M150焊条供应尺寸
金属厚度 | 英制 | 米制 | 线材号 | 推荐电流(安培) |
3mm以下 | 3/32″ | 2.4mm | 12 | 160-320 |
达3mm(1/8″) | 1/8″ | 3.2mm | 10 | 175-350 |
3mm-13mm(1/8″-1/2″) | 5/32″ | 4.0mm | 8 | 180-400 |
超过13mm1/2″ | 3/16″ | 4.8mm | 6 | 200-425 |
M150焊条造价信息
万能150是现代化的维修工具用来快速切割金属和穿孔作业。

M150焊条产品特点
快速切割作用
万能150的高超去除金属能力是由于它的特殊涂层及特殊芯 丝的熔化反作用,产生铁、硅、钛和铝的氢氧化物所造成。这些氢氧化物释放出超高热的气体,它不仅熔化基体金属而且以告诉释放而将熔化的金属吹走。
涂层是一种放热性物质并含有粉碎得很细的特殊耐热陶瓷混合物。这种特殊涂层的放热作用设计成既增加热量又提供吹力。涂层中的陶瓷成分比芯丝熔化慢,在焊条间断形成杯状。此杯状起一种坩埚作用并支持继续发生热反作用。
通用性
万能150可用于切割所有的金属、穿孔、切斜边、局部机械加工,实际上可用于去除所有的金属。可用石棉或耐热材料的样板做精确的切割。
使用经济
万能150被认为是现有的费用最低的去除金属工具,它每小时能清掉65磅不需要的金属,而用气铲每小时大约只有6磅。
用氧乙炔气焊枪切割,在大多数地区燃气费用每小时约12美元。如果考虑万能150所需的电流在大多数地区每小时仅为0.1美元,仅能源费用节约就是很可观的了。
M150焊条供应尺寸常见问题
-
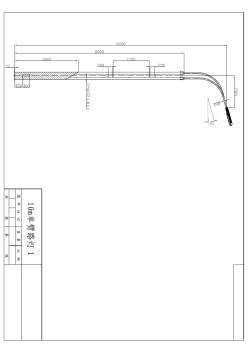
地脚螺栓M150*600*10
-
紫铜,硅青铜及黄铜焊接。 熔敷金属化学成份/% Si2.5-4.0 Mn <3.0 P ≤0.30Pb ≤0.02 Cu >95
-
焊条直径分为10种型号。直径1.6㎜,焊芯长度200㎜~250㎜。直径2.0㎜,焊芯长度250㎜~350㎜。直径2.5㎜,焊芯长度250㎜`350㎜。直径3.2㎜,焊芯长度350㎜~450㎜。直径4....
产品型号: | M150 |
产品名称: | 切割焊条 |
焊接电源: | AC-DC SP |
M150焊条供应尺寸文献

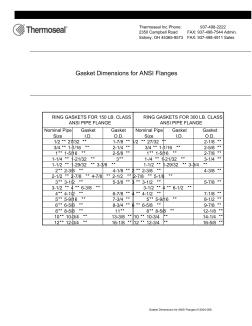 ANSI法兰150lb&300lb尺寸
ANSI法兰150lb&300lb尺寸
Gasket Dimensions for ANSI Flanges 012004-008 Thermoseal Inc. Phone: 937-498-2222 2350 Campbell Road FAX: 937-498-7544 Admin. Sidney, OH 45365-9573 FAX: 937-498-4911 Sales Gasket Dimensions for ANSI Flanges RING GASKETS FOR 150 LB. CLASS ANSI PIPE FLANGE RING GASKETS FOR 300 LB. CLASS ANSI PIPE FLANGE Nominal Pipe Size Gasket I.D. Gasket O.D. Nominal Pipe Size Gasket I.D. Gasket
根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。按照焊条的用途,有两种表达形式,一为原机械工业部编制的的,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。二为国家标准规定,为碳钢焊条,低合金焊条、不锈钢焊条、堆焊焊条、铸铁焊条、铜及铜合金焊条、铝及铝合金焊条。二者没有原则区别,前者用商业牌号表示,后者用型号表示。如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。电焊条的分类方法很多,可分别按用途、熔渣的碱度、焊条药皮的主要成分、焊条性能特征等不同角度对电条进行分类。按用途分类我国现行的焊条分类方法,主要是根据焊条国家标准和原机械工业部编制的《焊接材料产品样本》。焊条型号按国家标准分为8类,焊条牌号按用途分为10类。
主要是根据焊接熔渣的碱度,即按熔渣中碱性氧化物与酸性氧化物的比例来划分。
焊条酸性焊条
药皮中含有大量的TiO2、SiO2等酸性造渣物及一定数量的碳酸盐等,熔渣氧化性强,熔渣碱度系数小于1。酸性焊条焊接工艺性好,电弧稳定,可交、直流两用,飞溅小、熔渣流动性和脱渣性好,熔渣多呈玻璃状,较疏松、脱渣性能好,焊缝外表美观。酸性焊条的药皮中含有较多的二氧化硅、氧化铁及氧化钛,氧化性较强,焊缝金属中的氧含量较高,合金元素烧损较多,合金过渡系数较小,熔敷金属中含氢量也较高,因而焊缝金属塑性和韧性较低。
焊条碱性低氢型
药皮中含有大量的碱性造渣物(大理石、萤石等),并含有一定数量的脱氧剂和渗合金剂。碱性焊条主要靠碳酸盐(如CaCO3等)分解出CO2作保护气体,弧柱气氛中的氢分压较低,而且萤石中的氟化钙在高温时与氢结合成氟化氢(HF),降低了焊缝中的含氢量,故碱性焊条又称为低氢型焊条。采用甘油法测定时,每100g熔敷金属中的扩散氢含量,碱性焊条为1~8mL,酸性焊条为17~50mL。碱性渣中CaO数量多,熔渣脱硫的能力强,熔敷金属的抗热裂纹的能力较强。而且,碱性焊条由于焊缝金属中氧和氢含量低,非金属夹杂物较少,具有较高的塑性和冲击韧性。碱性焊条由于药皮中含有较多的萤石,电弧稳定性差,一般多采用直流反接,只有当药皮中含有较多量的稳弧剂时,才可以交、直流两用。碱性焊条一般用于较重要的焊接结构,如承受动载荷或刚性较大的结构。
焊条按焊条性分类
按性能分类的焊条,都是根据其特殊使用性能而制造的专用焊条,如超低氢焊条、低尘低毒焊条、立向下焊条、躺焊焊条、打底层焊条、高效铁粉焊条、防潮焊条、水下焊条、重力焊条等。
油脂注完或因轴承损坏内阻抗异常或油脂堵塞时,自动注脂器会报警提示,操作人员应尽速去检查,以避免在生产当中突然 停产,达到预防保养的目的,降低损坏的机会,减少损失。
M150自动注脂器是由精密的粉末冶金齿轮组为传动结构,外壳采用特殊工程塑料制成,掺加了杜邦玻璃纤维(400℃才可成型),油杯及防尘罩采用PE材质,含有UV剂,可以抗紫外线,防止日晒变脆。适用于化学工业、工业机械、食品、医疗、高科技产业、运输业、重工业、凡所需之注脂润滑设备都适用该产品。
产品优点
1.可减少人力工时。
2.可按设备所需定时定量给予油脂。
3.降低购油成本。
4.维修设备费用可减少。
5.增加设备的妥善率。
6.减少设备维修时间。
7.增加产能。
8.加速设备自动化。
油杯出口压力5-10kg/cm2,在轴承直径偏大或内阻抗力偏大情况下的油脂仍能顺利注入,轴承得到可靠有效的润滑。
油杯可重复使用,经济环保。
注脂周期设定简单,1-12个月不等。
独特设计的警告灯号,当油脂打完或油路阻塞时,会自动的闪灯警告,润滑品质无忧无虑。
有碳钢电焊条、纤维素电焊条、低合金钢电焊条、不锈钢电焊条、低温钢电焊条、钼及铬钼耐热钢电焊条、镍及镍合金电焊条、堆焊电焊条、铸铁电焊条。
M150焊条相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 船舶管系工操作技能
- 广安客运枢纽站
- 三乙醇胺油酸皂
- MADS-box
- 金凯翔多功能触摸查询机(K4000)
- 杭州地铁1号线
- 金属皂类热稳定剂
- 佳格科技
- 清华同方云终端
- 转座子标签技术
- 北京普莱工业气体供应站
- MYB转录因子
- 押花
- 昆明房交会
- 溶解乙炔设备
- 电石渣
- 中国建筑第二工程局有限公司上海公司合格供应商名录
- 医院消毒供应中心水处理设备的精细化管理及效果评价
- 圆钢方钢尺寸重量偏差标准GB-t702-2004
- 原供应处仓库改造项目住宅小区岩土工程勘察投标文件
- 关于免税企业合并应税原材料供应企业中税收风险分析
- 关于改进红外线轴温探测设备车轮传感器安装尺寸
- 基于JIT装配式建筑FDC阶段供应链集成管理
- 呼吸机螺纹管集中供应室消毒灭菌效果及成本效益
- 核电工程项目建设中承包商间供应商评价转化办法
- 关于做好我市调整住房供应结构稳定住房价格工作通知
- 国标法兰盘标准尺寸(20200929161443)
- 基于Agent建筑陶瓷企业敏捷供应链管理系统架构
- 建筑施工企业供应链管理在营改增背景下对策分析
- 截面尺寸误差对混凝土框架节点抗震性能影响试验
- 廊坊福邦德专业、环保XPS挤塑绝热保温板供应商
- 建筑设计标准尺寸表
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司