A402焊条熔敷金属化学成分
化学成分 | C | Mn | Si | S | P | Cu | Ni | Mo | Cr |
保证值 | 0.08~0.20 | 1.0~2.5 | ≤0.75 | ≤0.030 | ≤0.030 | ≤0.75 | 20.0~22.5 | ≤0.75 | 25.0~28.0 |
A402焊条造价信息
用于在高温条件下工作的同类型耐热不锈钢焊接,也可用于硬化性大的铬钢(如Cr5Mo、Cr9Mo、Cr13、Cr28等)以及异种钢的焊接。
1.焊前焊条须经200-250℃烘焙1h。
2.尽可能采用直流电源,电流不宜过大。
A402焊条熔敷金属化学成分常见问题
-
从母材角度讲,要仔细清理干净,打磨,如果周围条件安全,可以用清洗一下。。。 从焊材角度讲,焊前要进行烘干。。。 从工艺上讲,应该是镍基的材料,所以注意控制层间温度,因为设备已经成型,避免热...
-
A402是钛钙型药皮的Cr26Ni21纯奥氏体不锈钢焊条。熔敷金属900~1100℃高温条件下具有优良的抗氧化性。交直流两用,有良好的焊接工艺性能。
-
1、氢氧化钠(NaOH) 是除油溶液的主要成分,直接参与除油过程的化学反应,由于氢氧化钠的碱性极强,对金属有一定的氧化和腐蚀作用。碱含量高时,皂化作用强,但过高时润湿性差,不易清洗干净,因此,对除油不...
1.焊前焊条须经200-250℃烘焙1h。
2.尽可能采用直流电源,电流不宜过大。
A402焊条熔敷金属化学成分文献

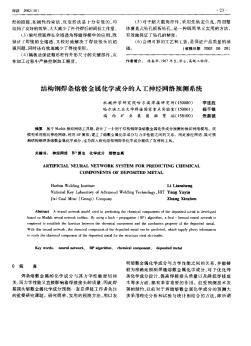 结构钢焊条熔敷金属化学成分的人工神经网络预测系统
结构钢焊条熔敷金属化学成分的人工神经网络预测系统
结构钢焊条熔敷金属化学成分的人工神经网络预测系统——基于Maflab神经网络工具箱,设计了一个用于结构钢焊条熔敷金属化学成分预测的神经网络模型。该模型采用前向神经网络,利用BP算法,建立了熔敷金属化学成分与力学性能之间的关系。用此神经网络,既可预测结...
 焊条制造用盘条钢丝化学成分
焊条制造用盘条钢丝化学成分
焊条制造用盘条钢丝化学成分

A402不锈钢焊条说明

A402是钛钙型药皮的Cr26Ni21纯奥氏体不锈钢焊条,有良好的焊接工艺性能。
焊条直径(mm) | φ2.0 | φ2.5 | φ3.2 | φ4.0 | φ5.0 |
焊接电流(A) | 40~80 | 50~100 | 70~130 | 100~160 | 140~200 |
1.焊前焊条须经200-250℃烘焙1h。
2.尽可能采用直流电源,电流不宜过大。
A402焊条相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 杉木优树-东风09
- D707耐磨焊条
- 杉木优树-靖卜22
- Z308镍铸铁焊条
- D507耐磨焊条
- 杉木74-12YX
- D256焊条
- 杉木74-8YX
- CHS102焊条
- 杉木优树-从统34
- 钛钙型焊条
- 棕榈酸异辛酯
- D337焊条
- 棕树花
- 电力管道密封
- CHR517焊条
- 金属材料工程专业实习及就业基地建设
- 应用技术大学转型背景下金属材料工程专业的课程改革
- 在中国有色金属学会第七次全国会员代表大会上的讲话
- 在中国有色金属工业协会第二次会员代表大会上的讲话
- 化学成分对3102-H22空调箔机械性能影响
- 化学成分对铝塑复合管用铝合金带材性能影响
- 华南印支期产铀和非产铀花岗岩黑云母矿物化学成分差异
- 关于发布行业标准矿物绝缘电缆敷设技术规程公告
- 基于S7-300PLC金属冶炼厂废水处理系统设计
- 机电设备评估基础金属切削机床
- 基于BP神经网络5A06铝合金电子束焊接熔深预测
- 两排和多排风口冲天炉用铸造焦熔炼效果数理统计
- 冷却工艺对抗大变形管线钢X70HD热涂敷性能影响
- 基于ANSYS金属薄板锤式破碎机破碎机理仿真
- 国际供热空调、卫生洁具展及门窗金属结构展在北京举行
- 某泵站机电及金属结构初步设计报告(无技术供水)
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司