CrWMn钢材热处理工艺
对CrWMn钢的复合热处理分为两个步骤,一是预处理,二是淬火+低温回火.
(a) 常规退火(b) 等温球化退火
(c) 循环球化退火(d) 高温固溶+循环球化退火CrWMn钢经不同工艺预处理后,选择组织形态、分布较好的试样,在不同温度条件下进行淬火+低温回火的最终热处理,观察其组织形态与分布,测定硬度变化。
CrWMn钢淬火+回火工艺3 试验结果及分析 CrWMn钢经不同预处理工艺处理后的显微组织照片,CrWMn钢经常规退火后的硬度为180~190HB,热处理工艺处理后为180~200HB。
CrWMn钢预处理后组织
(a) 常规退火(b)等温球化退火(c) 循环球化退火(d) 固溶+循环球化退火由图3可看出,经常规退火处理后的CrWMn钢组织中碳化物呈片状分布;经810℃等温球化退火处理后,碳化物呈不规则的颗粒状分布在铁素体基体上,分布不均匀;经790℃/680℃3次循环球化退火处理后,颗粒状碳化物尺寸变小,分布较为均匀;经1050℃固溶加790℃/680℃3次循环球化退火处理后,碳化物呈细小颗粒状析出且弥散程度高。
从工艺上看,在获得相同硬度情况下,用790℃/680℃3次循环球化退火,不仅可代替830℃等温球化退火,而且能改善组织中碳化物的形态和分布、缩短球化退火时间,节约能源。这是因为循环球化退火在Ac1(750℃)以上加热保温过程中,片状珠光体中的碳化物从尖角处溶解破断,而在Ar1(710℃)以下保温过程中,在原片状碳化物的平面处析出颗粒状碳化物,从而加速了CrWMn钢球化过程的进行,改善了碳化物的形态和分布。在1050℃高温条件下,CrWMn钢中大量难溶的W、Cr等合金元素的碳化物溶入奥氏体中,经油淬后得到马氏体或下贝氏体组织,在随后进行的790℃/680℃循环球化退火过程中,则会弥散地析出点状的W、Cr的碳化物。
因此,对于一般要求的CrWMn钢,采用790℃/680℃3次循环球化退火工艺,既可满足组织和硬度的要求,又能提高生产率,降低能耗;而对要求较高的可选用1050℃高温固溶加790℃/680℃3次循环球化退火的预处理工艺。
CrWMn钢不同温度淬火+低温回火后组织
(a) 790℃淬火+200℃回火(b) 830℃淬火+200℃回火(c) 870℃淬火+200℃回火(d) 900℃淬火+200℃回火4 结论
(1) 对CrWMn钢采用790℃/680℃ 3次循环球化替代常规退火、等温球化退火,不仅可以改善其组织状态和性能,而且还可以提高热处理生产率,降低能耗。
(2) 1050℃固溶加790℃/680℃ 3次循环球化退火,可进一步改善CrWMn钢的组织状态分布,提高其性能。
(3) 经1050℃固溶加790℃/680℃ 3次循环球化退火处理后,再经830℃油淬200℃回火处理,CrWMn钢组织
CrWMn钢材造价信息
1) 该钢广泛应用于加工薄钢板,是非铁金属的轻载、复杂形状冷冲模的基本材料,尤其是钟表、仪器、玩具、工业等领域.对冲制奥氏体钢板、硅钢、高强度钢板效果不理想。
2) 该钢可用于制作料厚度<1mm的冲裁模具复杂形状的凸模、凹模、镶块,以及股拉深模的凸凹模.制作凸模时建议硬度58 ~62HRC,制作凹模时建议硬度60 ~64HRC。
3) 用于弯曲模中要求高耐磨、形状复杂的凸模、凹模、镶块,制作凸模时建议硬度58 ~ 62HRC,制作凹摸时建议硬度60 - 64HRC。
4) 用于铝件冷挤压模的凸模、凹摸,制作凸模时建议硬度60-62HRC,制作凹模时建议硬度62 ~64HRC。
5) 用于铜件冷挤压摸凹模和钢件冷挤压凸模、凹模,建议硬度62~64HRC。
6) 经锻造成形后,可用于制作在1mm以上的压板机上使用的塑型胶模套,通常将钢的硬度提到到50 - 55HRC.但应减少或避免明显的带状碳化物组织或者液析等组织缺陷。
CrWMn钢材临界温度示于下表。 CrWMn钢材临界温度
| 临界点 |
Ac1 |
Acm |
Arl |
Ms |
| 温度(近似值)/℃ |
750 |
900 |
700 |
205 |
CrWMn钢材热处理工艺常见问题
-
35钢属于调质钢(含碳0.25-0.5%),一般用淬火(840度左右)+高温回火(560度左右),得到回火索氏体。因为不属于合金钢,一般不用淬火+中温或低温回火。若想提高表面硬度,可以渗氮处理。
-
热处理:金属材料在固态下,通过加热、保温、冷却的手段,改变金属材料内部的组织状态,从而获得所需性能的一种热加工工艺。常用的方法有:1、退火:有完全退火、不完全退火、等温退火、球化退火、去应力退火、再结...
-
本发明的弹簧钢丝形变热处理方法是一种钢材复合强化方法,即将碳素钢或低合金钢等弹簧钢丝在一连续作业生产线上加热至AC3+(100~250)℃,立即进入Pb-Bi合金槽中冷却,然后通过拉丝模断面变形,再进...
冷作模具钢,性能、用途和 SK3接近。
退火:一般退火采用780-810度,保温4-6小时,以≤50度/小时,冷却到550度出炉空冷,等温退火采用700-800度保温2-4小时,然后再670-720度保温,保持2-4小时,以≤50度/小时冷速冷却到500度出炉空冷,退火硬度为241-197HB
锻造:
油淬冷作模具钢有一些裂纹敏感性,锻造加热时不宜迅速加热,最好在650-750度进行一次预热,锻造加热温度为1130-1150度,终锻温度应大于800-850度,钢锭锻造时取上限温度。坯料锻造时取下限温度
●力学性能:
硬度 :退火,241~197HB,压痕直径3.9~4.3mm;淬火,≥62HRC
●热处理规范及金相组织:
热处理规范:淬火,800~830℃油冷。
●交货状态:钢材以退火状态交货。

CrWMn钢材化学成分
●化学成份:
碳 C :0.90~1.05
硅 Si:≤0.40
锰 Mn:0.80~1.10
硫 S :≤0.030
磷 P :≤0.030 铬 Cr:0.90~1.20
镍 Ni:允许残余含量≤0.25
铜 Cu:允许残余含量≤0.30
钨 W :1.20~1.60
供货品种热轧材、锻材、冷拉材、冷拉钢丝、银亮钢丝、热轧钢板和冷轧钢板。
退⽕态, 硬度207 -255HBW。
中国GB/YB 标准牌号CrWMn、中国台湾CNS标准牌号SKs31、⽇ 本JIS标准牌号SKS31、韩国KS标准牌号sTS31、国际标准化组织(Is0) 标准牌号105wCr1、德国DIN标准牌号105WCr6、德国D1N标准材料编号1.2419、法国NF标准牌号2212/9UMCW5、俄罗斯r0CT标准牌号9xFr。
●特性及适用范围:
冷作模具钢,性能、用途和 SK3接近。
l) 该钢广泛应用于加工薄钢板,是非铁金属的轻载、复杂形状冷冲模的基本材料,尤其是钟表、仪器、玩具、工业等领域.对冲制奥氏体钢板、硅钢、高强度钢板效果不理想。
2) 该钢可用于制作料厚度<1mm的冲裁模具复杂形状的凸模、凹模、镶块,以及股拉深模的凸凹模.制作凸模时建议硬度58 ~62HRC,制作凹模时建议硬度60 ~64HRC。
3) 用于弯曲模中要求高耐磨、形状复杂的凸模、凹模、镶块,制作凸模时建议硬度58 ~ 62HRC,制作凹摸时建议硬度60 - 64HRC。
4) 用于铝件冷挤压模的凸模、凹摸,制作凸模时建议硬度60-62HRC,制作凹模时建议硬度62 ~64HRC。
5) 用于铜件冷挤压摸凹模和钢件冷挤压凸模、凹模,建议硬度62~64HRC。
6) 经锻造成形后,可用于制作在1mm以上的压板机上使用的塑型胶模套,通常将钢的硬度提到到50 - 55HRC.但应减少或避免明显的带状碳化物组织或者液析等组织缺陷。
CrWMn钢材热处理工艺文献

 热处理工艺有哪些
热处理工艺有哪些
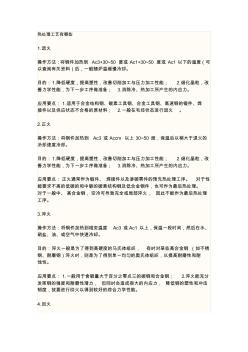
热处理工艺有哪些 1.退火 操作方法:将钢件加热到 Ac3+30~50 度或 Ac1+30~50 度或 Ac1 以下的温度(可 以查阅有关资料)后,一般随炉温缓慢冷却。 目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能; 2.细化晶粒,改 善力学性能,为下一步工序做准备; 3.消除冷、热加工所产生的内应力。 应用要点: 1.适用于合金结构钢、碳素工具钢、合金工具钢、高速钢的锻件、焊 接件以及供应状态不合格的原材料; 2.一般在毛坯状态进行退火 。 2.正火 操作方法:将钢件加热到 Ac3 或 Accm 以上 30~50 度,保温后以稍大于退火的 冷却速度冷却。 目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能; 2.细化晶粒,改 善力学性能,为下一步工序做准备; 3.消除冷、热加工所产生的内应力。 应用要点:正火通常作为锻件、 焊接件以及渗碳零件的预先热处理工序。 对于性
冷作模具钢,性能、用途和 CrWMn接近。
9CrWMn钢临界温度示于表2-12-2。 9CrWMn钢临界温度 临界点 Ac1 Acm Arl Ms
温度(近似值)/℃ 750 900
国产模具钢:9CrWMn
标准:GB/T 1299-1985
CrWMn钢材相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 亚铁磁性
- 自聚焦透镜
- 海志蓄电池
- 蓄电池修复仪
- 必涂益胶泥
- 蓄电池活化仪
- 内河运输船舶标准化管理规定
- 蓄电池放电测试仪
- 吉林市松花湖水污染防治办法
- 蓄电池管理系统
- 电瓶车充电站
- 森太电器
- 上海港船舶污染防治办法
- 米子机场
- 双极性铅酸蓄电池
- 先进铅酸蓄电池制造工艺
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 以浸没式超滤膜为核心的短流程净水工艺的应用与思考
- 振弦式钢筋计在预应力管桩成桩过程中的安装工艺
- 在冰灾抢修特殊条件下的OPGW和ADSS施工工艺
- 改进型BAF水处理及回用装置节能工艺与投资效益分析
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 公路工程施工、桥涵施工工艺大全造桥机造桥工艺流程
- 工艺条件对6061铝合金近液相线铸造微观组织影响
- 工艺气放空消声器(109—U)吊装更换施工技术总结
- 工艺工法建筑工程砌体工程施工工艺及质量验收标准
- 工艺因素对电度表用NiFe磁补偿合金性能影响
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 公路工程投标施工方法及工艺汇编
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司