VIKING模具钢VIKING应用
热处理
⒈软性退火
在保护气氛中加热至880℃,再以每小时约10℃的冷却速度炉冷到650℃,然后空冷。
⒉应力消除
粗加工后,模具加热至650℃,保温2小时,缓冷至500℃,然后空冷。
⒊热锻
锻造温度1090℃~900℃。模具缓慢加热并均匀至约700℃,然后快速加热至热锻温度。锻打后,模具应置于炉中、木炭中、沙子中或蛭石中缓慢冷却。
⒋淬火
⑴预热温度 :600-700℃,
⑵奥氏体化温度:980-1050℃,通常采用1010℃。
温度℃ | 保温时间min | 回火前硬度(近似值)HRC |
980 1010 1050 | 40 30 20 | 57 60 60 |
⑶保温时间=模具达到淬火温度透热后,所在需要的保持时间。
⑷防脱碳的保护措施
淬火时,防脱碳和氧化的保护措施,建议如下:
①中性盐浴加热;②用铸铁屑,焦碳包裹模具;③保护气氛-吸热性气体;④真空。
淬火温度℃ | 活性碳ac | 露点(近似值)℃ | 二氧化碳含量% |
980 1010 1050 | 0.07 0.06 0.06 | +10 +4 +1 | 0.45 0.40 0.30 |
⑸淬火介质
①循环气体或空气;②高速气体;③在200-550℃分级炉中淬火,1-120分钟,然后空冷;④油。
注意:模具冷却至50-70℃应马上回火。
⑹转变温度
当以每小时100℃的速度加热时,奥氏体大约在800℃开始形成;在约850℃转变结束。当以每小时100℃的速度冷却时,奥氏体大约在820℃时开始转变,约在750℃转变结束。
⒌回火
缓慢均匀加热至回火温度,回火二次,最低回火温度180℃,保温至少2小时。
⒍火焰硬化和感应硬化
VIKING可用火焰硬化和高频感应硬化。为使火焰或感应硬化后获得均匀的硬度,模具应首先预硬至35±2HRC,火焰硬化或感应硬化后应至少在180℃回火。
⒎空冷后的尺寸改变
试样:100×100×25mm
奥氏体化温度℃ | 宽度% | 长度% | 厚度% |
970 最小 最大 | -0.01 +0.03 | -0.02 +0.04 | +0.04 +0.08 |
1000 最小 最大 | +0.02 +0.08 | +0.02 +0.09 | +0.04 +0.12 |
1030 最小 最大 | +0.01 +0.12 | +0.01 +0.10 | +0.04 +0.12 |
8.氮化
氮化处理使得模具具有一层坚硬的表面氮化层以提高其耐磨损和耐腐蚀性能。在525℃氨气氮化后,模具表面硬度可高达约1000HV。570℃软氮化二小时,模具可得到一层很薄的表面硬化层,硬度为900~1000HV。
氮化时间(小时) | 20 | 30 | 60 |
氮化层深度(mm) | 0.15 | 0.25 | 0.30 |
电火花加工(EDM)
硬化后模具进行电火花加工后应以低于上次回火温度25℃的温度再回火一次。
VIKING的焊接
模具钢的焊接,采取适当保护措施(如模具预热,焊缝预加工,合适的焊条和焊接工艺)方可获得好的焊接效果。VIKING能够做焊接处理,模具经预热可减少焊接开裂的风险。
焊接注意要点如下:
⑴退火状态VIKING的焊接
①预热至300-400℃;②在300-400℃时焊接;③模具缓慢冷却至约80℃后立即软性退火;④淬火和回火。
⑵硬化状态VIKING的焊接
①预热至先前回火温度,最低250℃,最高300℃;②在此温度焊接,焊接温度不得低于200℃;③空冷到约80℃;④焊补后应马上回火,回火温度低于上次回火温度25℃。
注意:退火态VIKING焊接时,应选用与基体材料相同成分的焊条。硬化态VIKING电焊时,使用OK84.52焊条或UTP67焊条。氩弧焊时,使用UTP A 67S或Castolin CastoTIG5焊丝。
VIKING模具钢造价信息
热处理
⒈软性退火
在保护气氛中加热至880℃,再以每小时约10℃的冷却速度炉冷到650℃,然后空冷。
⒉应力消除
粗加工后,模具加热至650℃,保温2小时,缓冷至500℃,然后空冷。
⒊热锻
锻造温度1090℃~900℃。模具缓慢加热并均匀至约700℃,然后快速加热至热锻温度。锻打后,模具应置于炉中、木炭中、沙子中或蛭石中缓慢冷却。
⒋淬火
⑴预热温度 :600-700℃,
⑵奥氏体化温度:980-1050℃,通常采用1010℃。
| 温度℃ |
保温时间min |
回火前硬度(近似值)HRC |
| 980 1010 1050 |
40 30 20 |
57 60 60 |
⑶保温时间=模具达到淬火温度透热后,所在需要的保持时间。
⑷防脱碳的保护措施
淬火时,防脱碳和氧化的保护措施,建议如下:
①中性盐浴加热;②用铸铁屑,焦碳包裹模具;③保护气氛-吸热性气体;④真空。
| 淬火温度℃ |
活性碳ac |
露点(近似值)℃ |
二氧化碳含量% |
| 980 1010 1050 |
0.07 0.06 0.06 |
10 4 1 |
0.45 0.40 0.30 |
⑸淬火介质
①循环气体或空气;②高速气体;③在200-550℃分级炉中淬火,1-120分钟,然后空冷;④油。
注意:模具冷却至50-70℃应马上回火。
⑹转变温度
当以每小时100℃的速度加热时,奥氏体大约在800℃开始形成;在约850℃转变结束。当以每小时100℃的速度冷却时,奥氏体大约在820℃时开始转变,约在750℃转变结束。
⒌回火
缓慢均匀加热至回火温度,回火二次,最低回火温度180℃,保温至少2小时。
⒍火焰硬化和感应硬化
VIKING可用火焰硬化和高频感应硬化。为使火焰或感应硬化后获得均匀的硬度,模具应首先预硬至35±2HRC,火焰硬化或感应硬化后应至少在180℃回火。
⒎空冷后的尺寸改变
试样:100×100×25mm
| 奥氏体化温度℃ |
宽度% |
长度% |
厚度% |
| 970 最小 最大 |
-0.01 0.03 |
-0.02 0.04 |
0.04 0.08 |
| 1000 最小 最大 |
0.02 0.08 |
0.02 0.09 |
0.04 0.12 |
| 1030 最小 最大 |
0.01 0.12 |
0.01 0.10 |
0.04 0.12 |
8.氮化
氮化处理使得模具具有一层坚硬的表面氮化层以提高其耐磨损和耐腐蚀性能。在525℃氨气氮化后,模具表面硬度可高达约1000HV。570℃软氮化二小时,模具可得到一层很薄的表面硬化层,硬度为900~1000HV。
| 氮化时间(小时) |
20 |
30 |
60 |
| 氮化层深度(mm) |
0.15 |
0.25 |
0.30 |
电火花加工
硬化后模具进行电火花加工后应以低于上次回火温度25℃的温度再回火一次。
VIKING的焊接
模具钢的焊接,采取适当保护措施(如模具预热,焊缝预加工,合适的焊条和焊接工艺)方可获得好的焊接效果。VIKING能够做焊接处理,模具经预热可减少焊接开裂的风险。
焊接注意要点如下:
⑴退火状态VIKING的焊接
①预热至300-400℃;②在300-400℃时焊接;③模具缓慢冷却至约80℃后立即软性退火;④淬火和回火。
⑵硬化状态VIKING的焊接
①预热至先前回火温度,最低250℃,最高300℃;②在此温度焊接,焊接温度不得低于200℃;③空冷到约80℃;④焊补后应马上回火,回火温度低于上次回火温度25℃。
注意:退火态VIKING焊接时,应选用与基体材料相同成分的焊条。硬化态VIKING电焊时,使用OK84.52焊条或UTP67焊条。氩弧焊时,使用UTP A 67S或Castolin CastoTIG5焊丝。
化学成分
ASSAB | AISI | DIN | 主要化学成分(%) | |||||
C | Si | Mn | Cr | Mo | V | |||
VIKING | --- | --- | 0.50 | 1.00 | 0.50 | 8.00 | 1.50 | 0.50 |
一般用于高载荷冲切和成型加工的耐冲击钢种都不能提供最佳的综合性能:
S1 -淬透性和耐磨性
W.-Nr.1.2767 -耐磨性差
H13 -耐磨性和抗压强度不足
S7 -长寿命生产运转中、耐磨性不足
VIKING是一种适用于高载荷冲切和成型加工,具有高耐磨性和高韧性的多用途高合金模具钢。
被加工材料厚度可达25mm之冲切和冲孔模;
其它用途:精冲模;切边模;深拉模;冷锻模;摆碾模;轧辊;形状复杂的冷挤模;制管拉伸模等。
物理性能
VIKING硬化至52-54HRC,室温及高温之物理性能.
温度(℃) | 20 | 200 | 400 |
密度(Kg/m) | 7750 | 7700 | 7650 |
热膨胀系数(20℃起/℃) | --- | 11.6×10-6 | 11.3×10-6 |
弹性模量(N/mm) | 190000 | 185000 | 170000 |
热传导系数(W/m℃) | 26.1 | 27.1 | 28.6 |
比热(J/Kg℃) | 460 | --- | --- |
抗拉强度
抗拉强度是一个常用的参考数值,所有试样均取自直径为35mm的圆棒之轧制方向,试样经1010±℃油淬及回火二次至不同硬度。
硬度HRC | |||
58 | 55 | 50 | |
抗拉强度Rm(N/mm) | 1960 | 1860 | 1620 |
屈服强度Rp0.2(N/mm) | 1715 | 1620 | 1470 |
断面收缩率Z(%) | 15 | 28 | 35 |
延伸率A5(%) | 6 | 7 | 8 |
抗压强度
试样之取样及热处理方式与抗拉强度测试之试样相同。
硬度HRC | |||
58 | 55 | 50 | |
抗压强度Rm(N/mm) | 2745 | 2450 | 2060 |
抗压屈服强度Rp0.2(N/mm) | 2110 | 2060 | 1715 |
VIKING模具钢VIKING应用常见问题
-
1.2885模具钢的价格在50-70元/KG
-
如果能使用碳素工具钢制作,再加上淬火处理,模具的硬度高,耐磨性能好,模具的使用寿命肯定要长的多。比如:T8工具钢、 T10工具钢。
VIKING模具钢化学成分
| ASSAB |
AISI |
DIN |
主要化学成分(%) |
|||||
| C |
Si |
Mn |
Cr |
Mo |
V |
|||
| VIKING |
--- |
--- |
0.50 |
1.00 |
0.50 |
8.00 |
1.50 |
0.50 |
一般用于高载荷冲切和成型加工的耐冲击钢种都不能提供最佳的综合性能:
S1 -淬透性和耐磨性
W.-Nr.1.2767 -耐磨性差
H13 -耐磨性和抗压强度不足
S7 -长寿命生产运转中、耐磨性不足
VIKING是一种适用于高载荷冲切和成型加工,具有高耐磨性和高韧性的多用途高合金模具钢。
被加工材料厚度可达25mm之冲切和冲孔模;
其它用途:精冲模;切边模;深拉模;冷锻模;摆碾模;轧辊;形状复杂的冷挤模;制管拉伸模等。
VIKING模具钢物理性能
VIKING硬化至52-54HRC,室温及高温之物理性能.
| 温度(℃) |
20 |
200 |
400 |
| 密度(Kg/m) |
7750 |
7700 |
7650 |
| 热膨胀系数(20℃起/℃) |
--- |
11.6×10-6 |
11.3×10-6 |
| 弹性模量(N/mm) |
190000 |
185000 |
170000 |
| 热传导系数(W/m℃) |
26.1 |
27.1 |
28.6 |
| 比热(J/Kg℃) |
460 |
--- |
--- |
VIKING模具钢抗拉强度
抗拉强度是一个常用的参考数值,所有试样均取自直径为35mm的圆棒之轧制方向,试样经1010±℃油淬及回火二次至不同硬度。
| 硬度HRC |
|||
| 58 |
55 |
50 |
|
| 抗拉强度Rm(N/mm) |
1960 |
1860 |
1620 |
| 屈服强度Rp0.2(N/mm) |
1715 |
1620 |
1470 |
| 断面收缩率Z(%) |
15 |
28 |
35 |
| 延伸率A5(%) |
6 |
7 |
8 |
VIKING模具钢抗压强度
试样之取样及热处理方式与抗拉强度测试之试样相同。
| 硬度HRC |
|||
| 58 |
55 |
50 |
|
| 抗压强度Rm(N/mm) |
2745 |
2450 |
2060 |
| 抗压屈服强度Rp0.2(N/mm) |
2110 |
2060 |
1715 |
VIKING(ASSAB TOOLING瑞典一胜百高耐磨性高韧性冷作模具钢)是一种油冷、气冷硬化模具钢,具有下列特性:①良好的热处理尺寸稳定性;②良好的机加工和磨耐加工性能;③综合了极佳的韧性和耐磨性;④常用硬度范围为52-54HRC,在工业领域应用广泛。
VIKING模具钢模具工作条件
模具使用状态受多方面影响,如模具的润滑、冷却、模座刚性、被加工材料的特性(磨粒磨损和粘着磨损)、被加工件的厚度、模具及产品设计及模具使用寿命等等。在冲切过程中,模具必须具备一定的韧性。当冲切厚的板材和钢带时,模具冲切刃口会承受很高的拉应力,所以要求模具必须具有很高的韧性才不至于开裂。被加工件厚度越厚对模具韧性要求就越高,此时就必须选用高韧性且耐冲击的模具材料,同时还必须具有良好的耐磨性以保证合理经济的生产运转。
VIKING模具钢组织结构
VIKING经1010℃淬火及540℃两次回火后的组织包括碳化物,回火马氏体和大约1%残余奥氏体。

VIKING模具钢VIKING简介
VIKING(ASSAB TOOLING瑞典一胜百高耐磨性高韧性冷作模具钢)是一种油冷、气冷硬化模具钢,具有下列特性:①良好的热处理尺寸稳定性;②良好的机加工和磨耐加工性能;③综合了极佳的韧性和耐磨性;④常用硬度范围为52-54HRC。
模具工作条件
模具使用状态受多方面影响,如模具的润滑、冷却、模座刚性、被加工材料的特性(磨粒磨损和粘着磨损)、被加工件的厚度、模具及产品设计及模具使用寿命等等。在冲切过程中,模具必须具备一定的韧性。当冲切厚的板材和钢带时,模具冲切刃口会承受很高的拉应力,所以要求模具必须具有很高的韧性才不至于开裂。被加工件厚度越厚对模具韧性要求就越高,此时就必须选用高韧性且耐冲击的模具材料,同时还必须具有良好的耐磨性以保证合理经济的生产运转。
组织结构
VIKING经1010℃淬火及540℃两次回火后的组织包括碳化物,回火马氏体和大约1%残余奥氏体。
VIKING模具钢VIKING应用文献

 模具钢
模具钢
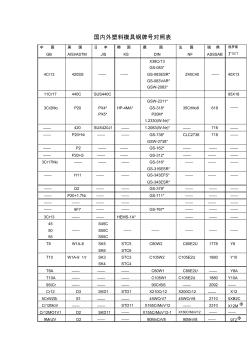
国内外塑料模具钢牌号对照表 中 国 GB 美 国 AISI/ASTM 日 本 JIS 韩 国 KS 德 国 DIN 法 国 NF 瑞 典 ASSSAB 俄罗斯 OCT 4Cr13 420SS —— —— X38Cr13 GS-083* GS-083ESR* GS-083VAR* GSW-2083* Z40C40 —— 40X13 11Cr17 440C SUS440C 95X18 3Cr2Mo P20 PX4* PX5* HP-4MA* GSW-2311* GS-318* P20M* 1.2330(W-Nr)* 35CrMo8 618 —— —— 420 SUS420J1 —— 1.2083(W-Nr)* —— 716 —— —— P20+Ni —— —— GS-738* GSW-2738* CLC2738 718 —— —— P2 —— ——
 模具钢的应用
模具钢的应用
1 模具钢的应用 1 模具钢的发展机遇 1.1模具在先进制造业中的作用与地位 模具是先进制造业生产中极其重要的特殊基础工艺装备, 其生产 过程集精密制造、计算机技术、智能控制和绿色制造为一体,既是高 新技术载体,又是高新技术产品。 由于使用模具批量生产制件具有高 生产效率、高一致性、低的耗能耗材,以及有较高的精度和复杂程度, 因此已越来越被国民经济各工业生产部门所重视,被广泛用于机械、 电子、汽车、信息、航空、航天、轻工、军工、交通、建材、医疗、 生物、能源等制造领域,在我国经济发展、国防现代化和高端服务中 起到了十分重要的支撑作用, 也为我国经济运行中的节能降耗作出了 重要贡献。工业要发展,模具须先行,没有高水平的模具就没有高水 平的工业产品。 现在,模具工业水平已经成为衡量一个国家制造业水 平高低的重要标志,也是一个国家的工业产品保持国际竞争力的重要 保证之一。 1.2 模具钢市场发
VIKING是一种油冷、气冷硬化模具钢,具有下列特性:
良好的热处理尺寸稳定性;良好的机加工和磨耐加工性能;综合了极佳的韧性和耐磨性;常用硬度范围为52-58HRC。
模具钢的焊接,采取适当保护措施(如模具预热,焊缝预加工,合适的焊条和焊接工艺)方可获得好的焊接效果。VIKING能够做焊接处理,模具经预热可减少焊接开裂的风险。 焊接注意要点如下:
⑴退火状态VIKING的焊接
①预热至300-400℃;
②在300-400℃时焊接;
③模具缓慢冷却至约80℃后立即软性退火;
④淬火和回火。
⑵硬化状态VIKING的焊接
①预热至先前回火温度,最低250℃,最高300℃;
②在此温度焊接,焊接温度不得低于200℃;
③空冷到约80℃;④焊补后应马上回火,回火温度低于上次回火温度25℃。
注意:退火态VIKING焊接时,应选用与基体材料相同成分的焊条。硬化态VIKING电焊时,使用OK84.52焊条或UTP67焊条。氩弧焊时,使用UTP A 67S或Castolin CastoTIG5焊丝。
viking精密电阻 精密贴片viking电阻 viking光颉精密电阻 光颉viking精密电阻 合金精密电阻 viking打线式精密电阻 金属膜精密电阻
viking插件精密电阻 viking薄膜精密电阻 viking碳膜精密电阻 viking精密排阻 viking精密电阻排 光颉viking精密电阻阻值 viking精密电阻采购 viking精密电阻选型
viking精密电阻代理 viking精密电阻电感 viking精密电阻电容 viking功率精密电阻 viking毫欧精密电阻 viking超低阻值精密电阻 合金低阻值viking精密电阻
ar-常规薄膜精密电阻 wb-打线式贴片电阻 pr-防湿精密贴片电阻 rt-可雷切芯片电阻 tfan-薄膜贴片排阻 as-抗硫化芯片电阻
csr-金属精密薄膜电阻 cr-厚膜贴片电阻 cfs-碳膜无脚电阻 cn-厚膜贴片排阻 mfr-插件式金属精密电阻 cn-41-厚膜贴片排阻
mfd-高精密金属固定电阻 nmr-无磁性厚膜电阻 cfr-插件式碳膜电阻 pwr-耐突波贴片电阻 mof-金属氧化膜电阻 hvr-耐高压芯片电阻
cs-电流感应贴片电阻 phv-插件式高压电阻 tcs-薄膜电流感应电阻 phw-插件式功率电阻 rs-电流感应芯片电阻 lrs-高功率超低阻值
lr-合金超低阻电阻 tr-插件式功率电阻等等
VIKING模具钢相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 15crmo合金板
- 6061t6铝合金
- ICC国际商业中心
- VIKING钢材
- 推拉丝式送丝
- 实用焊接操作技法
- 焊接能手绝技约活精粹
- 轻金属焊接技术
- 15crmo高压无缝管
- 15CrMo厚壁合金钢管
- 枫泽苑
- 焊接手套
- 焊接成本
- 焊工速查表
- 实用焊接工艺手册
- 厚壁15crmoG合金管
- 分形DGS单元结构设计及其在微带电路中的应用
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 应对水源突发污染的城市供水应急处理技术与应用
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 新型基于热力学法的水泵效率数学模型及应用
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 乙烯基树脂混凝土电解槽的性能及在湿法冶金中的应用
- 应用清单招标与经评审的最低投标价法评标的几点思考
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 智能电力监控管理系统在某飞机维修公司工程中的应用
- 异形人工挖孔桩和预应力土层锚杆组合在基坑中的应用
- 智能照明系统在高校教学楼建筑节能改造中的应用
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司