WJK焊接型压轨器的常用型号?
WJK焊接型压轨器分三类:(1)轻轨压轨器:WJK-TG24,WJK-TG30,
(2)重轨压轨器:WJK-TG38,WJK-TG43,WJKTG50
(3)起重轨压轨器:WJK-QU80,WJK-QU100,WJK-QU120
WJK焊接型压轨器分三类:
(1)轻轨压轨器:WJK-TG24,WJK-TG30,
(2)重轨压轨器:WJK-TG38,WJK-TG43,WJKTG50
(3)起重轨压轨器:WJK-QU80,WJK-QU100,WJK-QU120
WJK焊接型压轨器 - WJK焊接型压轨器的常用参数?
WJK焊接型压轨器造价信息
WJK焊接型压轨器 - WJK焊接型压轨器的常用型号?
螺栓等级: 4.8级/8.8级
上盖材质: 球墨铸铁/铸钢
底座材质: 铸钢
重量: 1.6KG(普通型)
配件:上盖,底座,调整肖,螺栓,螺母,弹垫,平垫。
WJK焊接型压轨器的常用型号?常见问题
-
你说的太笼统了,压力容器焊丝、焊剂、焊条的选用时根据材质和厚度选的,比如Q345R之间用的焊条是J507,09MnNiDR用的焊条是W707,Q245R之间用的是J427,白钢有白钢的焊条,碳钢有碳钢...
-
各种型号钢筋焊接长度,工地常用什么焊接,你可以看看: JGJ 18-2012 钢筋焊接及验收规程 http://www.fwxgx.com//sd/sd/show/20120813/203744....
-
焊条电弧焊的辅助工具主要有以下几种。①焊钳 焊钳是一种夹持器,起着从焊接电缆向焊条传导焊接电流的作用,使操作者能夹住焊条和控制焊条。焊钳上的绝缘手柄将操作者的手与焊接回路隔绝。焊钳必须夹紧焊条并将其保...
1、普通焊接型压轨器目前是国内广泛应用于钢吊车梁与轨道之间的固定装置。材质通常分为以下两种:Q235材质:螺栓C级,承受作用于每个轮压处的最大侧向力为45KN;Q345材质:螺栓8.8级,承受作用于每个轮压处的最大侧向力为55KN。最大安装高度为85mm;
2、缩小型压轨器主要适用于对压板安装高度有特殊要求(安装最大高度为71mm)。材质为Q345,螺栓为8.8级高强螺栓,承受作用于每个轮压处的最大侧向力为40KN。整体要求与普通焊接型压轨器一致。
3、加厚焊接型压轨器主要用于在轨道底铺设弹性复合橡胶垫板的吊车轨道之固定。一般分两种:普通加厚型和缩小加厚型,其安装高度分别为:85mm和71mm。普通加厚型材质为Q235,螺栓为C级,承受作用于每个轮压处的最大侧向力为45KN;缩小加厚型材质为Q345螺栓为8.8级高强螺栓,承受作用于每个轮压处的最大侧向力为40KN;符合使用橡胶垫高度为7mm的要求。
4、弹性复合橡胶垫板有全长铺垫和间断铺垫两种,间断铺设每两套压轨器处加一块垫板。为消除"曲弓波"效应,建议在起重量>30T,重级工作制情况下建议全长铺设橡胶垫板。
安装顺序为焊接底座板一螺栓就位一调整板一上盖板一平垫圈一弹簧垫圈一螺母。T型螺栓安装紧固后,最终压紧弹簧垫圈至接头处高差2mm为止。
WJK焊接型压轨器,焊接型压轨器,行车压轨器;山东中煤工矿集团现货供应WJK、SWJK、HWJK系列TG38、TG43、TG50、TG60、QU70、QU80、QU100、QU120焊接型轨道固定件(俗称压轨器),压轨器是以套为单位的,整套包括:上盖、底座、穿梢、螺母螺栓,弹平垫圈几部分组成的。材质有两种:一种上盖是球墨铸铁、底座是铸钢的,另一种是全套铸钢的,欢迎选购。
WJK焊接型压轨器的使用说明:地基施工需预埋钢板,把底座3面围焊在预埋钢板上,上盖抵住钢轨边缘,调节螺栓和调整肖控制压力大小和松紧度。钢轨两侧各安装一套,钢轨每隔600mm或500mm需安装一对压轨器固定
WJK焊接型压轨器的常用型号?文献

 常用焊丝型号
常用焊丝型号
常用焊丝型号 一、一般常用焊丝 1、DY-YJ502(Q)钛型渣系的药芯焊丝。工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以 达到船级社 3y 级认证。广泛用于造船、钢结构、桥梁等。 2、DY-YJ507(Q)碱型渣系的药芯焊丝。力学性能优良,扩散氢含量低,具有优良的低温抗裂性能。 -40 度冲击 功可达到 80 以上。用于机械制造、水电、石油化工设备等。 3、DY-YJ607(Q)碱型渣系的药芯焊丝。 力学性能优良, 扩散氢含量低, 适用于 60 公斤级高强高韧性钢的焊接。 4、YJ502CrNiCu (Q)钛型全位置焊接药芯焊丝。用于耐大气腐蚀钢的焊接。如海洋平台的焊接用。 5、YJ502Ni (Q)钛型全位置焊接药芯焊丝。低温冲击吸收功高,满足 -40 度气温下金属结构的使用。 二、耐热钢系列药芯焊丝 1、DY-YR302 (Q)钛型渣系的药芯焊丝,适用于 1C
 焊接位置的代号
焊接位置的代号
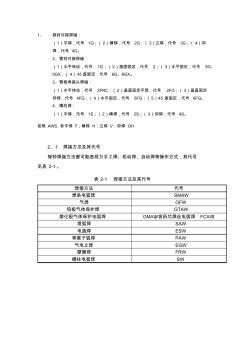
1、 板材对接焊缝: (1)平焊,代号 1G;( 2)横焊,代号 2G;( 3)立焊,代号 3G;( 4)仰 焊,代号 4G。 2、管材对接焊缝: (1)水平转动,代号 1G;( 2)垂直固定,代号 2;( 3)水平固定,代号 5G、 5GX;( 4) 45度固定,代号 6G、6GX。 3、管板角接头焊缝: (1)水平转动,代号 2FRC;( 2)垂直固定平焊,代号 2FG;( 3)垂直固定 仰焊,代号 4FG;( 4)水平固定,代号 5FG;( 5)45 度固定,代号 6FG。 4、螺柱焊: (1)平焊,代号 1S;( 2)横焊,代号 2S;( 3)仰焊,代号 4S。 按照 AWS ,有平焊 F,横焊 H,立焊 V,仰焊 OH 2、1 焊接方法及其代号 每种焊接方法都可能表现为手工焊、机动焊、自动焊等操作方式,其代号 见表 2-1。 表 2-1 焊接方法及其代号 焊接方法 代号 焊条
焊接型压轨器,即焊接型轨道固定件,由上盖板,底座板,调整板,螺栓,螺母,平垫圈,弹簧垫圈7部分组成。固定件底座与吊车梁焊接,焊条型号选用应与联结件材质相适应。
焊接型轨道固定件又名焊接型压轨器,由上盖板,底座板,调整板,螺栓,螺母,平垫圈,弹簧垫圈7部分组成。固定件底座与吊车梁焊接,焊条型号选用应与联结件材质相适应。如采用Q235及Q345钢时分别采用E4315、E5015型焊条。
固定件的材料及制做标准
(1)上盖板,底座板,调整板为ZG270-500.材质符合5676-85之规定.采用失蜡精密铸造.II级级量,尺寸偏差符合JZ67-2II级精度之规定.
(2)螺栓,螺母为Q235BF 钢加工件,机械性能及化学成分GB700 -88之 规定,螺栓表面精度12.5 ,螺母符合GB 6170-86 之规定.
(3)平垫圈为Q235AF钢,制作要求符合 GB97.1-85之规定
(4)弹簧垫圈为65Mn或60si2Mn钢,材质符合1222-84之规定,制作要求符合 GB93-87之规定.
焊接型轨道固定件又名焊接型压轨器,由上盖板,底座板,调整板,螺栓,螺母,平垫圈,弹簧垫圈7部分组成。固定件底座与吊车梁焊接,焊条型号选用应与联结件材质相适应。如采用Q235及Q345钢时分别采用E4315、E5015型焊条。
(1)上盖板,底座板,调整板为ZG270-500。材质符合5676-85之规定。采用失蜡精密铸造II级级量,尺寸偏差符合JZ67-2II级精度之规定。
(2)螺栓、螺母为Q235BF钢加工件,机械性能及化学成分GB700-88之规定,螺栓表面精度12.5,螺母符合GB 6170-86 之规定。
(3)平垫圈为Q235AF钢,制作要求符合 GB97.1-85之规定。
(4)弹簧垫圈为65Mn或60si2Mn钢,材质符合1222-84之规定,制作要求符合 GB93-87之规定。
WJK焊接型压轨器相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 浴霸
- 多功能换气设备(浴霸)
- 浴霸的选择
- 增强聚丙烯(FRPP)管
- 壁挂式浴霸
- 饲料颗粒机
- 衡山箬竹
- 灯暖型浴霸
- 建筑外墙用腻子
- 膨化机
- 风暖式浴霸
- 液压机
- 建筑外墙用腻子粉的研制及应用
- 多功能浴霸
- 圆压圆模切机
- A牌腻子
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司