安川电机
安川电机是运动控制领域专业的生产厂商,产品有大功率普通电动机,伺服电机及变频器等产品。安川是日本第一个做伺服电机的公司,其产品以稳定快速著称。在国内,安川伺服多年来占据了部分的市场份额 。
安川电机基本信息
| 中文名 | 安川电机 | 外文名 | Yaskawa Electric |
|---|---|---|---|
| 类 型 | 伺服电机,普通电机等 | 领 域 | 自动化控制 |
安川电机驱动控制
安川电机的驱动控制事业部把多样的革新及世界最新技术整合到变频器之中并进行了产品化, 取得了行业的领先地位。这些技术作为世界标准已经渗透到各个领域,而变频器的品质、性能、功能,由此确保了一定市场份额。
安川电机运动控制
安川电机是运动控制领域专业的生产厂商,是日本第一个做伺服电机的公司,其产品以稳定快速著称,性价比高,是全球销售量最大,使用行业最多的伺服品牌。在国内,安川伺服多年来占据了一定市场份额。从一般工业用机械到半导体、电子零部件制造设备,我们都能提供适合于各种用途的最匹配的伺服、控制器产品。
安川伺服电机主要分Σ-Ⅰ,Σ-Ⅱ,Σ-Ⅲ,Σ-Ⅴ四大系列,Σ-Ⅰ和Σ-Ⅱ(除大容量以外)已停产。Σ-Ⅴ系列在国内受众最为广泛。另有简易型伺服产品骏马系列。
安川电机系统控制
以面向冶金、电力、水泥、市政、石化等行业用高压变频器的销售和技术服务为主,同时从事日本安川电机系统工程部门的CP系列控制器、高低压交直流传动装置、高低压交直流电机、 相关配套器件等各类工程型产品的销售和服务窗口工作。
安川电机机器人
多功能机器人莫托曼是以“提供解决方案”为概念,不断生机勃勃前进着的安川电机机器人产品系列在重视客户间交流对话的同时,针对更宽广的需求和多种多样的问题提供最为合适的解决方案,并实行对FA.CIM系统的全线支持 。2100433B
安川电机造价信息
安川电机(中国)有限公司是有近100年历史的日本安川电机株式会社全额投资的外商独资企业,于1999年4月在上海注册成立,注册资金3110万美金。 随着业务范围和企业规模的不断扩大,公司除上海总部外还在广州、北京、沈阳、成都等地开设了分公司,并在中国各地区设立了代理店和经销商,组成一个服务网络,使客户能获得专业的咨询服务。公司设有销售部、技术部、售后服务部、物流部等部门,企业规模在不断地扩大中 。
安川电机常见问题
-
套用安装定额给第一册的设备安装子目,人工、机械乘以0.5,材料乘以0.1系数
-
采用最普通、最基本的的U/F控制方式,适当设置启动转矩补偿和加速减速时间,选择正确的U/F启动曲线,不难,读说明书!
-
虽然做编码器起家。但的做事风格还是很让人佩服。马达自己做的。质量很不错,驱动器由台科完成。和松下比较的话差距肯定有的。松下做伺服多少年了。那不可放一起比较的。攻丝机的话看你对精度性能等的一个要求选择合...
安川电机文献

 profibus-DP通信(样例)安川电机
profibus-DP通信(样例)安川电机
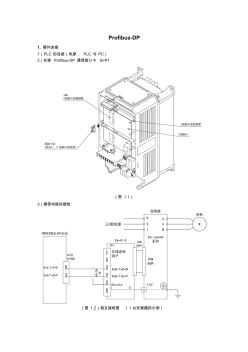
Profibus-DP 1. 硬件连接 1)PLC 的连接(电源, PLC 与 PC) 2)安装 Profibus-DP 通信接口卡 SI-P1 (图 1.1) 3)通信电缆的接线 (图 1.2)相互接线图 (1 台变频器的示例) (图 1.3)相互接线图( 2 台变频器的示例) 4)变频器主体的设定 2. 组态 1) 硬件连接完成后,打开 SIMATIC Manager 软件,出现如下的界面。点击 Finish。 (图 2.1) 2) 点击新建 (图 2.2) 3) 输入文件名后,点击 OK,(这里以文件名 090122 为例)。 (图 2.3) (图 2.4) 4) 右键选择 090122→ Insert New Object →SIMATIC 300 Station (图 2.5) 5) 双击右边的对话框中的 SIMATIC 300(1) ,双击 Hardware。 (图 2.
 大型电机的安装
大型电机的安装
大型电机的安装 卧式电机或机组的安装, 一般要经过底板的安装调整, 轴承座的安装调整, 定 转子的检查和找正,电机的定心,电机各部间隙的测量和调整,电机的干燥,耐压 试验和试车等工序,方能正式投入运行。 底板的安装和调整 一、底板 大电机的底板,一般是由钢板焊接而成,或由工字钢和槽钢等组焊而成的。 电机的底板有整体的,也有分块的。它们的作用是支撑电机,并将电机动、静负荷 传递到基础上,并保持电机各部分安装尺寸和间隙不变。 底板安装前应除去油污, 去掉防锈漆。 特别是在与水泥浇灌的结合面, 要用除 漆剂和钢刷擦洗干净,然后用布擦干,最好能预刷一层水泥浆。 在清洗底板中要注意轴承座安装面和定子机座安装面是否有划伤或锈蚀, 如发 现有类似的缺陷应用锉和砂纸修整。 新安装的电机底板对基础要有严格的要求, 基础应足够坚实。 在承受一定的静 负荷和动负荷情况下, 基础不应产生下沉。 为防止电机基础下沉
1915 年:合资公司安川电机制作所成立;
1917 年:股份公司安川电机制作所成立;
1949年:公司股票在东京、大阪、福冈证券市场上市;
1954年:与德国BBC公司 (Brown.Boueri & Co., Ltd)进行直流机器的相关技术的合作;
1957年:行桥工厂成立;
1958年:发明DC伺服电机和Minertia电机、公司股票在名古屋证券市场上市;
1961年:与法国SEA公司进行印刷电机的相关技术、小仓工厂成立;
1964年:东京工厂成立;
1968年:开发硬线NC;
1969年:开发了SF6气体开关装置的旋转弧方式、申请登记[机电一体化]商标、中间工厂成立;
1974年:软盘驱动器国产化、开发了内藏微机的微型NCYASNAC;
1977年:制造垂直多关节工业机器人MOTOMAN-L10、参加通产省大型工程计划[超高性能激光应用复合生产系统];
1978年:矢量控制变频器产品化;
1979年:制定公司规章;
1983年:参加通产省大型工程计划[极限作业机器人的开发]、“AC伺服驱动”的产品化;
1988年:开发真空机器人、东京机电一体化中心成立;
1988年:变频器工厂改造竣工;
1989年:配电设备工厂成立;
1990年:开发带电作业机器人、MOTOMAN(机器人)中心成立;
1991年:公司名称改为[株式会社安川电机]、筑波研究所成立、开发AC伺服[Σ系列];
1992年:参加通产省大型工程计划[微型机械的研究开发];
1993年:在英国开始生产变频器、聚四氟乙烯/三氯乙烷完全废除;
1994年:设立上海事务所·北京服务中心;
1995年:设立北京事务所、开始在美国和瑞士生产MOTOMAN、开发了并列处理计算机PIM、开始销售矢量控制通用变频器[VS-616G5];
1996年:成立工业用机器人合资公司(北京) 、成立通用变频器合资公司(上海·马来西亚) 、成立教育用机器人合资公司(以色列) ;
1997年:超节能可变速驱动VS-686SS5产品化、VS-686SS5作为[优秀节能装置]荣获通产省大臣奖、机器人标准部件的系列化[电弧焊接用,食品搬运用]、高清洁度场所用机器人、MOTOMAN-CR系列]产品化、英国安川电机增设通用变频器工厂、制定与环境相关的[环境中期规划];
1998年:MOTOMAN 生产达到5万台、开发超节能型电机ISM系列、东京工厂取得ISO14001认证、成立[节能支持中心];
1999年:AC伺服生产200万台、行桥工厂取得ISO14001认证、承接TOKIKO公司涂装机器人的业务、与德国西门子公司在工业用驱动系统合资开始;
2000年:日本电气株式会社和通用中小形电机事业的合作、从安川商事株式会社处转让国内机器人销售事业、收购Hand-air公司(美国)半导体系统事业部门、与西门子公司(德国)合并,从事工作机械系统事业;
2001年:收购公司(美国)的驱动部门、与安川设备安装使用工程有限公司合并;
2002年:开设问题解决中心、AC伺服累计生产了300万台;
2003年 MOTONMAN累计生产了10万台、八幡东事务所成立;
2004年 AC伺服累计生产了400万台;
2005年 新一代工业用机器人(双臂机器人·单臂机器人)产品化;
2006年 开设机器人工作站、AC伺服累计生产达500万台、MOTOMAN累计出厂达15万台、开始销售小型通用变频器「V1000」;
2007年 开始销售AC伺服驱动「Σ-V系列」、变频器累计出厂达1000万台、开设驱动中心。
安川电机(中国)有限公司驱动控制事业
安川电机的驱动控制事业部把多样的革新及世界最新技术整合到变频器之中并进行了产品化, 取得了行业的领先地位。这些最尖端的技术作为世界标准已经渗透到各个领域,而变频器的品质、性能、功能享誉于世界,由此确保了全球No.1的市场份额。
安川电机(中国)有限公司运动控制事业
配有速度频率响应为1.6kHz的伺服驱动器、控制轴数最多达到256轴的控制器等最先端产品。从一般工业用机械到半导体、电子零部件制造设备,我们都能提供适合于各种用途的最匹配的伺服、控制器产品。
安川电机(中国)有限公司系统控制事业
以面向冶金、电力、水泥、市政、石化等行业用高压变频器的销售和技术服务为主,同时从事日本安川电机系统工程部门的CP系列控制器、高低压交直流传动装置、高低压交直流电机、 相关配套器件等各类工程型产品的销售和服务窗口工作。
安川电机·DMG森社长专访
就像日本电线杆的地下化落后于世界一样,同样的事情也发生在日本的工厂里。

森雅彦社长
日本对于5轴加工机的生产落后于世界平均水平,DMG森精机将加强5轴加工机在国内的销售情况。我们向森雅彦社长询问了安川电机正在进展的工作方式改革的现状。
在世界主要国家主动纳入设备需求,2017年的机床生产台数高达11000台。
“计划在18年内达到11500台。与去年相比在中心地增加3%,根据情况也可能增加5%。生产台数的话是11500台,在中心地也可能是12000台。”
关于目前国内外的订单情况。
“17年12月在国内创下单月最高纪录,美国是高原状态。中国持续着大型机的订单,除了基础设施相关,纤维机械,印刷机械,一般产业用机械,环境相关以外,铁路有关的销量也不错。印度正处于客户难以筹集资金的状况,所以我们一边观察融资一边进行对应。”
日本的5轴加工机的比例是14%。与比例在40%左右的欧美,亚洲,中国相比,相当逊色。
“日本如果持续现状将很不乐观。除了上游数字化的延迟之外,工程复合性和测量技术也被推迟。因为已经习惯大量生产用来处理分割。三维测量仪的普及没到欧美的三分之一。今后,特别是随着越来越多半导体,飞机部件和医疗零件的日益增多,需要用5轴加工机完全加工,并且单独精确地测量每一个部件。日本已经落后了,很有危机感。”
总的来说,日本的生产效率要比欧美低很多。
“各国的年间工作时间,在德国休息时间超过了1650小时,意大利休息时间超过了1600小时,美国休息时间超过了1900小时。日本曾经是2200小时,但是减少到了2000个小时。希望最终的休息时间在1900小时左右并以现在的销售额为目标。维持工资或者奖金再提高一点。如果能提高平均工作时间内的生产量,利润也会增加。销售服务行业的公司,根据客户的工作时间来工作,逐渐营造一个代休可以完全取得的企业氛围。”
安川电机相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 安川VS-606V7变频器
- 安平县东卓金属丝网制造有限公司
- 安平县互隆边坡防护工程有限公司
- 安平县京正金属丝网制品有限公司
- 安平县众加交通安全设施有限公司
- 安平县优业丝网制品有限公司
- 安平县住房和城乡建设局
- 安平县兆天金属丝网制品有限公司
- 安平县兴通五金丝网制品有限公司
- 安平县凡特金属网业有限公司
- 安平县华恒防护网类有限公司
- 安平县博丰金属丝网制品厂
- 安平县博皇路桥边坡防护工程有限公司
- 安平县友旺金属丝网制品有限公司
- 安平县双柏金属丝网制品有限公司
- 安平县同泽金属丝网制品有限公司
- 招标附件1:九里晴川弱电工程招标清单(0901)
- 中国电机工程学会高压专业委员会
- 在听取四川省“三江”水电综合考察情况汇报时邹家华
- 云、贵、川、渝2010年水泥淘汰落后产能企业名单
- 在数控机床上通过监视主轴电机负荷实时监控刀具寿命
- 永磁同步电机-空调压缩机系统的无传感器过调制控制
- 应用新型高性能水轮机转轮对老电站水电机组增容改造
- 中川铁路饱和黄土地基水泥土搅拌桩静载试验
- 中国管状电机行业市场前景分析预测年度报告(目录)
- 中安协资[2011]2号安防工程企业资质评定标准
- 增安型2/4极双速高压箱式空-水冷三相异步电动机
- 中安消中标澳门凼城葡京皇宫酒店建筑智能化工程项目
- 基于ANSYS二次开发开关磁阻电机电磁场分析软件
- 广西灵川县农机科技入户示范工程实施工作全面启动
- 基于CC2430水轮发电机组无线振摆监测系统
- 关于四川省建筑工程施工工艺系列标准编制总结报告
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司