玻璃瓶回收利用方法
玻璃材质的特点是可100%回收再用,既适用于原用途,也可经加工转型利用。但若未经回收处理,不仅增加掩埋工作的负荷,也无法为生物所分解;如进入焚化炉处理,还可能造成炉体损坏。因此,玻璃瓶的回收利用显得尤为重要。
由于具有阻隔性强、透明度高的优点,玻璃瓶广泛用作啤酒、饮料、调味品和化妆品等的包装容器。这些玻璃瓶的巿场是一个新旧瓶共存的特殊巿场,并以旧瓶居多。玻璃瓶的回收利用,创造了以下社会效益:节约能源,减少玻璃废弃物填埋,减少玻璃原料矿的开釆,降低玻璃熔炼过程的废气排放。目前,玻璃瓶的回收利用方式包括:原型复用、回炉再造、原料回用和转型利用4种。
原型复用
废弃玻璃瓶包装的原型复用指回收后,玻璃瓶仍作为包装容器利用,可分为同物包装利用和更物包装利用两种形式。目前,玻璃瓶包装的原型复用主要为价值低而使用量大的商品包装,如啤酒瓶、汽水瓶、酱油瓶、食醋瓶及部分罐头瓶等。而作为高价值的白酒瓶、药品(医用)瓶、化妆品瓶几乎不进行回收复用。可以说,包装回收率与商品价值的关系成反比,价值越高的商品其玻璃瓶回收率越低。
原型复用方法省却了制造新瓶时所消耗的石英原料费用和避免了产生大量废气,是值得提倡的。但其有一个较大的缺点,就是消耗大量的水和能源,在釆用该种方法时必须把所需费用纳入成本预算之中。
回炉再造
回炉再造,是指将回收到的各种包装玻璃瓶用于同类或相近包装瓶的再制造,这实质上是一种为玻璃瓶制造提供半成品原料的回收利用。
具体操作就是将回收的玻璃瓶,先进行初步清理、清洗、按色彩分类等预处理;然后,回炉熔融,与原始制造程序相同,此处不再详述;最后,用回炉再生的料通过吹制、吸附等不同工艺方式制造各种玻璃包装瓶。
回收炉再生是一种适宜于各种难以进行复用或无法复用(如破损的玻璃瓶)的玻璃瓶的回收利用方法。该法比原型复用方法耗能更多。
原料回用
原料回用,是指将不能复用的各种玻璃瓶包装废物用作制造各种玻璃产品的原料利用方法。这里的玻璃产品不仅是玻璃包装制品,同时也包括其他建材及日用玻璃制品等产品废弃物。该法均比前两种回收利用法耗能多。
适量地加入碎玻璃有助于玻璃的制造,这是因为碎玻璃与其他原料相比可以在较低湿度下熔融。因此回收玻璃制瓶需要的热量较少,而且炉体磨损也可减少。经检测表明,用再生玻璃生产的玻璃容器,器壁透明度和容器强度都和用新原料生产的玻璃容器一样;并且,使用回收的二次料比用原料制造玻璃制品能够节省38%的能源、减少50%的空气污染、20%的水污染和90%的废弃物。另外,由于玻璃再生过程损耗很小,因此,上述回收—再生—使用的过程可以反复循环。可见,其经济效益和生态效益是非常显著的。
转型利用
由于各种包装容器的崛起和容器材料的多样化,所以目前对玻璃瓶的需求有所下降。因此,有必要开拓玻璃废弃物在制瓶以外其他领域的应用,即转型利用,将回收的玻璃包装直接加工,制成其他有用的材料。
玻璃瓶的生产是耗能最多的包装产品之一,它的回收利用很有价值。
上述4种回收利用方法中,原型复用方法最为理想,是一种节能而经济的回收利用方法。而转型利用,则是一种亟待开发的回收利用方法,我们相信,今后将会有更多新的、能带来增值的技术用于转型利用。
玻璃瓶造价信息
分色回收
分色──回收玻璃瓶需经分色,才能作为一般玻璃窑炉的进料,消费者在回收废玻璃瓶时就进行分色,会比后端的作业容易许多。否则就需在清洁队的资源回收场或回收商处以人工进行分色作业,分色愈完全,卖予处理厂的价格也愈高。
在中国所回收的玻璃瓶,常常分类、分色不够完全,往往也夹杂许多杂质且乾淨度欠佳所致。在此情形下,如果要提高二次料的使用率,会明显影响产品品质。所以,如果中国能象其它国家一样,在玻璃瓶回收的最前端就设置不同的分色回收筒,同时消费者能确实先去除其中残馀物与杂质并加清洗,尤其是如果溷有像陶瓷类碎片等无法藉由处理设备去除的杂质,一来使得处理过程耗费人力,增加处理成本,并且很难去除完全。针对玻璃瓶以人工进行分色作业的困难-玻璃较重且有割伤的疑虑,规划製造了分色回收筒,广设于各公共地点。当时向业者徵收的费率只有每公斤3毛钱,由玻璃容器製造业者及玻璃容器使用业者各负担1.5毛。现在是单由玻璃容器使用业者缴交一块多的费率。欧美及日本等先进国家早已有条件严格限制重污染及无法再生包材的使用,目前中国包材种类实在太多,使得在回收及处理上都较难达到所谓的经济规模。因此建议,应当在行政措施上加大区隔,积极鼓励容易回收再生的材质,以逐步减少包材种类的使用。
类产品、不同材质形成纵横交织的标准化体系,为各类药品选择科学、合理、适宜的玻璃容器提供了充分的依据和条件。不同剂型、不同性质和不同档次的各类药品对药用玻璃瓶的选择应用应遵循下述原则:
良好适宜的化学稳定性原则
用于盛装各类药品的玻璃容器同药品之间应具备良好的相容性,即保证在药品的生产、贮存及使用中不能因玻璃容器化学性能的不稳定,相互之间的某些物质发生化学反应而导致药品的变异或失效。例如,血液制剂、疫苗等高档药品必须选择硼硅玻璃材质的玻璃容器,各类强酸、强碱的水针制剂,特别是强碱的水针剂也应选用硼硅玻璃材质的玻璃容器。目前,中国大量使用的低硼硅玻璃安瓿用于盛装水针制剂是不适宜的,这类玻璃材质要逐步向5.0玻璃材质过渡,以尽快同国际标准接轨,确保其盛装的药品在使用中不脱片、不浑浊、不变质。 对一般的粉针剂、口服剂及大输液等药品,使用低硼硅玻璃或经过中性化处理的钠钙玻璃还是能满足其化学稳定性要求的。药品对于玻璃的侵蚀程度,一般是液体大于固体,碱性大于酸性,特别是强碱的水针剂对药用玻璃瓶的化学性能要求更高。
良好适宜的抗温度急变性
不同剂型的药品在生产中都要进行高温烘干、消毒灭菌或低温冻干等工艺过程,这就要求玻璃容器具备良好适宜的抵抗温度剧变而不炸裂的能力。玻璃的抗温度急变性主要和热膨胀系数有关,热膨胀系数越低,其抵抗温度变化的能力就越强。例如,许多高档的疫苗制剂、生物制剂及冻干制剂一般应选用3.3硼硅玻璃或5.0硼硅玻璃。国内大量生产的低硼硅玻璃经受较大温度差剧变时,往往易产生炸裂、瓶子掉底等现象。近年来,我国的3.3硼硅玻璃有很大发展,这种玻璃特别适用于冻干制剂,因为它的抗温度急变性能优于5.0硼硅玻璃。良好适宜的机械强度
不同剂型的药品在生产过程中及运输装卸中都需要经受一定的抗机械冲击,药用玻璃瓶容器的机械强度除了和瓶型、几何尺寸、热加工等有关外,玻璃材质对其机械强度也有一定的影响,硼硅玻璃的机械强度优于钠钙玻璃。
玻璃瓶回收利用方法常见问题
-
你好:有三种办法打开 1,用拧干的湿毛巾分别抱着瓶和盖,以增大摩擦,有些一拧就拧开了。 2,若不行,就将盖在开水里烫热或在火上烤热,一则软化,二则膨胀,...
-
当然有回收利用了,比如啤酒,有个职业就是洗洗瓶子的,还有些回收做其他玻璃。
-
拿来插花,当笔筒,或者改造成针插,收纳盒之类,费宝网上有很大这方面的教程
玻璃瓶的喷涂生产线一般有喷房,悬挂链和烘箱组成。玻璃瓶还有就是前道水处理,玻璃瓶特别需要注意的就是污水排放问题。至于玻璃瓶喷涂质量的好坏,那同水处理,工件的表面清理,挂钩的导电性能,气量的大小,喷粉的多少,操作工的水平有关。建议选择以下方法试行: 1、前处理段。玻璃瓶喷涂前处理段包括脱油、预脱、主脱、表调等,如果是在北方,主脱部分的温度还不能太低,需要保温。否则处理效果就不理想; 2、预热段。前处理后就要进入预热段,一般需要8~10分钟,玻璃瓶最好在到达喷粉室时要使受喷工件有一定的余热,以变增加粉沫的附着力; 3、玻璃瓶吹灰净化段。若所喷工件的工艺要求比较高,此段必不可少,否则工件上若吸附有很多尘埃,加工后的玻璃瓶表面就会有很多颗粒状,使品质和质量降低; 4、喷粉段。此段最关键的就是喷粉师傅的技术问题了,要想创造优良品质,花钱请技术好的师傅还是很划得来 5、烘干段。此段要注意的就是温度和烘烤时间,粉末一般180~200度为佳,具体要看玻璃材质,玻璃瓶表面不宜有油,还有烘干炉距喷粉室不宜太远,一般6米为好。

玻璃瓶分类


玻璃瓶是将熔融的玻璃料经吹制、模具成型制成的一种透明容器。玻璃瓶的种类极多,其分类如下:
(1)按瓶口大小进行分类
小口瓶。它是瓶口内径小于20mm的玻璃瓶,多用于包装液体物料,如汽水、啤酒等。
大口瓶。瓶口内径在20—30mm之间的玻璃瓶,形体较粗矮,如牛奶瓶。
广口瓶。又称罐头瓶,瓶口内径大于30mm,其颈部和肩部较短,瓶肩较平,多呈罐状或杯状。由于瓶口大,装料和出料均较易,多用于包装罐头食品及粘稠物料。
(2)按瓶子几何形状进行分类
圆形瓶。瓶身截面为圆形,是使用最广泛的瓶型,强度高。
方形瓶。瓶身截面为方形,这种瓶强度较圆瓶低,且制造较难,故使用较少。
曲线形瓶。截面虽为圆形,但在高度方向却为曲线,有内凹和外凸两种,如花瓶式、葫芦式等,形式新颖,很受用户欢迎。
椭圆形瓶。截面为椭圆,虽容量较小,但形状独特,用户也很喜爱。
(3)按用途不同进行分类
酒类用瓶。酒类产量极大,几乎全用玻璃瓶包装,以圆形瓶为主。
日用包装玻璃瓶。通常用于包装各种日用小商品,如化妆品、墨水、胶水、橄榄油等,由于商品种类很多,故其瓶形及封口也是多样的。
罐头瓶。罐头食品种类多,产量大,故自成一体。多用广口瓶,容量一般为0.2~0.5L.
医药用瓶。这是用来包装药品的玻璃瓶,有容量为10~200mL的棕色罗口小口瓶,100~1000mL的输液瓶,完全密封的安瓿等。
化学试剂用瓶。用于包装各种化学试剂,容量一般在250~1200mL,瓶口多为螺口或磨口。
(4)按色泽不同分类
有无色透明瓶、白色瓶、棕色瓶、绿色瓶和蓝色瓶等。
(5)按瓶颈形状分类
有颈瓶、无颈瓶、长颈瓶、短颈瓶、粗颈瓶和细颈瓶等。
玻璃瓶回收利用方法文献

 碎玻璃的回收利用——以输液玻璃瓶生产为例
碎玻璃的回收利用——以输液玻璃瓶生产为例
让废弃碎玻璃重新大量利用,是社会和企业环保降耗的需求。以输液瓶生产为研究对象探讨增加碎玻璃比例的可行性,并参与了企业工艺改革实践调研。结果表明,通过工艺、配方的改进,大幅度增加碎玻璃比例(如增至90%)不影响玻璃质量与性能。
 玻璃瓶吹制法工艺简述
玻璃瓶吹制法工艺简述
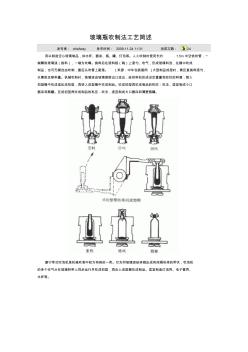
玻璃瓶吹制法工艺简述 发布者: chiefway 发布时间: 2009-11-24 11:31 浏览次数: 24 用以制造空心玻璃制品,如水杯、器皿、瓶、罐、灯泡等。人工吹制时使用长约 1.5m 中空铁吹管,一 端蘸取玻璃液(挑料),一端为吹嘴。挑料后在滚料板(碗)上滚匀、吹气,形成玻璃料泡,在模中吹成 制品;也可无模自由吹制,最后从吹管上敲落。 [来源:中华包装瓶网 ]大型制品成型时,需反复挑料滚匀, 以集取足够料量。机械吹制时,玻璃液由玻璃熔窑出口流出,经供料机形成设定重量和形状的料滴,剪入 初型模中吹成或压成初型,再转入成型模中吹成制品。吹成初型再吹成制品的称吹-吹法,适宜制成小口 器皿和瓶罐。压成初型再吹成制品的称压-吹法,适宜制成大口器皿和薄壁瓶罐。 康宁带式吹泡机是机械吹制中较为特殊的一类。它先将玻璃液经转辊压成有间隔块体的带状,吹泡机 的多个吹气头在玻璃料带上同步

玻璃瓶罐正文

能用盖子或塞子密封,可定量盛装各种物料的空心玻璃制品。广泛用作饮料、酒类、化学制品、药品、文教用品和化妆品等的包装容器。玻璃瓶罐透明,易洁净,化学稳定性好,不污染内容物,气密性高,贮存性能优良,造型装饰丰富多采,可以多次回收使用,原料来源丰富。但玻璃瓶罐容易破碎,重容比大。这些缺点正随工艺技术的发展而逐渐得到改善。
玻璃制品的生产以玻璃瓶罐的产量最高。1980年世界玻璃制品产量为68Mt,其中玻璃瓶罐产量为40.8Mt。
沿革公元前2000~前500年,人类就可制造空心玻璃器皿。公元前200年开始使用吹管后,产油和酿酒业随之使用中空玻璃作容器。罗马帝国时期,玻璃容器的需求量增加,绝大部分产品是圆底的,须用铁架或木架支撑。后来由于吹制玻璃用模具的发展,才制造出无支架的平底瓶。5~15世纪,压制、拉制和吹制技术得到很大发展,为玻璃制造机械化奠定了基础。1867年,德国西门子兄弟把蓄热室连续熔化池窑应用于玻璃工业,使玻璃瓶罐的大规模生产成为可能。1880~1890年发明了压-吹法制造广口瓶和吹-吹法制造小口瓶的成型技术 (见玻璃制造)。1900年出现了第一台用电动机传动的制瓶机。1904~1905年美国M.J.欧文斯创制全自动真空吸料式制瓶机。1910年起,料滴供料机开始发展。1914年半自动吹-吹工艺发展成熟。1925年,美国哈德福-恩佩尔公司研制成功行列式制瓶机,采用吹-吹法生产,后来又发展为也可以用压-吹法生产。这种行列式制瓶机至今仍是使用的主要机型,并逐渐向多机组、多滴料方向发展。
中国在唐宋时已采用吹管吹制中空玻璃容器。近代玻璃工业形成于1904~1908年。1931年建立的上海晶华玻璃厂,是中国第一家采用横火焰和马蹄形火焰蓄热室池窑和自动制瓶机连续制造玻璃瓶罐的工厂。50年代后,兴建了一批规模较大的现代化制瓶工厂。80年代,玻璃瓶罐的生产中,最大的改进是玻璃瓶的轻量化,从而可以节约原料、燃料,提高生产速度,降低运输费用。
分类玻璃瓶罐种类繁多,有多种分类方法。①按外形分,有一般瓶罐、带柄瓶罐和管形瓶罐等,盛装容量1ml~25l。②按底部形状分,有圆形、椭圆形、正方形、长方形、扁平形等瓶罐,以圆形的居多。③按瓶口尺寸分,有广口、小口、喷洒口等瓶罐。瓶口内径大于30mm、无肩或少肩的称为广口瓶,常用于盛装半流体和粉状或块状固体物品;内径小于30mm的称为小口瓶,常用于盛装各种流体物品。④按瓶口与瓶盖配合的形式分,有连续螺纹瓶口、软木塞瓶口、倾注用瓶口、冠形盖瓶口、滚压盖瓶口、塑料盖件瓶口、喷洒用瓶口、压上-拧开瓶口、侧封-撬开瓶口、玻璃塞磨砂瓶口、带柄瓶口及管形瓶口等瓶罐。瓶口的尺寸和公差均标准化。⑤按瓶罐使用要求分,有一次用瓶罐和回收瓶罐。一次用瓶罐使用一次即废弃;回收瓶罐可多次回收,周转使用。⑥按成型方法分,有模制瓶和管制瓶。模制瓶由玻璃液直接在模具中成型制得;管制瓶是先将玻璃液拉成玻璃管,然后再加工成型。⑦按瓶罐颜色分,有无色、有色和乳浊色瓶罐。玻璃瓶罐大多数是清澈无色的,可使内容物保持正常的形象。其次是绿色的和棕色的。绿色的通常盛装饮料;棕色的用于盛装药品或啤酒。它们可以吸收紫外线,有利于保护内容物。美国规定这种有色玻璃瓶罐的平均壁厚应使波长290~450nm的光波的透过率低于10%。少数化妆品、雪花膏和药膏等物品,则用乳浊色玻璃瓶罐盛装。
原料和化学成分 瓶罐玻璃配合料一般由7~12种原料组成。主要有石英砂、纯碱、石灰石、白云石、长石、硼砂、铅和钡的化合物等。此外,还有澄清剂、着色剂、脱色剂、乳浊剂等辅助材料(见玻璃制造)。粗颗粒石英难于熔融完全;颗粒过细在熔制过程中又容易产生浮渣和粉尘,影响熔化,易堵塞熔窑蓄热室。适宜粒度为0.25~0.5mm。为利用废旧玻璃,一般还加入碎玻璃,其用量通常为20~60%,最高可达90%。
玻璃瓶罐玻璃的化学成分,按其使用要求、成型方法、成型速度、工艺特点和原料品种等而有差异。绝大多数瓶罐采用钠钙硅酸盐玻璃。钠钙硅酸盐玻璃的主要成分为SiO2、Na2O和CaO。引入适量Al2O3和MgO,可以降低玻璃的析晶倾向,增强玻璃的化学稳定性和机械强度,改善玻璃的成型性能。世界上大多数国家的钠钙瓶罐玻璃的化学成分为:SiO270~74%,CaO与MgO10~14%,Na2O 与 K2O13~16%,Al2O31.5~2.5%。制造无色玻璃瓶罐时,石英砂中Fe2O3的含量很低(一般为0.03%左右)。在普通钠钙玻璃中,添加Cr2O3和Fe2O3,玻璃呈翠绿色,添加硫-碳或MnO2和Fe2O3,玻璃呈棕色。盛装药品的瓶罐,要求具有较高的化学稳定性,用硼硅酸盐玻璃制造。高级化妆品瓶,常用含铅、钡或锌的晶质玻璃制造,有的为乳浊玻璃,一般用氟化物作乳浊剂。
质量要求玻璃瓶罐应具备一定的性能和达到一定的质量标准。
①玻璃质量:纯净均匀,无砂石、条纹、气泡等缺陷。无色玻璃的透明度高;颜色玻璃的颜色均匀和稳定,能吸收一定波长的光能。
②物理化学性能:具有一定的化学稳定性,不与盛装物发生作用。具有一定的抗震性和机械强度,能经受洗涤、杀菌等加热、冷却过程和承受灌装、储运,遇到一般性内外部应力、震动、冲击,可保持无损。
③成型质量:保持一定的容量、重量和形状,壁厚均匀,口部圆滑、平整以保证灌装便利和密封良好。无歪扭变形、表面不光滑、不平整以及裂纹等缺陷。
制造工艺玻璃瓶罐制造主要包括配合料制备、熔制、成型、退火、表面处理和加工、检验和包装等工序。
①配合料制备:包括原料的贮存、称量、混合及配合料的输送。要求配合料混合均匀,化学成分稳定。
②熔制:瓶罐玻璃的熔制多在连续作业式火焰池窑(见玻璃熔窑)中进行。横火焰池窑的日产量一般超过200t,大型的达400~500t。马蹄形火焰池窑的日产量多在200t以下。玻璃熔制温度最高达1580~1600℃。熔制的能耗约占生产中总能耗的70%。可通过池窑全面保温、增大蓄热室格子砖容量、改善料堆分布、提高燃烧效率和控制玻璃液对流等措施,有效地节约能源。在熔化池中鼓泡能改善玻璃液对流,强化澄清均化过程,增加出料量。在火焰窑中用电热助熔,可在不增大熔窑的情况下增加产量,提高质量。
③成型:主要采用模制法,应用吹-吹法成型小口瓶,压-吹法成型广口瓶(见玻璃制造)。较少采用管制法。现代玻璃瓶罐的生产广泛采用自动制瓶机高速成型。这种制瓶机对料滴的重量、形状和均匀性都有一定的要求,因此要严格控制供料槽中的温度。自动制瓶机类型较多,其中以行列式制瓶机最为常用。这种制瓶机料滴服从制瓶机,而不是制瓶机服从料滴,因而没有旋转部分,作业安全,且任一分部都可以单独停车进行维修而不影响其他分部作业(图1)。行列式制瓶机制造瓶罐的范围广,灵活性大,已发展为12组、双滴料或三滴料成型以及进行微机控制。
④退火:玻璃瓶罐的退火是为了使玻璃残留的永久应力消减至允许值。退火通常在网带式连续退火炉中进行,最高退火温度约为550~600℃。网带式退火炉(图2)采用强制气流循环加热,使炉膛横断面温度分布一致并形成气幕,限制纵向气流运动,保证了炉内各带温度均匀稳定。
⑤表面处理和加工:一般通过在退火炉的热端和冷端涂层的方法对玻璃瓶罐进行表面处理。热端涂层是将成型后处于炽热状态(500~600℃)的瓶罐置于气化的四氯化锡、四氯化钛或四氯化锡丁酯的环境中,使这些金属化合物在热的瓶罐表面上经过分解氧化成氧化物薄膜,以填平玻璃表面微裂纹,同时防止表面微裂纹的产生,提高玻璃瓶罐的机械强度。冷端涂层是用单硬脂酸盐、油酸、聚乙烯乳剂、硅酮或硅烷等,在退火炉出口处对温度约100~150℃的瓶罐表面进行喷涂,形成一层润滑膜,以提高瓶罐表面的抗磨损、润滑性和抗冲击强度。生产中,冷端涂层与热端涂层常结合使用。对于1l以上的大容量瓶罐,有的在其表面加泡沫聚苯乙烯或聚乙烯膜护套。护套有热收缩性,套上加热后紧束瓶身,坚韧有弹性,防震抗摩擦,瓶罐破碎时无碎片飞迸,可避免造成人身伤害。
配用玻璃塞的试剂瓶、样品瓶、香水瓶等用砂浆或金刚砂加水作磨料进行磨口和磨塞。高级化妆品、香水瓶常进行研磨抛光加工,消除模具斑痕,增加光泽。高档酒瓶或艺术装饰的瓶罐用氢氟酸进行腐蚀,造成表面光漫射,手感细腻。为在玻璃表面印商标和装饰,可采用喷彩、网印、贴花加工方法,将玻璃釉料施于瓶罐表面,在600℃下烘烤,釉料与玻璃熔结,形成永久性的花纹。若用有机颜料彩饰,只需经200~300℃熔烘。
⑥检验:查出有缺陷的制品,保证制品质量。玻璃瓶罐的缺陷分玻璃本身缺陷和瓶罐成型缺陷两大类。前者包括气泡、结石、条纹和颜色不正等;后者为裂纹、厚薄不匀、变形、冷斑、皱纹等。此外,还需检查瓶罐重量、容量、瓶口和瓶身尺寸公差、耐内应力、耐热震和应力消除程度。啤酒瓶、饮料食品瓶等由于生产速度高,批量大,靠目视检查已经不能适应,现已有自动检查设备,如预选器(检查瓶罐的外形及尺寸公差)、瓶口检查器、裂纹检查器、壁厚检查装置、挤压试验器、耐压试验器等。
⑦包装:有瓦楞纸板箱包装、塑料箱包装和托盘集装式包装。均已实现自动化。瓦楞纸板箱包装从空瓶包装开始直到灌装、销售,都利用同一纸箱。塑料箱包装使用的塑料箱可回收重复利用。托盘集装式包装是将检验合格的瓶子排列成矩形瓶阵,移至托盘上逐层堆放,到规定的层数即进行包扎。一般还罩上塑料薄膜套,加热使其收缩,紧裹成结实的整体,再捆扎,这种又称热塑包装。
品名:玻璃瓶底厚壁厚检测仪
分类:玻璃瓶检测仪器->玻璃瓶底厚壁厚测定仪
彩色玻璃瓶大大的提高了玻璃瓶的颜值,如果说用来作为酒瓶的话,彩色的玻璃酒瓶因为其美丽的外观更能吸引客户采购。
然而在彩色玻璃瓶的制作过程中,颜料的喷涂是彩色玻璃瓶生产的一个重要的环节,直接影响到了整个彩色玻璃瓶的美观和质量,需要经过十分精细的彩色的搭配过程,下面就让中国酒瓶产业网的小编来给大家介绍一下应该遵循哪些具体的原则呢?

对于涂料的整体的搭配应该围绕着三原色的基本原则进行。对涂料合理的进行搭配,根据具体的需要进行补色的选择,以至能够形成好的花色图案,保证瓶子的外形的美观程度。当我们要特别的突出某一种颜色,就可以减少其他两种颜色的使用,这样相对来说较为容易操作。
调色的时候注意以主色为主,然后进行副色的添加。在调色的过程中经过不断的均匀缓慢的搅拌,并且要及时的观察颜色的变化,使它们均匀的混合在一起,为之后的喷涂做好准备。因为这样较为均匀的颜料的调和在某种程度上可以保证产品的质量,不至于因为颜料的原因使制作出来的玻璃瓶产生杂色。
调色的时候需要按照一定的比例进行,先确定需要喷涂的花型。因为只有确定了花型以后,才能根据图案来制定合理的比例,然后进行调色,这样能够更加接近产品的色彩,不会出现太大的偏差,可以节省很多的时间和精力,提高工作的效率。
想要了解更多,就来中国酒瓶产业网(http://jpcyw.99114.com/),该平台不仅有酒瓶行业资讯,还汇聚众多优质供应商,以及专业的报价、询价、招商加盟等信息,适合进行采购。
玻璃瓶相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 焊材二级库
- 玻璃温室
- 焊剂的性能与使用
- 电冰箱与空调器/中等职业教育教材
- 厚朴子
- 调光玻璃
- 玻璃杯
- 华凌双门冰箱
- 凹叶厚朴(亚种)
- 电冰箱组装与维修实训
- 海南伽南香
- 客房冰箱
- 玻璃破碎探测器
- 怎样修理电冰箱
- 上门速查快修新型电冰箱500例
- 玻璃清洗
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 新的基于NGA/PCA和SVM的特征提取方法
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 圆形隧道反向曲线隧道中心线两种偏移计算方法的比较
- 主要用固体工业废渣生产硫铝酸盐水泥熟料的方法
- 含有彩色浆料和渗透墨水形成的陶瓷砖及制作方法
- 保护装置BUCK开关电源的PCB优化设计方法
- 有软弱下卧层时确定天然地基上基础底面积的简便方法
- 以水利项目为例分析社会稳定风险评估方法与要点
- 医院手术部新风机组盘管冬季冻裂问题分析及防止方法
- 再谈VRV空调系统设计与施工中有关问题的解决方法
- 有关CAD技术在水利工程设计中的实际应用方法
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 用于制冷系统稳定运行时制冷剂分布测试的新方法
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司