J55油管化学成分
(1)按SY/T6194-96规定。套管及其接箍采用同一钢级。含硫量<0.045%,含磷量<0.045%。
(2)按GB222-84的规定取化学分析样。按GB223中有关部分的规定进行化学分析。
(3)美国石油学会ARISPEC5CT1988第1版规定。化学分析按ASTME59最新版本制样,按ASTME350最新版本进行化学分析。
J55油管造价信息
(1)国产套管按SY/T6194-96规定,套管长度不定尺,其范围8-13m。但不短于6m的套管可以提供,其数量不得超过20%。
(2)套管的内外表面不得有折叠、发纹、离层、裂纹、轧折和结疤。这些缺陷应完全清除掉,清除深度不得超过公称壁厚的12.5%。
(3)接箍外表面不得有折叠、发纹、离层、裂纹、轧折、结疤等缺陷。
(4)套管及接箍螺纹表面应光滑,不允许有毛刺、撕破及足以使螺纹中断影响强度和紧密连接的其他缺陷。
API
,R-2为7.62~10.36m,R-3为10.36m至更长。
(1)部分进口货物标有LTC字样,即长丝扣套管。
(2)从日本进口套管除采用API标准外,还有少部分执行日本厂方标准(如新日铁、住友、川崎等),钢号是NC-55E,NC-80E,NC-L80,NC-80HE等。
(3)在索赔案例中,出现过黑扣、丝扣损伤,管体折叠,断扣和螺纹紧密距超差,接箍J值超差等外观缺陷及套管脆裂、屈服强度低等内在品质问题。
用途
用于石油井钻探。
种类
按SY/T6194-96"石油套管"分短螺纹套管及其接箍和长螺纹套管及其接箍两种。
J55油管化学成分常见问题
-
煤油化学成分表煤油因品种不同含有烷烃28-48%,芳烃20-50%或8%~15%,不饱和烃1-6%,环烃17-44%。碳原子数为11-16。此外,还有少量的杂质,如硫化物(硫醇)、胶质等。其中硫含量0...
-
【HDPE的化学成分】HDPE是一种高分子化合物(是由一类相对分子质量很高的分子而成的化合物),单体(用于聚合的小分子)为乙烯,分子式C2H4。HDPE化学成分中含碳元素约70%,含氢元素约30%。【...
-
SKD11-日本冷作模具钢(JIS G 4404-1983),与我国牌号Cr12Mo1V1(GB/T 1299-2000)相近。化学成分(%):C:1.4~1.6Si<=0.4Mn<...
(2)按美国石油学会APISPEC5CT1988年第1版规定作静水压试验、压扁试验、硫化物应力腐蚀开裂试验、硬度试验(ASTME18或E10最新版本规定进行)、拉伸试验、横向冲击试验(ASTMA370、ASTME23和有关标准最新版本规定进行)、晶粒度测定(ASTME112最新版本或其他方法)。
按SY/T6194-96规定,国产套管应以钢丝或钢带捆扎。每根套管及接箍螺纹的露出部分均应拧上保护环以保护螺纹。
按美国石油学会标准APISPEC5CT1988年第1版,套管钢级分H-40、J-55、K-55、N-80、C-75、L-80、C-90、C-95、P-110、Q-125共10种。
套管应带螺纹和接箍供货,或按下述任一管端形式供货:
平端、圆螺纹不带接箍或带接箍,偏梯形螺纹带接箍或不带接箍,直连型螺纹、特殊端部加工、密封圈结构。
J55油管化学成分文献

 钢管化学成分
钢管化学成分
表 1 20 钢管化学成分 元 素 C Si Mn S P 含量 (%) ~ ~ ~ ~ ~ 表 2 焊材化学成分 (%) 牌号 C Si Mn S P Cr Ni Cu ER49-1 ≤ ~ ~ ≤ ≤ ≤ / / H08A ~ ~ ~ ~ ~ H08Mn2Si ~ ~ ~ ~ ~ ≤ ≤ / TIG-J50 / / / E4303 / / / 表 3 20钢管机械性能 参量 σ b(MPa) σ s(MPa) δ 8(%) 数值 ~ ~ 29~37 表 4 E4303焊条机械性能 参量 σ b(MPa) σ(MPa) δ 5(%) AKv(J)-20 ℃ 数值 470 390 、76 平均 82 焊接工艺参数和无损探伤、机械性能试验结果分别见表 5、表 6、表 7。 表 5 焊接试验工艺参数 接头型式和层 次 分 组 焊 接 工 艺 参 数 焊 道 焊接 电 源 焊接 直径 焊 接 电
 钢铁化学成分
钢铁化学成分
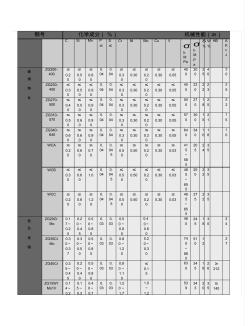
钢号 化学成分( %) 机械性能(≥) C Si Mn P ≤ S ≤ Cr Ni Mo Cu V σ b M Pa σ b M P a δ % Ψ % HB A K v J 碳 钢 铸 件 ZG200- 400 ≤ 0.2 0 ≤ 0.5 0 ≤ 0.8 0 0. 04 0. 04 ≤ 0.3 0 ≤ 0.30 ≤ 0.2 0 ≤ 0.30 ≤ 0.05 40 0 20 0 2 5 4 0 3 0 ZG230- 450 ≤ 0.3 0 ≤ 0.5 0 ≤ 0.9 0 0. 04 0. 04 ≤ 0.3 0 ≤ 0.30 ≤ 0.2 0 ≤ 0.30 ≤ 0.05 45 0 23 0 2 2 2 3 2 5 ZG270- 500 ≤ 0.4 0 ≤ 0.5 0 ≤ 0.9 0 0. 04 0. 04 ≤
热轧(挤压无缝钢管)
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
冷拔(轧)无缝钢管
圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库
不加厚油管(NU)、外加厚油管(EU)、整体接头油管(IJ)。
机械式油管锚是靠摩擦块与套管壁之间的摩擦力来实现坐卡的。它又可分为:
1、机械式卡瓦油管锚
机械式卡瓦油管锚是最早使用的油管锚定工具,该类锚依靠管柱自身重量坐卡,其优点是可以把部分油管柱重量转移到套管上,减少上部油管的拉力。但因其是依靠管柱的重量来坐卡的,将造成锚以上至中性点管柱产生螺旋弯曲和偏磨问题。另外,在常规抽油泵工作过程中,下冲程动液面以上油管内的液柱质量将在油管上产生一个作用力,该力将产生由胡克定律引起的长度变化和螺旋弯曲从而使泵下油管缩短。
2、机械式油管张力锚
机械式油管张力锚一般采用旋转上提管柱的方式完成锚的坐卡,采用下放管柱方式释放。其优点是张力锚至井口悬挂器管柱始终处于张力状态,消除了油管弯曲。但若液面较深,动液面以上液柱重量大于管柱的预紧力时,管柱仍然会产生一个由虎克定律引起的管柱伸长。当遇特殊情况无法释放时,一直处于张力状态特别是紧急释放的大力提拉,对上部油管的强度将是一个很大的考验。另外,张力锚的使用存在现场操作工序复杂,管柱所承受的预拉力需要精确计算的问题。
J55油管相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 二甲基乙酰胺
- 复合调味料生产技术
- K55钢管
- 滚筒筛
- 水解度
- 土壤酸碱性
- 烷氧基测定
- 吸尘车
- 碳氟化合物
- 2-己烯酸甲酯
- 甲醛变性电泳
- 土壤检验技术
- 有色金属矿石及其选冶产品分析
- 防水堵漏
- 三乙基硼氢化锂
- S1核酸酶作图
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 化学成分对3102-H22空调箔机械性能影响
- 化学成分对铝塑复合管用铝合金带材性能影响
- 华南印支期产铀和非产铀花岗岩黑云母矿物化学成分差异
- 基于SWOT分析石油管道工程企业市场开发体系建设
- 基于挣值分析方法石油管道工程项目建设进度费用分析
- DN1600供水管道与苏南成品石油管道交叉专项施工方案
- GB150及SAME标准螺栓材质化学成分对照表螺栓
- 展现中国速度打造精品工程中缅原油管道工程正式投入运行
- 潜油泵与原有自吸泵输油管线相结合
- 兰成渝输油管道工程甘陕段水土保持设施通过竣工验收
- GBT3190-2008变形铝及铝合金化学成分表
- 宝钢、高钢级连续油管用钢实现批量供货
- 包钢无缝钢管厂热处理部油管管端加厚生产线培训试题
- 大牛地气田D35-47井区连续油管排水采气工艺技术评价
- 多层次灰色评价理论的海洋输油管道安全评估方法
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司