钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工折弯的角度。
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工折弯的角度。
PROE折弯系数计算公式:
PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。计算公式如下:
L=0.5π×(R K系数×T)×(θ/90)
L: 钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”)。可在config中设定其默认值initial_bend_factor
在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。与Y系数的关系如下
Y系数=(π/2)×k系数2100433B
钣金折弯系数造价信息
钣金折弯系数常见问题
-
通常针对不同的板厚和材料,钣金折弯的内侧半径我们有一个人为规定,即最小折弯半径参考资料:http://wenku.baidu.com/link?url=rCqFdxw3GxTR8pMrM64C4rOy...
-
SolidWorks钣金可以自动批量生成展开尺寸:首先,在钣金模块随意画一个开放零件图;建立好的零件这样。下面为关键的一步;将钣金零件展开,在设计库中的平板型式-边线框显示下进行尺寸标注,一定要注意标...
-
在钣金展开计算开料方面你可看看这个国内最优秀的钣金展开程序钢构CAD 腾讯QQ快速下载网址: http://download.tech.qq.com/soft/71/110/80396/index.s...
钣金折弯系数文献

 钣金折弯系数
钣金折弯系数
板材厚度 V型槽 6 7 8 10 12 16 25 40 备 注 4 5 5.5 7 8.5 11 17.5 28 实际厚度 ξ 实际厚度 ξ 实际厚度 0.78 0.78 ξ 1.36 1.46 实际厚度 0.95 0.97 0.97 ξ 1.56 1.64 1.76 实际厚度 1.15 1.15 1.15 1.17 ξ 1.7 2 2.06 2.1 实际厚度 1.47 1.47 1.45 1.45 ξ 2.28 2.34 2.46 2.54 实际厚度 1.6 1.6 ξ 2.4 2.68 实际厚度 1.91 1.91 1.91 ξ 3 3.16 3.52 实际厚度 ξ 3.92 V16 为不垫膜 实际厚度 2.35 2.35 ξ 3.6 4.3 3 3 2.95 4.3 4.66 5.44 2.92 2.95 4.74 5.72 V25 为不垫膜 实际厚度 ξ 6.25 实际厚度 4
 钣金折弯展开系数计算
钣金折弯展开系数计算
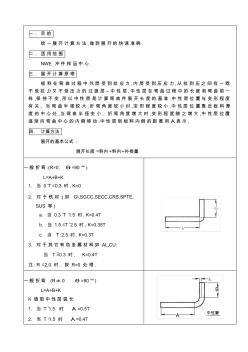
一 . 目的 统一展开计算方法 ,做到展 开的快速准确 . 二 . 适用范围 NWE 冲件样品中心 . 三 . 展开计算原理 板 料在弯 曲过程中 外层 受到拉 应力 ,内 层受到压应 力 ,从拉到 压之 间有一既 不 受拉 力又 不受压力的 过渡 层 --中性 层 ,中性层在弯曲过程中的长度和弯曲 前一 样 ,保 持不 变 ,所以 中性 层是计算弯曲件展 开长 度的 基准 .中性 层位 置与 变形 程度 有 关 , 当 弯曲半 径较 大 ,折 弯角 度较小时 ,变 形程度较小 ,中 性层 位 置靠 近板 料 厚 度 的中心处 ,当 弯曲 半 径变 小 , 折弯角度增 大时 ,变形程 度随 之增大 ,中 性层 位置 逐渐向弯曲中心的内侧移动 .中性层到板料内侧的距离用λ表示 . 四. 计算方法 展开的基本公式 : 展开长度 =料内+料内+补偿量 一般折弯 :(R=0, θ =90°
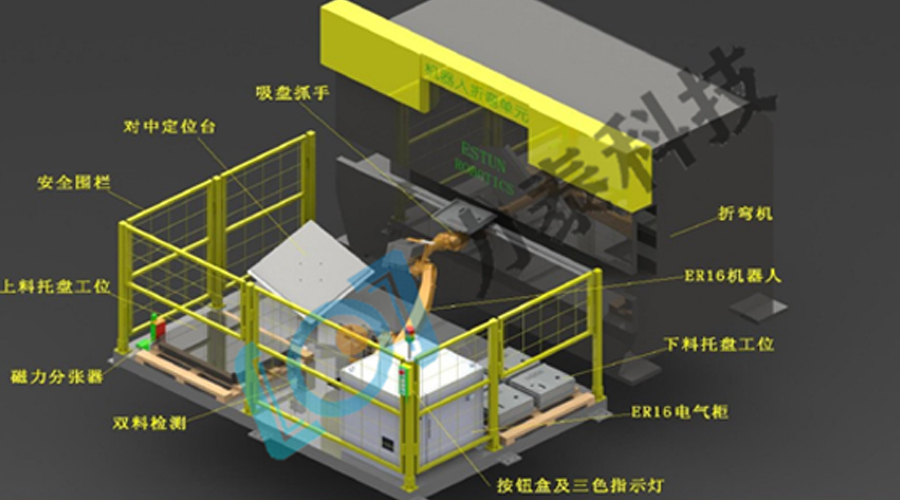
力泰科技资讯:在钣金折弯时,完全靠钣金折弯机械手来保证精度需要付出很大的代价,因此仍然保留电液数控自动折弯机后挡指来保证精度,利用吸盘的柔性来保证每次都能将钣料与后挡指靠紧,从而降低对机械臂的精度要求。在设计中,选择机械手的重复精度为正负0.5mm,其中龙门架主要起的支撑作用,它固定于地面上,在工作过程中,保持不动,因此在设计中,其刚度偏大,重量也比较重,这样可以保证整个机械手的精度以及抗震性能。
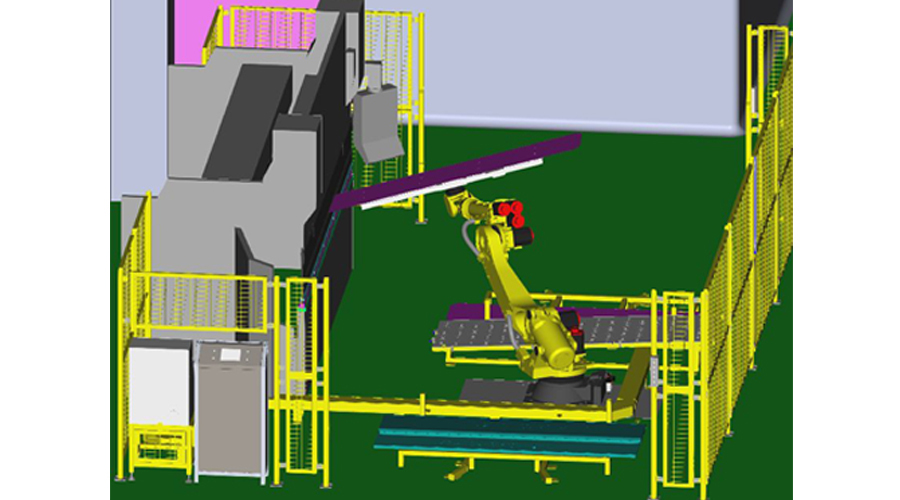
手腕部件的设计是整个折弯机械手的设计起点,它的设计好坏直接影响整个产品的质量。对它的设计要求是在保证强度、刚度以及传动的前提下,结构需要设计的紧凑、小巧,特别是高度方向,对他压缩的越多,A轴转动需要的扭矩就越小。钣金折弯机械手的主要零部件均匀钢板焊接而成,在工作时变形量很小,因此可以认为它的变形是弹性的。为了简化计算,认为焊缝处的材料特性与其他地方相同,并忽略焊缝的缺陷,认为所有单元的材料特性都相同。
关键词:钣金折弯机械手自动折弯机器人电液数控自动折弯机折弯机器人钣金机器人机器人折弯机器人折弯机折弯机械手折弯机系统
钣金折弯加工(Sheet Metal Bending)
金属板材的弯曲和成型是在弯板机上进行的,将要成型的工件放置在弯板机上,用升降杠杆将制动蹄片提起,工件滑动到适当的位置,然后将制动蹄片降低到要成型的 工件上,通过对弯板机上的弯曲杠杆施力而实现金属的弯曲成型。最小折弯半径是成型金属的延展性和厚度的函数。对于铝板来说,金属的折弯半径要大于板材的厚 度。折弯时,由于有一定的回弹,金属折弯的角度要比要求的角度稍大一些。 金属板材的折弯是在金属加工车间进行的。
x = exp(-at)*A*cos(bt phi)里exp自对数底指数函数abAphi 由阻尼劲度系数滑块质量及初状态决定
钣金折弯系数相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 建设工期分析
- 建筑采暖通风施工图识图新手快速入门
- 建筑采暖通风空调施工图识读技法
- 暖通空调CAD绘图快速入门
- 单方主要材料耗用量
- 材料需用计划
- 深圳市利诚源工程造价咨询有限公司
- 深圳市建衡达工程造价咨询有限公司
- 深圳市普利工程咨询有限公司
- 照明工程费用计价标准
- 地面装饰构造与施工工艺
- 扮靓美丽家居:地面装饰
- 机械识图与制图(下册)——项目训练篇
- 新疆亿进电线电缆有限公司
- 天然地基上的浅基础
- 地基承载力
- 关于对成都市人工费调整系数表
- 关于发布铁路工程建设材料价差系数通知
- 关于抗隆起稳定计算公式和安全系数取值考证
- 关于公布铁路工程建设材料价差系数通知
- 各类玻璃传热系数
- 建筑门窗热工性能计算书(LOWE玻璃隔热系数)
- 建筑卷扬机卷筒端侧板可靠性安全系数与许用应力
- 冷板、铝板、不锈钢板折弯牌安装说明
- 扣件式钢管脚手架立杆计算长度附加系数k确定及应用
- 几种常用混凝土收缩徐变模式中徐变系数计算比较分析
- 基于防护热箱法门窗型材传热系数检测仪器设计
- 减围压三轴压缩路径下重塑黏土本构关系数值建模
- 卷边槽钢纯弯构件畸变屈曲板组约束系数的直接强度法计算
- 卷边槽钢纯弯构件畸变屈曲板组约束系数的直接强度法分析
- 扭剪型高强螺栓和大六角头高强螺栓抗滑移系数试验的对比
- 304不锈钢的导热系数
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司