板坯除鳞
板坯除鳞啊专业名词采用高压水除鳞箱及轧机前后高压水喷头除鳞的优点是投资小,效果好,可以完全满足除鳞要求,新建轧机都广泛采用。
板坯除鳞基本信息
| 中文名称 | 板坯除鳞 | 外文名称 | slab descaling |
|---|---|---|---|
| 隶属 | 机械加工 | ||
板坯除鳞造价信息
板坯除鳞常见问题
-
1、供Q235B板坯,正品; 厚度180,宽度710,长度7米,附有材质单 价格:5500左...
-
钢坯是统称。板坯:截面宽、高的比值较大,主要用来轧制板材。方坯:截面宽、高相等,或差别不大,主要用来轧制型钢、线材。
-
圆钢夹钳钢管起重钳OD圆管起重吊钳1T2T/3T吊具圆钢吊夹具 型号:1吨 | 规格:1吨,开口50-100mm、2吨 | &n...
板坯除鳞文献

 CSP薄板坯连铸连轧
CSP薄板坯连铸连轧
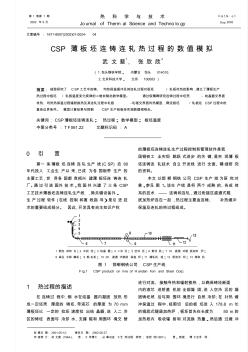
第 1 卷第 1 期 2002 年 9 月 热 科 学 与 技 术 Jo urnal of Therm al Science and Techno lo gy V ol.1,N o.1 S ep .2002 文章编号 : 1671-8097(2002)01-0024- 04 收 稿日 期 : 2001-05-12; 修回日 期 : 2002-06-27. 作 者简 介 : 武 文斐 (1964-), 男 , 工 学博士 , 从 事冶金 工艺 热过程 研究 ; 张欣 欣(1957-), 男,教授 , 博 士生导 师 . CSP 薄板 坯 连 铸 连 轧 热 过 程 的 数 值 模 拟 武 文 斐 1 , 张 欣 欣 2 ( 1.包头钢铁学院, 内蒙古 包头 014010; 2.北京科技大学, 北京 100083 ) 摘要 : 细致研究了 C SP工艺中连铸、 均热保温缓冲及其连轧过程对板坯
 连铸板坯中钢的洁净度
连铸板坯中钢的洁净度
在塞得勒钢厂对通过硫印证实存在夹杂物的板坯试样进行了系统分析,结果:钢厂采用新的生产工艺以减少钢中有害夹杂物的数量,这些生产工艺包括减少卷渣以及在钢包更换期间限制中间包液面的降低。
除鳞喷射阀安装在除鳞系统的终端,在控制系统气源压力的作用下,阀门处于常闭状态。当钢板或钢坯进入预定工位,控制系统得到除鳞信号,二位五通电磁阀得电换向,阀门打开,除鳞系统开始喷射高压水除鳞。当钢板或钢坯离开预定工位,控制系统得到结束除鳞信号,二位五通电磁阀得电换向,阀门关闭,除鳞系统喷射除鳞结束。
通常连铸机浇铸的板坯尺寸为:厚度150~250mm,宽度1000~1800mm;小板坯宽度可为600mm,厚度120mm。板坯厚度小于100mm的称薄板坯。2100433B
板坯连铸机是在20世纪60年代出现的,1964年中国重庆三钢厂和联邦德国迪林根(Dillinger)厂的大型板坯弧型连铸机几乎同时投入生产。重钢三厂浇铸断面为180mm×1500mm的板坯。至今中国已建有板坯连铸机100多台。由于板坯宽厚比大、板坯连铸不仅在连铸机构造方面,而且在生产工艺上都有其独特之处。板坯连铸机结构上的特点主要表现在二次冷却区和拉矫机。由于板坯宽度大,从结晶器出来进入二冷区的铸坯尚未完全凝固,在钢水静压力作用下,铸坯易出现鼓肚现象,引起拉坯阻力增大或拉不出来,所以铸坯导向及二冷装置必需布置密集的导向辊,以控制铸坯的鼓肚问题。拉矫机同样需要多排拉矫辊将铸坯拉出。现代连铸的拉速高,进拉矫机的铸坯尚未完全凝固,为防止坯鼓肚和减少矫直时铸坯内部的变形应力,拉矫机由20多对拉矫辊组成,并设计成多点矫直或连续矫直。由于板坯宽度大,由中间罐注入的钢流在结晶器内的热流分布不均,会使板坯出现表面纵裂,导致板坯成为废品,为此采用浸入式水口和保护浇注工艺加以解决。进入80年代,为提高铸机效率和铸坯质量,实现直接装炉轧制,提出提高拉速和生产无缺陷坯的要求,因此板坯连铸技术有了新的发展,新技术大量涌现,并形成系统配套的工艺技术。
板坯除鳞相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 机械工业常用仪器仪表标准汇编实验室仪器与真空仪器卷
- 电子水平仪
- 静力水准仪
- 微倾水准仪
- 电子水准仪
- 条式和框式水平仪
- 水准仪交叉误差
- 简易水平仪
- RSK水平仪
- 水平仪示值检定仪
- 精密水准仪
- 数字水准仪检定规程
- 数字水准仪
- 水平仪检定装置
- 水平仪零位检定器
- 水平仪的零位误差
- 公路工程施工、桥涵施工工艺大全滑模拆除工艺流程图
- 机电一体化毕业论文-液压传动系统常见故障及排除方法
- 机场滑行道下方以NATM排除地锚之潜盾施工案例
- 江苏省现行机械台班含税与除税价格调整表(机械总库)
- 建筑物拆除施工方案
- 控制爆破在拆除湖北丹江口市化肥厂锅炉房工程中应用
- 江苏省现行机械台班含税与除税价格调整表(大型机械)
- 建筑施工机械租赁合同(除塔吊)
- 工作面设备拆除施工组织设计及安全技术措施详解
- 中央空调拆除与安装维修工程施工设计方案和技术措施方案
- 设备设施拆除与报废交接及验收手续
- 北京市公路工程指导价格采集报表除税
- 钢厂原有高炉拆除及新建2800m3高炉设备安装方案
- 抹灰层铲除的施工工艺
- 玻璃鳞片衬里施工技术条件
- 联合收割机空调过热保险器故障及排除
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司