A312不锈钢焊条说明
A312是钛钙型药皮的Cr23Ni13Mo2不锈钢焊条。由于焊缝中含Mo量较高,所以比A302有更好的耐蚀、抗裂及抗氧化性能。可交直流两用,有良好的操作工艺性能。
A312不锈钢焊条造价信息
用于焊接耐硫酸介质(硫氨)腐蚀的同类型不锈钢容器,也可作不锈钢衬里、复合钢板、异种钢的焊接。
化学成分 | C | Mn | Si | S | P | Cu | Ni | Mo | Cr |
保证值 | ≤0.12 | 0.5~2.5 | ≤0.90 | ≤0.030 | ≤0.040 | ≤0.75 | 12.0~14.0 | 2.00~3.00 | 22.0~25.0 |
A312不锈钢焊条说明常见问题
-
大西洋A312不锈钢焊条 32元 ...
-
不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条,这两类焊条中凡符合国标的,均按国标GB/T983-1995规定考核。铬不锈钢焊条使用说明铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)耐热和耐蚀性能。通...
-
1、马氏体不锈钢焊条 售价:10元 马氏体不锈钢包括含铬5~9%的中铬钢和含铬12%的高铬钢。此类...
1. 焊前焊条须经200-250℃烘焙1h。
2. 尽可能采用直流电源,电流不宜过大。
A312不锈钢焊条说明文献

 奥氏体不锈钢焊条的应用
奥氏体不锈钢焊条的应用
奥氏体不锈钢焊条的应用——介绍了钢材焊缱产生裂蚊的机理和鼻氏体不锈铜焊条在施工生产中的应用,分析了焊条的化学成份与母材化学成挣之间的关系及其施工操作中的要点。
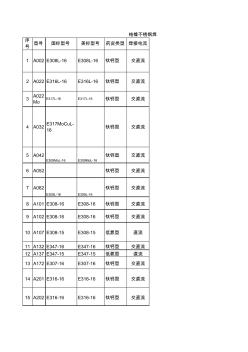 不锈钢焊条对照表
不锈钢焊条对照表
序 号 型号 国标型号 美标型号 药皮类型 焊接电流 1 A002 E308L-16 E308L-16 钛钙型 交直流 2 A022 E316L-16 E316L-16 钛钙型 交直流 3 A022Mo E317L-16 E317L-16 钛钙型 交直流 4 A032 E317MoCuL-16 钛钙型 交直流 5 A042 E309MoL-16 E309MoL-16 钛钙型 交直流 6 A052 钛钙型 交直流 7 A062 E309L-16 E309L-16 钛钙型 交直流 8 A101 E308-16 E308-16 钛钙型 交直流 9 A102 E308-16 E308-16 钛钙型 交直流 10 A107 E308-15 E308-15 低氢型 直流 11 A132 E347-16 E347-16 钛钙型 交直流 12 A137 E347-15 E347-15 低氢型 直流 13
A312是钛钙型药皮的Cr23Ni13Mo2不锈钢焊条。由于焊缝中含Mo量较高,所以比A302有更好的耐蚀、抗裂及抗氧化性能。可交直流两用,有良好的操作工艺性能。
A312是钛钙型药皮的Cr23Ni13Mo2不锈钢焊条。由于焊缝中含Mo量较高,所以比A302有更好的耐蚀、抗裂及抗氧化性能。可交直流两用,有良好的操作工艺性能。
按GB/T 983-1995《不锈钢焊条》标准规定,不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条两大类。
(1)铬不锈钢焊条
该类焊条主要由Crl3系列不锈钢焊条和Crl7系列不锈钢焊条组成。两大系列焊条的焊接特点分述如下:
1)Cr13系列不锈钢焊条:如G202、G207、G217等焊条是马氏体组织的Cr13系列不锈钢焊条,用此系列的不锈钢焊条焊接马氏体不锈钢时,焊前应该将焊件预热300℃以上,而且焊后还要将焊件进行700℃的回火处理,只有采取上述工艺措施,才能避免焊缝及热影响区因淬硬倾向较大而产生裂纹。
2)Cr17系列不锈钢焊条:如G302、G307等焊条是铁素体组织的Cr17系列不锈钢焊条,用此系列的不锈钢焊条焊接铁素体不锈钢时,焊前应该将焊件预热200℃,而且焊后还要将焊件进行800%的回火处理,只有采取上述工艺措施,才能避免焊缝及热影响区475℃脆化和因淬硬倾向较大而产生裂纹。
(2)铬镍不锈钢焊条
该类焊条具有良好的耐蚀性和抗氧化性,但是,由于在焊接过程中受到重复加热,析出的碳化物会降低耐蚀性和力学性能,所以,选择铬镍不锈钢焊条时,应该考虑焊件的工作温度及介质种类等。
A312不锈钢焊条相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 脉冲电子围栏及其安装和安全运行
- WE600合金钢焊条
- 杉木优树-锦屏73
- CHC408焊条
- 光叶合欢
- 杉木种子园-戊42
- 聂帕棕榈树
- D802钴基焊条
- 香合欢
- 杉木优树-丹43
- 钴基合金焊条
- 朱羽合欢
- 六线制脉冲电子围栏主机
- 铸造碳化钨焊条
- 水泥围栏设备
- A502焊条
- 智能磨音频谱分析仪(DF-6811A)使用说明书
- 张潘明污水处理厂初步设计说明书(水质工程学课程)
- 源理电气干粉砂浆筒仓称重仪表YLC01A3说明书
- 整套施工方案-超高支模对专家论证意见修改情况说明
- 中国建设银行凭证机打软件V2.0(内部使用说明)
- 振冲法地基加固单元工程施工质量验收评定表填表说明
- 以太网POE交换机供电网口温湿度传感器使用说明书
- 意大利(caleffi)卡莱菲自动排气阀样本说明
- 止回阀使用说明书
- 振冲法地基加固工程单桩施工质量验收评定表填表说明
- 智能化交通管理与视频监控系统工程投标初步设计说明
- 关于氮气等温吸脱附计算比表面积、孔径分布若干说明
- 工程量清单说明、投标报价说明、计日工说明、其他说明
- 公路工程质量检验评定标准JTJ07198条文说明
- 格兰富家用增压水泵UPA90AUTO安装使用说明书
- 关于广东省市政基础设施工程统一用表监理表格填表说明
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司