玻璃纤维增强塑料前景
与传统的金属材料及非金属材料相比,玻璃钢材料及其制品,具有强度高,性能好,节约能源,产品设计自由度大,以及产品使用适应性广等特点。因此,在一定意义上说,玻璃钢材料是一种应用范围极广,开发前景极大的材料品种之一。
我国的玻璃钢工业,已经具备了一定的规模,在产品的品种数量及产量方面,以及在技术水平方面,均已经取得了巨大的进展,在国民经济建设中发挥了重要的作用。
玻璃纤维增强塑料造价信息
玻璃纤维增强塑料(FRP)是一种以玻璃纤维增强不饱和聚酯、环氧树脂与酚醛树脂为基体材料的复合塑料。作为复合材料的一种,玻璃钢因其独特的性能优势,在航空航天、铁道铁路、装饰建筑、家居家具、建材卫浴和环卫工程等等相关行业中得到了广泛应用。
根据所采用的纤维不同,玻璃纤维增强塑料分为玻璃纤维增强复合塑料(GFRP)、碳纤维增强复合塑料(CFRP)和硼纤维增强复合塑料等。它以玻璃纤维及其制品(玻璃布、带、毡、纱等)为增强材料,以合成树脂为基体材料。纤维增强复合材料是由增强纤维和基体组成的。纤维(或晶须)的直径很小,一般小于10微米,是脆性材料,易损伤、断裂和受腐蚀。基体具有黏弹性和弹塑性,是韧性材料。
玻璃纤维增强塑料的相对密度在1.5~2.0之间,只有碳钢的1/4~1/5,但拉伸强度却接近甚至超过碳素钢,强度可以与高级合金钢媲美。某些环氧玻璃钢的拉伸、弯曲和压缩强度甚至能达到400兆帕以上。
主要缺点:
1.弹性模量小 2.长期耐温性差 3.层间剪切强度低
主要优点:
1.耐腐蚀性能好 2.介电性能好 3.热性能良好 4.可设计性强 5.工艺性优良
玻璃纤维增强塑料正文
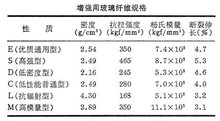
又称玻璃钢。为玻璃纤维与一种或数种热固性或热塑性树脂复合而成的材料。由于它具有质轻、强度高、耐腐蚀等优点,所以发展很快。原材料中的玻璃纤维是用玻璃球熔融后经多孔漏板拉制而成的。常用树脂为不饱和聚酯树脂、环氧树脂和其他热塑性树脂(见高聚物复合材料)。这种增强塑料的基本性能视所用纤维规格而定。以 E玻璃纤维增强环氧树脂为例,其抗拉强度为150千克力/毫米,模量为4.2×10千克力/毫米,密度为2.0克/厘米,比强度为7.5×10毫米,比模量为2.1×10毫米。为了改善玻璃纤维与树脂的粘合,纤维应用硅烷类偶联剂进行处理,硅烷类型的选择依所用的树脂而定。
这种材料大量用于造船工业(28%)、建筑工业(约20%)、化工耐腐蚀容器管道(10%)和飞机工业(10%),其余用于车辆、机械和日用消费品方面。
参考书目
G. Lubin, Handbook of Fiberglass and AdvancedPlastic Composites, Van Nostrand, New York, 1969.
玻璃纤维增强塑料前景常见问题
-
现在市场最新报价,仅供参考
-
玻纤增强塑料是在原有纯塑料的基础上,加入玻璃纤维和其它助剂,从而提高材料的使用范围。玻纤增强以后,由于玻纤的加入,不加玻纤前是透明,都会变成不透明的。流动性差,为了正常注塑,所有增强塑料的注塑温度要比...
-
公路用玻璃纤维增强塑料,标志底板GB/T 24721.5-2009¥12.96。GB/T 19314.1-2003 小艇, &n...
玻璃钢的成型工艺方法,有很多种方法。其中有最简单易学的手工糊制方法,也有比较容易建立的模压工艺成型方法;也有必须经过专门设计、专业制造的纤维缠绕成型方法;更有一些综合注射、真空、预成型增强材料或预设垫料的几种模塑方法;以及为了达到制品高性能指标而设计制造的,由计算机进行程序控制的先进的自动化成型方法。
由此可见,玻璃钢制品的制作成型方法有很多种,它们的技术水平要求相差很大,其对原材料、模具、设备投资等的要求,也各不相同,当然它们所生产产品的批量和质量,也不会相同。
国内外常用的玻璃钢制作成型方法,有手糊成型工艺、喷射成型工艺、模压成型工艺、模压料成型工艺、纤维缠绕成型工艺、卷管成型工艺、袋压成型工艺、树脂浇铸及注射成型工艺、RTM成型工艺、拉挤成型工艺、板材及管道连续成型工艺、增强反应注射模塑成型工艺、弹性体贮脂模塑成型工艺,以及胶接和连接技术、夹层结构制作技术等。
现把几种常用的玻璃钢的成型方法的特点介绍如下∶
制作
设备投资低,产品形状的限制因素少,适合小批量生产。它的生产条件是需要制作产品的模具,并掌握手糊工艺的技术要领。但是,这种制作方法所制成的产品,质量不够稳定,产品的质量档次不够高,较难满足某些产品的性能要求。
成型
一种借助于喷射机器的手工积层的方法。该方法具有效率高、成本低的特点,有逐步取代传统的手糊工艺的趋势。其产品的整体性强,没有搭接缝,且制品的几何尺寸基本上没有受到限制,成型工艺不复杂,材料配方能保持一定的准确性。其不足之处,在于制品的质量在很大程度上,取决于操作工人的生产技能。另外,喷射所造成的污染,一般均大于其他的工艺方法。
缠绕
将浸渍过树脂的连续纤维,按一定的规律缠绕到芯模上,层叠至所需的厚度,固化后脱模,即成制品。该方法的特点,是可按产品承受应力情况来设计纤维的缠绕规律,使之充分发挥纤维的抗拉强度,并且容易实现机械化和自动化,产品质量较为稳定,若配用不同的树脂基体和纤维的有机复合,则可获得最佳的技术经济效果。纤维缠绕工艺,可成功地应用于制作玻璃钢管道、贮罐、气瓶、风机叶片、撑高跳竿、电线竿、羽毛球拍等的制品。
成型
其压制工艺和设备条件基本相同,前者采用浸胶布作为模压料,而后者采用片状、团状、散状的模压料,首先将一定量的模压料置于金属对模中,而后在一定温度和压力下成型制得所需的玻璃钢制品。这种生产成型方法,所制得的产品尺寸精确,表面光洁,可一次成型,生产效率较高,且产品质量较为稳定,适合于大批量制作各种小型玻璃钢制品。其不足之处是模具的设计和制造较为复杂,生产初期的投资较高,且制件受设备的限制较为突出。
拉挤
在牵引装置牵引下,使浸渍树脂的纤维增强材料,先在模具中预成型,并经加热使之固化成型,制成玻璃钢型材,最后切割成所需长度的玻璃钢制品。该种成型工艺方法,具有以下明显的特点∶首先它可以制作几何形状复杂的制品,尤其对于特小型或特大型制品,该工艺方法具有其他方法所无法比拟的优越性;其次只要经过合理的产品设计、工艺设计,某些高性能复合材料的制作,在拉挤工艺中就可得以实现;另外,拉挤工艺方法,尤其适合于开发制作各种热塑性玻璃钢制品;加之由于拉挤速度日趋加快,因此拉挤工艺的生产效率很高,作为连续生产的先进方法之一,为实现玻璃钢的工业化生产开辟了一条有效的途径。但是也必须指出,建立拉挤生产工艺方法的要求比较高,例如其设备投资较大,模具设计较为复杂,工艺条件的控制及对原材料的性能要求较为严格,这些都是建立拉挤成型工艺的困难之处。
在上述玻璃钢的制作成型技术方法中,每一种技术均有其自身的特点。生产企业在选择确定采用何种工艺方法时,需根据企业的基本情况及生产产品的情况,如生产产品的批量及其质量要求,以及企业的技术基础和生产资金情况等因素进行综合考虑。
假如,企业拟准备签订一批玻璃钢桌椅的业务,由于采用手糊、模压、RTM工艺均可以制作玻璃钢桌椅,这时需根据企业和产品的实际情况来加以确定,以便获得最适宜的生产投入、产品质量及经济效益之间的关系。
玻璃纤维增强塑料前景文献


 玻璃纤维增强塑料简论
玻璃纤维增强塑料简论
科目: 复 合 材 料 院 (系): 材 化 学 院 专 业: 无极非金属材料工程 姓 名: 庞 丽 丽 学 号: 1 3 4 6 1 0 2 5 指导教师: 张 西 玲 二○一 六 年 五 月 十九 日 玻璃纤维增强塑料简论 庞丽丽 学号: 13461925 班级 :13 无极非金属材料 1班 摘要:介绍玻璃纤维增强塑料的性能和优缺点;讨论玻璃纤维增强改性工程塑料的影响因 素;及其应用发展概况。 关键词:玻璃纤维;增强塑料。 Summary: Introduces the performance of GFRP, advantages and disadvantages. Discussion the influencing factors of glass fiber reinforced modified engineering plastics
《公路用玻璃纤维增强塑料产品(第4部分):非承压通信井盖(GB/T 24721.4-2009)》由中国标准出版社出版。
《玻璃纤维增强塑料树脂含量试验方法(GB/T 2577-2005)》由中国标准出版社出版。
《公路用玻璃纤维增强塑料产品(第2部分):管箱(GB/T 24721.2-2009)》由中国标准出版社出版。
玻璃纤维增强塑料相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 康宁玻璃
- 真空玻璃
- 减速玻璃
- 冰箱里
- 挡风玻璃
- 玻璃蚀刻
- 常用焊接材料速查手册
- 艺术玻璃
- 船用焊剂
- 电冰箱空调器技术
- 硅酮玻璃胶
- 焊接缺陷及防治措施
- 图解电冰箱维修完全精通
- LED玻璃
- 全息投影玻璃
- 玻璃钢夹砂管
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 中国电力井盖行业市场前景分析预测年度报告(目录)
- 中国轨道射灯行业市场前景分析预测年度报告
- 中国仿古青砖行业市场前景分析预测年度报告(目录)
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 中国读卡器市场现状分析及未来五年发展前景分析报告
- 中国水泥沟盖板市场发展及投资前景报告
- 中国亚克力板行业市场前景分析预测年度报告(目录)
- 制水泥楼板市场现状调研及发展前景分析报告(目录)
- 中国运用现代集成制造技术改造传统产业的经验和前景
- 中国大理石石材市场发展及投资前景报告
- 中国钢丝切丸行业市场前景分析预测年度报告(目录)
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 中国移动板房行业市场前景分析预测年度报告(目录)
- 中国手工地毯行业市场前景分析预测年度报告
- 中国抹灰砂浆行业市场前景分析预测年度报告(目录)
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司