C18150铬锆桐化学成分

C18150铬锆桐化学成分
磷 P:0.002
锰 Mn:0.0005
砷 As:0.0002
硅 Si:0.001
铁 Fe :0.045
镁 Mg:0.0006
锡 Sn:0.0065
铝 Al:0.0010
C18150铬锆桐造价信息
导电率(%IACS)≥80
软化温度(℃ )≥500
抗拉强度(Map) 460
热导率w(m.k)≥115
铬锆铜有良好的导电性,导热性,硬度高,耐磨抗爆,抗裂性以及软化温度高,焊接时电极损耗少,焊接速度快,焊接总成本低,适合作为熔接焊机的电极有关管件,但对电镀工件表现一般。
应用:此产品广泛应用于汽车、摩托车、制桶(罐)等机械制造工业的焊接、导电嘴、开关触头、模具块、焊机辅助装置用各种物料。
规格:棒材、板材规格齐全,并可根据客户要求定制。
品质要求:
1.电导率测量用涡流电导仪,测三点取平均值 ≥44MS/M
2.硬度以洛氏硬度标准, 取三点取平均值 ≥78HRB
3.软化温度实验,炉温 550℃ 保持两小时后,淬水冷却后与原始硬度比较不能降低15%以上
物理指标:硬度: >75HRB,导电率:>75%IACS,软化温度:550℃
●电阻焊电极:
铬锆铜通过热处理与冷加工相结合的方法来保证性能,它可以获得最佳的力学性能和物理性能,所以用来做一般用途的电阻焊电极,主要作为点焊或缝焊低碳钢、镀层钢板的电极,也可以作为焊低碳钢时的电极
握杆、轴和衬垫材料,或作为焊低碳钢时的电极握杆、轴和衬垫材料,或作为凸焊机的大型模具、夹具
●电火花电极:铬铜的导电导热性能好、硬度高、耐磨抗爆,用作电火花电极具有直立性好、打薄片不弯
曲、光洁度高等优点。
●模具母材:铬铜的导电导热性能、硬度、耐磨抗爆、价格比铍铜模具材料优越等特点,已经开始在模具
行业代替铍铜作为一般模具材料。比如鞋底模具、水暖模具、一般要求光洁高的塑胶模具、等
●接插件、导丝、等需要高强度导线的产品中。
●电阻焊电极:铬锆铜通过热处理与冷加工相结合的方法来保证性能,它可以获得最佳的力学性能和物理性能,所以用来。
C18150铬锆桐化学成分常见问题
-
C18200在常温及高温下(400℃)具有较高的强度及硬度,导电性和导热性好,耐磨性和减摩性也很好,经时效硬化处理后,强度、硬度、导电性和导热性均显著提高;易于焊接和钎焊,在大气和淡水中具有良好的抗蚀...
-
SKD11-日本冷作模具钢(JIS G 4404-1983),与我国牌号Cr12Mo1V1(GB/T 1299-2000)相近。化学成分(%):C:1.4~1.6Si<=0.4Mn<...
C18150铬锆桐化学成分文献

 钢管化学成分(20200926180734)
钢管化学成分(20200926180734)
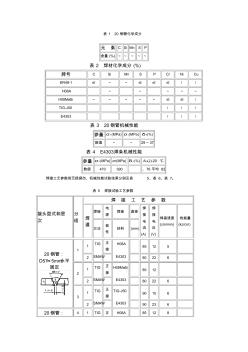
表 1 20 钢管化学成分 元 素 C Si Mn S P 含量 (%) ~ ~ ~ ~ ~ 表 2 焊材化学成分 (%) 牌号 C Si Mn S P Cr Ni Cu ER49-1 ≤ ~ ~ ≤ ≤ ≤ / / H08A ~ ~ ~ ~ ~ H08Mn2Si ~ ~ ~ ~ ~ ≤ ≤ / TIG-J50 / / / E4303 / / / 表 3 20钢管机械性能 参量 σ b(MPa) σ s(MPa) δ 8(%) 数值 ~ ~ 29~37 表 4 E4303焊条机械性能 参量 σ b(MPa) σ(MPa) δ 5(%) AKv(J)-20 ℃ 数值 470 390 、76 平均 82 焊接工艺参数和无损探伤、机械性能试验结果分别见表 5、表 6、表 7。 表 5 焊接试验工艺参数 接头型式和层 次 分 组 焊 接 工 艺 参 数 焊 道 焊接 电 源 焊接 直径 焊 接 电
 钢铁化学成分
钢铁化学成分
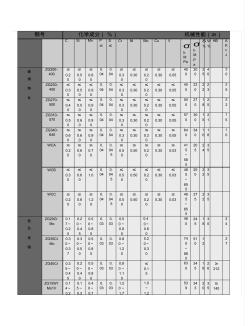
钢号 化学成分( %) 机械性能(≥) C Si Mn P ≤ S ≤ Cr Ni Mo Cu V σ b M Pa σ b M P a δ % Ψ % HB A K v J 碳 钢 铸 件 ZG200- 400 ≤ 0.2 0 ≤ 0.5 0 ≤ 0.8 0 0. 04 0. 04 ≤ 0.3 0 ≤ 0.30 ≤ 0.2 0 ≤ 0.30 ≤ 0.05 40 0 20 0 2 5 4 0 3 0 ZG230- 450 ≤ 0.3 0 ≤ 0.5 0 ≤ 0.9 0 0. 04 0. 04 ≤ 0.3 0 ≤ 0.30 ≤ 0.2 0 ≤ 0.30 ≤ 0.05 45 0 23 0 2 2 2 3 2 5 ZG270- 500 ≤ 0.4 0 ≤ 0.5 0 ≤ 0.9 0 0. 04 0. 04 ≤
材料名称;C18150铬锆铜棒
铬锆铜有良好的导电性,导热性,硬度高,耐磨抗爆,抗裂性以及软化温度高,焊接时电极损耗少,焊接速度快,焊接总成本低,适合作为熔接焊机的电极有关管件,但对电镀工件表现一般。
应用:此产品广泛应用于汽车、摩托车、制桶(罐)等机械制造工业的焊接、导电嘴、开关触头、模具块、焊机辅助装置用各种物料。
规格:棒材、板材规格齐全,并可根据客户要求定制。
品质要求:
1.电导率测量用涡流电导仪,测三点取平均值 ≥44MS/M
2.硬度以洛氏硬度标准, 取三点取平均值 ≥78HRB
3.软化温度实验,炉温 550℃ 保持两小时后,淬水冷却后与原始硬度比较不能降低15%以上
物理指标:硬度: >75HRB,导电率:>75%IACS,软化温度:550℃
●电阻焊电极:
铬锆铜通过热处理与冷加工相结合的方法来保证性能,它可以获得最佳的力学性能和物理性能,所以用来
做一般用途的电阻焊电极,主要作为点焊或缝焊低碳钢、镀层钢板的电极,也可以作为焊低碳钢时的电极
握杆、轴和衬垫材料,或作为焊低碳钢时的电极握杆、轴和衬垫材料,或作为凸焊机的大型模具、夹具
●电火花电极:铬铜的导电导热性能好、硬度高、耐磨抗爆,用作电火花电极具有直立性好、打薄片不弯
曲、光洁度高等优点。
●模具母材:铬铜的导电导热性能、硬度、耐磨抗爆、价格比铍铜模具材料优越等特点,已经开始在模具
行业代替铍铜作为一般模具材料。比如鞋底模具、水暖模具、一般要求光洁高的塑胶模具、等
●接插件、导丝、等需要高强度导线的产品中。
铬锆铜化学成分(质量分数)%( Cr:0.1-0.8, Zr:0.1-0.6)硬 度(HRB78-83)导电率 43ms/m
铬锆铜特点
铬锆铜有良好的导电性,导热性,硬度高,耐磨抗爆,抗裂性以及软化温度高,焊接时电极损耗少,焊接速度快,焊接总成本低,适合作为熔接焊机的电极有关管件,但对电镀工件表现一般。
铬锆铜规格
棒材、板材规格齐全,并可根据客户要求定制。
铬锆铜品质要求
1.电导率测量用涡流电导仪,测三点取平均值 ≥44MS/M
2.硬度以洛氏硬度标准, 取三点取平均值 ≥78HRB
3.软化温度实验,炉温 550℃ 保持两小时后,淬水冷却后与原始硬度比较不能降低15%以上
铬锆铜物理指标
硬度: >75HRB,导电率:>75%IACS,软化温度:550℃
铬锆铜电阻焊电极
铬锆铜通过热处理与冷加工相结合的方法来保证性能,它可以获得最佳的力学性能和物理性能,所以用来
做一般用途的电阻焊电极,主要作为点焊或缝焊低碳钢、镀层钢板的电极,也可以作为焊低碳钢时的电极
握杆、轴和衬垫材料,或作为焊低碳钢时的电极握杆、轴和衬垫材料,或作为凸焊机的大型模具、夹具、
不锈钢及耐热钢用模具或镶嵌电极。
铬锆铜电火花电极
铬铜的导电导热性能好、硬度高、耐磨抗爆,用作电火花电极具有直立性好、打薄片不弯
曲、光洁度高等优点。
铬锆铜模具母材
铬铜的导电导热性能、硬度、耐磨抗爆、价格比铍铜模具材料优越等特点,已经开始在模具
行业代替铍铜作为一般模具材料。比如鞋底模具、水暖模具、一般要求光洁高的塑胶模具、等
接插件、导丝、等需要高强度导线的产品中。
铬锆铜(CuCrZr)化学成分(质量分数)%( Cr:0.1-0.8, Zr:0.1-0.6)硬 度(HRB78-83)导电率 43ms/m
特点
铬锆铜有良好的导电性,导热性,硬度高,耐磨抗爆,抗裂性以及软化温度高,焊接时电极损耗少,焊接速度快,焊接总成本低,适合作为熔接焊机的电极有关管件,但对电镀工件表现一般。
应用
此产品广泛应用于汽车、摩托车、制桶(罐)等机械制造工业的焊接、导电嘴、开关触头、模具块、焊机辅助装置用各种物料。
规格
棒材、板材规格齐全,并可根据客户要求定制。
品质要求
1.电导率测量用涡流电导仪,测三点取平均值 ≥44MS/M
2.硬度以洛氏硬度标准, 取三点取平均值 ≥78HRB
3.软化温度实验,炉温 550℃ 保持两小时后,淬水冷却后与原始硬度比较不能降低15%以上
物理指标
硬度: >75HRB,导电率:>75%IACS,软化温度:550℃
电阻焊电极
铬锆铜通过热处理与冷加工相结合的方法来保证性能,它可以获得最佳的力学性能和物理性能,所以用来
做一般用途的电阻焊电极,主要作为点焊或缝焊低碳钢、镀层钢板的电极,也可以作为焊低碳钢时的电极
握杆、轴和衬垫材料,或作为焊低碳钢时的电极握杆、轴和衬垫材料,或作为凸焊机的大型模具、夹具、
不锈钢及耐热钢用模具或镶嵌电极。
电火花电极
铬铜的导电导热性能好、硬度高、耐磨抗爆,用作电火花电极具有直立性好、打薄片不弯
曲、光洁度高等优点。
模具母材
铬铜的导电导热性能、硬度、耐磨抗爆、价格比铍铜模具材料优越等特点,已经开始在模具
行业代替铍铜作为一般模具材料。比如鞋底模具、水暖模具、一般要求光洁高的塑胶模具、等
接插件、导丝、等需要高强度导线的产品中。
C18150铬锆桐相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 喷水式水下电弧切割
- 钍钨电极
- SIGG水壶
- 张拉千斤顶
- 噻托溴铵喷雾剂
- 百里登
- 锭子清洗加油机
- 殊马赫轮胎防爆装置
- 惠威M50W
- 碲铜
- 自动捆扎机
- 恩派克液压千斤顶
- 兴隆压力罐
- 木塑复合材料与制品
- 现代机床夹具设计
- 德香高速公路
- 云南大平糜棱岩化碱性花岗岩的锆石特征及其地质意义
- 在耐热铬铝合金改性处理中钒渣的冶金物化条件及作用
- 关于农村土地整治工作实践与思考以桐庐县为例
- 化学成分对3102-H22空调箔机械性能影响
- 化学成分对铝塑复合管用铝合金带材性能影响
- 华南印支期产铀和非产铀花岗岩黑云母矿物化学成分差异
- 雅砻江桐子林水电站投产
- 冷轧钢板生产环评中铬元素迁移转化及铬平衡实例分析
- 嘉兴桐星水泥有限公司纯低温余热发电技术改造工程介绍
- 基于二氧化锆和碳纳米管协同作用过氧化氢生物传感器
- 巩义境焦桐高速至回郭镇段改建工程PPP项目
- GB150及SAME标准螺栓材质化学成分对照表螺栓
- CAD、CAM氧化锆全瓷冠联合玻璃纤维桩的临床应用研究
- 桐乡市桐高公路南日支线第一合同段施工组织设计收集资料
- 氧化锆氧分析仪在首钢第二线材厂加热炉的应用
- 菲律宾、卡拉卡工业区的生产镍铬铁合金加工出口区计划
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司