拥有2台大型摩擦压力机,一台锻造力达8000吨级,另一台锻造力达2500吨,还有2000吨四柱压力机,800吨闭式单点压力机,400吨闭式单点压力机等,同时有数控加工中心、中频加热炉、四柱液压机、1吨空气自由锻锤、二氧化碳气体保护焊机、热处理台车式电炉、抛丸机、加工中心以及车、铣、磨等通用设备;拥有万能试验机、冲击试验机、光谱分析仪、硬度计、磁粉探伤机、超声波探伤机等检测测试验设备,具有雄厚的锻造、冲压、机械加工能力,并应用CAD/CAM计算机辅助设计制造技术和数控加工中心开发产品,设计制作模具、产品。公司坚持以人为本,广纳贤才,现拥有专家与高级工程师6人,高级技术人员8名,高级管理人员5名。
企业生产的产品有系列大型热锻液压机、数控全液压模锻锤、电液锤整机、电液锤动力头、空气锤、锻造操作机、闭式单点压力机、铆接机、金属屑压块机、金属打包机、棒料精密剪断机等十三个系列,五十六个规格产品,其中空气锤、铆接机曾分获“国优”和“省优”称号。
封面
焦作市制动器厂志
图片
厂区鸟瞰图
厂大门
厂区大道
产品组装
YWZ系列制动器
YWZ-300/45制动器
YWZ-300/45防爆型制动器
1.YWZ-400/45制动器
2.YWZ-200/25制动器
喷漆待装
汽车队
液压支架阀类产品
“704”军工产品
生产车间
生产车间
生产车间
生产车间
1.J31-400闭式单点压力机
2.T4240双柱座标镗床
1.自制四工位立式组合机床
2.Z525×4排钻
1.XK-1数字程序控制线切割机
2.MQ1350A外园磨床
GP-60-3高频感应加热设备
GG-1A高压开关柜
1.精心设计
2.严格把关
计量室一角
化验室一角
微型电机嵌线
微型电机试验台
1984年6月我厂与西德EMG公司在北京进行技术引进谈判
1984年6月西德EMG公司常务董事海奈恩博士(右三)来我厂考察制动器技术引进事宜。厂长赵建功(左四)党总支书记杨春成(左三)党总支副书记周其生(左二)
1985年5月我厂合同执行小组与西德EMG公司总经理等在该公司合影。
1985年12月我厂职工在西德EMG公司培训结束时签名留念。
企业荣誉
产品广告
附图
1964年建厂初期的地貌
1964年建厂初期西部大沟地貌
我厂产品配北京建筑工程机械厂生产的出国产品塔吊在首都使用现场
我厂产品配长治锻压机床厂生产的出国产品三棍卷板机
我厂产品配焦作市矿山机械厂生产的JT800提升绞车
我厂产品在秦皇岛煤码头一期工程中,配翻斗机牵引机构现场使用情况
“电大”学员
青工“双补”教育
1.办公楼一角
2.工房一角
3.家属楼一角
“职工之家”
职工就医
建厂初期部分老职工
茁壮成长
欣欣向荣
1979年10月《辽宁日报》刊登沈阳电机厂女工、市劳动模范张淑梅改进选用我厂产品时的情形
山海关桥梁厂作业行车及驱动钢轨时使用我厂产品现场
技术表演赛之一
技术表演赛之二
理想纪律演讲赛之一
理想纪律演讲赛之二
文体活动
文艺演出
1967年5月我厂生产的第一台制动器样机
自制三米龙门刨
自制B665牛头刨
建厂初期的工房
建厂初期的综合办公室
建厂初期的仓库
前言
目录
概述
焦作市政区分布图
制动器厂在焦作市区的位置
厂区平面示意图
厂区供水排水管道示意图
厂区电气线路示意图
厂区人防工事平面示意图
第一章 沿革
第一节 厂名更改企业性质隶属关系
第二节 企业发展
一、模具厂创建与奋进
二、制动器厂建立及壮大
三、现状
四、规划
第二章 产品
附:产品演变表
第一节 初期产品
一、模具类
二、其它类
第二节 三大产品
一、主导产品——YWZ系列制动器
二、军工产品——“704”
三、液压支架——阀类及管路元件
第三节 产品质量
一、YWZ系列制动器
二、军工产品
三、液压支架阀类产品
第四节 产品流向
一、制动器产品
二、军工产品
三、液压支架阀类产品
第五节 其它产品
一、B665型牛头刨
二、山西军工
三、CQ6137型车床
四、M50摩托车护罩
[三大产品试制与“会战”纪实]
(一)第一台YWZ制动器的试制
(二)“704”工装“会战”
(三)液压支架“会战”
第三章 生产建设
第一节 生产指挥系统
附:生产指挥系统图
第二节 企业生产能力
一、历年工业总产值曲线图
二、制动器产品历年产量曲线图
三、历年主要经济效果指标
四、历年主要技术经济指标
第三节 车间生产能力
一、一车间(锻、铆、焊)
二、二车间(制动器)
三、三车间(液压支架阀类)
四、四车间(“704”军工)
五、五车间(设备、动力)
六、班组建设
第四节 主要原材料、能源供应与消耗
一、主要原材料供应与消耗
二、主要能源供应与消耗
第五节 企业运输能力
附:历年购置汽车情况
第六节 设备状况
一、初期设备
二、自制设备
三、关键设备购置
四、调拨购置的设备
五、动力设备
第七节 产品工艺流程
一、YWZ系列制动器加工工艺流程
二、“704”军工产品加工工艺流程
三、液压支架阀类加工工艺流程
第八节 产品检测
一、制动器产品检测
二、“704”军工产品检测
三、液压支架阀类产品检测
第九节 基本建设
一、简况
二、初期建设
三、制动器厂建设
四、主要工房建设
第四章 科学技术
第一节 组织与管理
第二节 科研活动及科技成果
一、科研活动
二、科技成果
第三节 产品设计
一、YWZ系列制动器产品设计
二、“704”产品工艺装备设计
三、液压支架阀类产品工艺装备设计
四、YWZ系列制动器产品改进
五、微型电机
第四节 工艺条件与基础
第五节 挖、革、改
一、弹簧锤
二、B665型牛头刨
三、拉键机
四、3M龙门刨
五、电火花穿孔机
六、半自动镗缸机
七、液压阀试验台
八、双面铣
九、组合机床
十、U形卡冲压自动送料装置
第六节 科技情报
第七节 技术引进
第八节 标准化
第九节 档案与图书
一、历年职工与工程技术人员对比情况
二、1984年自然科学和社会科学专业人员基本情况
第五章 企业管理
第一节 企业整顿与改革
附:企业整顿五项工作检查验收情况汇总表
第二节 生产计划管理
一、简况
二、生产计划的编制
三、生产调度
四、统计及原始记录
五、在制品管理
六、内外协作
第三节 质量管理
一、简况
二、建制度把关口
三、全面质量管理
四、计量与理化
五、信息反馈
第四节 设备管理
一、简况
二、管理与维修
三、电器管理
四、设备更新
五、设备档案管理
第五节 物资供应管理
一、简况
二、计划编制与执行
三、物资消耗定额管理
四、废料回收与利用
五、仓库管理
六、车辆管理
七、工具管理
第六节 经销
一、简况
二、计划编制及执行
三、销售
四、经营与管理
五、为用户服务
第七节 劳动工资管理
一、劳动管理
二、工资管理
三、技术代培
第八节 财务管理
一、简况
二、财务管理与成本核算
三、清产核资
四、利润留成和以税代利
五、资金情况与运用效果
第九节 安明生产
一、安全生产
二、质量、设备及重大人身伤亡事故纪实
三、文明生产
第十节 节能管理
一、节煤
二、节油
三、节水
四、节电
第六章 领导体制
第一节 体制沿革
一、党支部、党总支领导下的厂长负责制
二、革委会领导制
三、党总支领导下的职工代表大会制
第二节 党组织
一、概况
二、党的机构
第二节 管理机构
一、1984年行政管理系统图
二、历年厂党、政领导变动情况
三、历年厂、车间军工领导变动情况
第七章 党政工作
第一节 政治工作
一、政治工作的主要内容
二、各个时期的思想工作
三、政治工作制度
四、“文革”运动
五、干部工作
六、宣传与统战
七、典型事例
八、纪检与信访
第二节 工会
一、建立与发展
二、组织与宣传
三、劳动竞赛
四、女工工作
五、文体活动
六、关心职工生活
第三节 共青团
一、简况
二、团工作的开展
三、文明礼貌月活动
第四节 民兵和人防
一、民兵
二、人防
第五节 治保与民调
一、治安保卫
二、消防
三、民事调解
第六节 计划生育
第七节 支援
附:1982年支援救灾物资统计表
第八章 职工
第一节 职工队伍
第二节 职工素质
一、历年全部职工年末人数变化情况
二、职工队伍状况
第三节 职工教育
一、业余文化教育
二、“双补”(文化、技术)教育
三、全员培训
四、高等教育
第四节 退休职工及其子女顶替
附:历年退休及顶替人数统计表
第五节 知青安置
第九章 集体福利
第一节 生活设施
一、食堂
二、职工宿舍
三、浴池招待室
第二节 爱委会医务室
一、爱委会
二、医务室
第三节 托儿所
第四节 职工家属住宅
第五节 职工困难补助
第六节 休养与疗养
第七节 文体设施
第八节 改善职工福利
附:历年职工福利费支出情况
第十章 制动配件厂
第十一章 企业荣誉
第一节 集体荣誉
一、历年获局以上企业荣誉
二、历年获局以上车间、民兵排、团支部集体荣誉
三、历年获局以上班组集体荣誉
第二节 个人荣誉
一、历年获局、市、部级的先进生产者
二、历年获局以上的先进个人、积极分子
三、历年获局、市级的优秀党、团员
四、历年出席市、区人大代表
五、历年获市以上的青年积极分子、新长征突击手
六、历年出席市以上的团代会、妇代会代表
七、历年获局、市武装部的先进民兵
八、历年获局、市计划生育、先进个人、工会积极分子
九、历年获局、市职工教育先进工作者、教师
十、历任厂级党政领导干部(正职)和建国前参加革命工作的老干部及建厂初期正式职工名单
第十二章 大事记
附录
附录一、工厂之最
附录二、文献资料
附录三、资料索引
附录四、厂外重大人身伤亡事故纪实
附录五、ED系列推动器简介
《厂志》编纂机构
《厂志》审定稿人员名单
编后记
《厂志》活动
厂领导在《厂志》定稿会时合影。
厂领导和历届领导在《厂志》审稿会时合影。
产领导和历届领导在《厂志》审稿会上
厂领导和历届领导在《厂志》审稿会上
市、局、工办志领导和厂领导在《广志》定稿会上
市、局、工办志领导和厂领导在《厂志》定稿会时合影
1.市志办领导在《厂志》定稿会上签名
2.市工办志领导在《厂志》定稿会上签名
3.4.局志办领导在《厂志》定稿会上签名
厂党总支书记杨春成在定稿会上审定《厂志》时签名
厂长史颂录在定稿会上审定《厂志》时签名
1.厂党总支副书记周其生在《厂志》定稿会上签名
2.副厂长石光绶在《厂志》定稿会上签名
3.副厂长王致方在《厂志》定稿会上签名
4.副厂长李福光在《厂志》定稿会上签名
5.工会主席陈金旺在《厂志》定稿会上签名
部分中层领导在《厂志》座谈会上
厂领导、《厂志》领导小组和《厂志》办公室人员在定稿时合影
《厂志》领导小组在《厂志》定稿会时合影
厂志办公室工作人员在《厂志》定稿会时合影
制动器厂志定稿会领导签名
封面设计
版权页 2100433B
闭式单点压力机相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 影响我国公路桥梁板式橡胶支座质量的因素及应对措施
- 张力式电子围栏周界防范报警系统设计原理及应用现状
- 云南省高寒山区发展被动式太阳能建筑的区域优势
- 永嘉碧桂园翡翠郡附着式升降脚手架安全专项施工方案
- 变频控制多联式空调系统
- 异构分布式防火墙与入侵检测联动构架的通信机制
- 环境设计专业卓越工程师培养模式探析
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 中国式驾驶室安全标准出台 或将导致卡车行业洗牌
- 应急柴油发电机组安装00D272机组冷却方式
- 基于局部二进制模式的带钢表面缺陷初级检测方法
- 中国离心式清水泵型号
- 仪器仪表中基于邮箱监控的嵌入式软件系统设计与应用
- 低摩擦低泄漏新型旋转式空调压缩机的设计与分析
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司