T2180深孔钻镗床
T2180深孔钻镗床是深孔机床的一种型号,T代表镗床,21代表这种型号的深孔机床既可以钻孔,也可以镗孔,80代表这种深孔机床镗孔的最大直径是800mm.
T2180深孔钻镗床基本信息
| 中文名称 | T2180深孔钻镗床 | T代表 | 镗床 |
|---|---|---|---|
| 属性 | 深孔机床的一种型号 | 最大直径 | 800mm |

T2180深孔钻镗床概述
T2180A系列深孔钻镗床根据工件的长短选用两种加工工件艺:短工件采用授油器授油并液压顶紧;长工件采用由镗杆尾部授油,四爪卡盘夹紧。授油器采用创新的主轴式结构形式,承重性能有很大提高,旋转精度更高。床身导轨采用适宜深孔加工机床的双矩形导轨,承载能力大,导向精度好;导轨经过了淬火处理,耐磨性较高。适用于机床制造、机车、船舶、煤机、液压、动力机械、风动机械等行业的镗削、滚压加工,使工件粗糙度达0.4-0.8μm。本系列深孔镗床根据工件情况,可选择下列几种工作形式:1、工件旋转、刀具旋转和往复进给运动;2、工件旋转、刀具不旋转只作往复进给运动;3、工件不旋转、刀具旋转和往复进给运动。
T2180深孔钻镗床造价信息
T2180深孔钻镗床常见问题
-
钻孔灌注桩施工工艺方法及主要技术措施(一)、测定桩位按照《桩基础平面布置图》将桩位精确定位到实地,定测方法使用轴线交汇,放线误差控制在10mm以内。钻孔前,沿轴线预埋十字定位龙门桩,将桩位沿轴线方向引...
-
正规图纸一般不会有问题!
-
该镗床由床身,立柱导轨和支座组成,可运动的部件有主轴箱和工作台,主轴箱可在立柱导轨上上下移动来改变加工中心的位置,工作台可左右前后移动,还可旋转360度的角度,特别对型面复杂的大件进行镗孔非常方便。
T2180深孔钻镗床文献

 深孔钻镗床钻杆支承套改进
深孔钻镗床钻杆支承套改进
通过设计使用尼龙内衬的分体结构钻杆支承套替代材质为球墨铸铁四瓣整体式钻杆支承套,有效地解决了钻杆支承套易磨损的问题,延长支承套使用寿命,降低生产成本,提高内孔加工精度。
深孔钻镗床输油器系统结构的优化设计与研究
针对T2120型深孔钻镗床在加工机床临界尺寸Ф30孔时遇到的输油器内部系统不稳定及头部"发热"问题,通过分析输油器所受切削液的压力及其轴承产生的热量,并用Deform模拟其轴承在外力作用下的温度场,得出输油器所出现的问题是由于切削液作用力过大引起的.通过对输油器内部结构的优化改进,降低了切削液作用面积,减小了切削液作用力,从而解决了系统不稳定及轴承摩擦引起的发热过高问题,也方便拆卸,不影响原有输油器的加工能力,增大了输油器的加工孔范围.
作者:梅庆林
单位:中国一重集团绍兴重型机床有限公司
来源:《金属加工(冷加工)》杂志
因大直径深孔钻镗床在机械加工过程中占有重要的地位,所以对大直径深孔钻镗床的研究越来越重视,本文针对大直径深孔钻镗床的授油器及内(外)排屑装置技术进行研究。

深孔钻镗床冷却、润滑及内(外)排屑原理
(1)内排屑:一般在钻孔或套料时都采用内排屑,内排屑时,高压的切削液通过装在导向架里的授油器压入被加工工件孔内的切削区域,高压的切削液带动切屑通过钻杆内孔和钻杆箱主轴孔,流到装在钻杆箱主轴后端的内排屑收集罩和切屑收集车至汇集池,进入磁力分离器清除切屑,再经不定期沉淀箱多次过滤沉淀, 流入油泵油箱, 再由螺杆泵吸入至送油器,不断循环使用。如图1、图2所示。
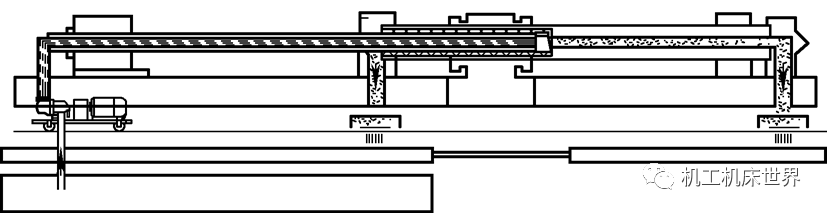
图1 钻孔时冷却示意图(内排屑)
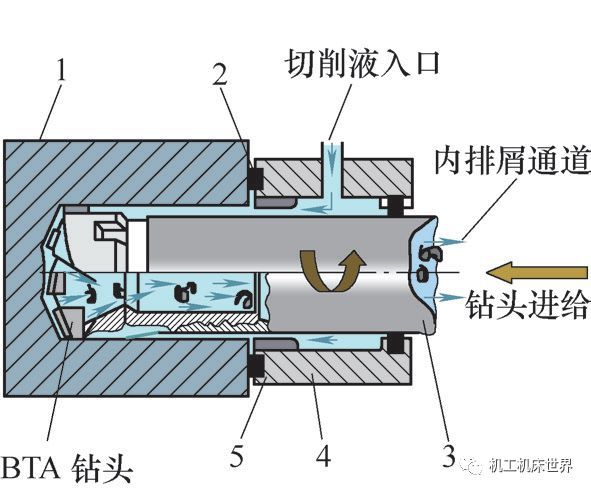
图2 钻削时(内排屑)冷却、润滑图
1.工件 2.密封圈 3.钻杆 4.授油器 5.导套
(2)外排屑:一般在镗孔或扩孔时都采用外排屑(此时不使用授油器)。外排屑时,将钻杆主轴后端的内排屑收集罩卸下,将床身后侧压力油管的截止阀用高压软管与钻杆主轴后端部的法兰盘连接起来。切削液通过钻杆主轴和钻杆的内孔到工件的切削区域。这时切削液带着切屑流到工件两端的切屑收集罩里,过滤后,流到汇集池里,再经过沉淀箱回到泵站油箱。如图3所示。冷却装置原理如图4所示。
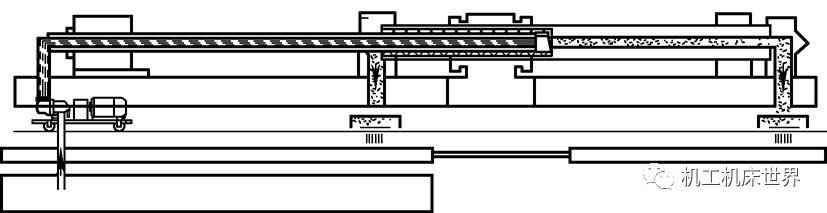
图3 镗孔时冷却示意图(外排屑)
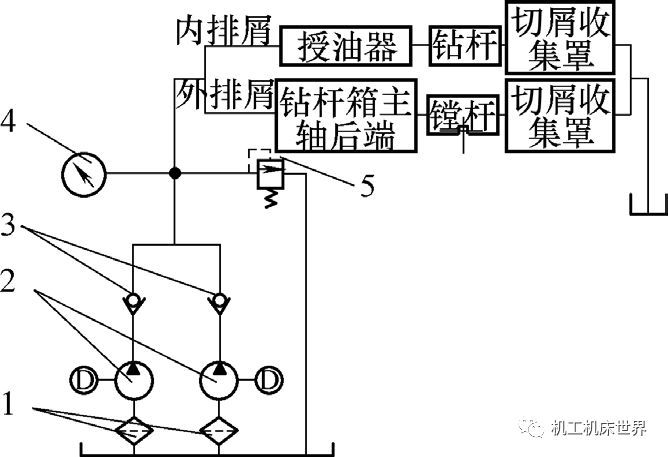
图4 冷却装置原理图
1.网式滤油器 2.螺杆泵 3.截止阀 4.压力表 5.溢流阀
这里要强调的是接入的机械油要有足够的正压,足以推动在连续钻(镗)削过程中产生的切屑,将其通过较长的钻(镗)杆内孔路径排到积屑箱。如果不能建立起足够的正压,将无法排出切屑,导致堵屑,无法进行正常的深孔钻(镗)削。

不旋转式授油器
授油器是深孔钻削系统中不可缺少的一部分。其主要功能是正确引导钻头并向切削区提供高速切削液,传递轴向力、夹紧力等。同时还起到支承钻杆的作用。授油器一般分为不旋转式授油器(见图5)和旋转式授油器两种,分别用于工件不旋转和旋转两种方式。而本设备是针对工件固定、加工方式为刀具旋转进给的钻削系统设计的,故采用不旋转式授油器。其工作原理是:授油器装在导向中心架上,它是一个圆柱形部件,用于内排屑钻孔时输送压力切削液的。它前端的导向套可根据钻头直径调换规格,它后端的钻杆支持套,可根据钻杆的直径来变换规格。钻孔时,旋转手轮使伸缩轴即心轴靠向工件表面,将前密封圈紧贴工件表面,从而把授油器的伸缩轴端部与工件端面密封。切削液由进液管通过伸缩轴进入,经由钻头体与导向套形成的环形缝隙进入切削区,冷却并润滑钻头。后密封圈是为了防止切削液由钻杆外部露出而设置的,钻头进入工件时由导向套引导其稳定钻削,当导向套磨损后需及时更换。
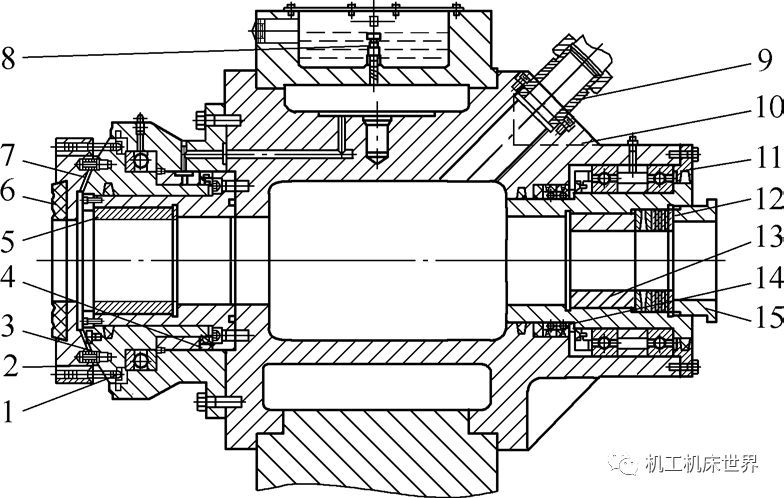
图5 不旋转式授油器装配图
1.弹簧 2.防转销 3.推力球轴承 4、14.旋转密封圈
5、13.刀具定心套 6、7.密封圈 8.流量调整阀
9.进油接头 10.授油器本体
11.深沟球轴承 12.碟簧 15.螺母

内(外)排屑系统装置计算
内(外)排屑系统装置计算原理相同,故此处仅介绍内排屑系统的参数计算。取切削区排屑通道入口至喷口之间的单元流体为研究对象,如图6所示。
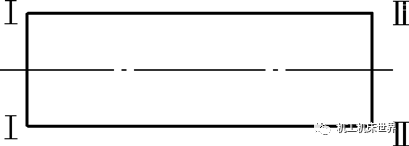
图 6
常压效应下,能量方程为:
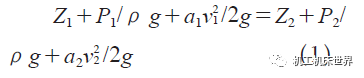
式中Z1、Z2为Ⅰ、Ⅱ截面处的比位能;P1、P2为Ⅰ、Ⅱ截面处的平均压力;v1、v2为Ⅰ、Ⅱ截面处的平均流速;a1、a2为Ⅰ、Ⅱ截面处的动能修正系数;ρ 为切削润滑液的密度;h为沿程能量损失的距离。
对于所研究对象Z 1= Z 2 ,v 1=v 2=v,又因是紊流流动,取a1=a2=1。则由公式(1)可得:
通过以上公式可计算出授油器入口的压力值,由该压力值乘相应的效率损失系数得出液压泵出口的压力值,以此值来选取液压泵的型号。
切削区排屑通道的压差产生的抽吸力直接作用在排屑通道中的切屑上,实现压差排屑,压力区压差越大,则排屑效果越好,系统排屑能力也越高。
冷却系统安装在地基上的冷却箱,用来储存、过滤切削液。冷却车上装有两个螺杆泵,在使用过程中,可分别开动一个或两个泵,以便合理使用切削液。
为保证正常的切削,切削液工作压力为2.5MPa,通过授油器(内排屑)或镗杆后端(外排屑)压入工件孔内,然后切削液与切屑一起流入集屑车后净化,再流回切削液箱内,最后经过过滤网回到油池,以此循环使用。

结语
通过该技术应用,使重型深孔钻镗床动态特性好、抗振性强以及运动精度高,大大提高了工件的加工精度和加工效率,加工工件产品质量稳定,延长使用刀具寿命,是一种较为理想的绿色钻(镗)削工艺系统。
深孔钻镗床刀具是一款刀具。
深孔钻镗床刀具简称深孔刀具。
深孔刀具分为粗刀,精刀。
粗刀有硬质合金焊接结构的T型深孔粗、半精镗头专用刀具和单刃可转位刀片结构的机夹刀具。
精刀(浮动镗刀)采用硬质合金焊接结构,长度方向可微量调整,刀块与精镗头体之间采用浮动联接,适用于深孔的精加工。
该刀具选用优质可转位涂层刀片,具有加工效率高、转换刀片方便、刀体可长期使用、刀具消耗费用低等多种特点。可加工碳素钢、高强度合金钢、不锈钢等多种材料。
深孔钻镗床刀具工作原理:
在正常加工过程中,随着钻孔的深入,刀具所受钻削扭矩基本保持不变,电机的功率也基本保持不变。当刀具损坏后,则刀具所受扭矩变大,从而引起电机电流增大,通过PLC的模拟量输入模块将检测到模拟量信号转变为数字量信号,利用PLC的运算功能与设定值进行比较,来确定刀具是否损坏。
利用调速装置的模拟量输出口将检测到的电流信号转换成0~10V电压信号,输出到PLC的模拟量输入模块进行A/D模数转换,然后与设定值进行比较。这个设定值由工艺人员根据工件材质,刀具,加工量等参数得到,通过拔段开关来选择。当检测值大于设定值20%时,则判定扭矩过载,即刀具受损,PLC发出报警,停止加工,更换刀具, 工件加工示意图。
床身导轨采用适宜深孔加工机床的双矩形导轨,承载能力大,导向精度好;导轨经过了淬火处理,耐磨性较高。适用于机床制造、机车、船舶、煤机、液压、动力机械、风动机械等行业的镗削、滚压加工,使工件粗糙度达0.4-0.8μm。本系列深孔镗床根据工件情况,可选择下列几种工作形式:1、工件旋转、刀具旋转和往复进给运动;2、工件旋转、刀具不旋转只作往复进给运动;3、工件不旋转、刀具旋转和往复进给运动。深孔钻镗床加工工艺要求
为了满足深孔加工的工艺要求,深孔钻镗床应具备下列条件:
1)保证钻杆支架(其上有钻杆支承套)、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。
2)无级调节进给运动速度。
3)足够压力、流量和洁净的切削液系统。
4)具有安全控制指示装置,如主轴载荷(转矩)表、进给速度表、切削液压力表、切削液流量控制表、过滤控制器及切削液温度监测等。
5)刀具导向系统。深孔钻头在钻入工件前靠刀具导向保证刀头准确位置,导向套紧靠在工件端面。
T2180深孔钻镗床相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 不锈钢折叠滤芯过滤器
- 结构稳定
- 机械加工工艺与装备
- 弗列加AF26124空气滤芯
- 裘吉庭
- 顶尖
- 不锈钢液压滤芯
- 黎明液压滤芯
- 燃气工程施工
- 超压Ⅴ型磨粉机
- 链杆
- 树脂滤芯
- 地下结构
- 滚花
- 无轴承式旋翼
- 极炭心滤芯
- 在大荷载作用下人工挖孔灌注桩桩基承台的设计与施工
- 旋喷搅拌喷射钻具及土体支护施工工法专利申请书
- 应用螺杆钻定向钻探技术在复杂地层施工空间型定向孔
- 在铁路复杂咽喉区顶进大孔径框架桥设计施工关键技术
- 有埋深无体积质量的黏性土地基极限承载力的直接求解
- 应用通气孔梅花式塑料编织苫布保管暖甜菜效果的分析
- 引黄济宁工程拉脊山越岭隧洞超深钻孔地应力梯段测试
- 关于桥梁钻孔灌注桩断桩产生原因及防治处理措施
- 光固化改性环氧玻璃钢防护层在定向钻穿越管道上应用
- 工程地质知识人工挖孔桩安全技术要求及施工安全措施
- 关于现行规范钢筋砼深梁设计条款中若干问题讨论
- 关于烧结多孔砖孔洞率有关问题商榷及标准修订建议
- 基于GIS黏性土SEM图像三维可视化与孔隙度计算
- 机械洛阳铲成孔人工清底钢筋混凝土灌注桩施工技术解读
- 广(州)深(圳)准高速铁路石龙—常坪段路基施工简介
- 工程地基长螺旋钻孔管内泵压CFG桩复合地基施工技术
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
上海地铁维护保障有限公司通号分公司
拆边机
甘肃中维国际招标有限公司
大山槟榔
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司