2738模具钢典型应用
1)适合要求高光整度的模具。
2)该钢氮化后的表层硬度可以达到650~700HV,制品数量可达到100万模次以上。
3)特别适合厚度大于400mm的塑料模模架。
4)适用于各种高抛光度和大型塑料模具,如家电、汽车行业、办公设备用塑料模具等。
5)用于大型塑料模具模架上,如汽车保险杠、电视机外壳模具等。
2738模具钢造价信息
热加工规范
开始温度1050°C,终止温度850°C,炉冷。
正火规范
正火温度850~900°C,出炉空冷。
高温回火规范
回火温度680~700°C,出炉空冷。
淬火、回火规范
预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。
亚温淬火强韧化处理规范
淬火温度900°C,回火温度560°C,硬度(37±1) HRC
感应淬火、回火规范
淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。
| 实验温度(℃) |
20 |
200 |
400 |
| 抗拉强度(×10³N/mm²) |
1110 |
1045 |
870 |
| 0.2%屈服强度(×10³N/mm²) |
985 |
920 |
775 |
| 断面收缩率(%) |
50 |
53 |
54 |
| 伸长率(%) |
13 |
14 |
16 |
| 冲击强度 |
20 |
32 |
42 |
机械加工:
| 铣削 |
粗铣 |
精铣 |
||
| 切削深度t(mm) |
2.0以上 |
2.0以上 |
||
| 进刀深度t(mm) |
0.2以下 |
0.2以下 |
||
| ISO规格 切削速度 V(m/min) |
超硬工具 |
|||
| P30-P40 |
P10~P20 |
|||
| 55~85 |
75~95 |
|||
| 高速钢工具 |
||||
| 10~20 |
15~30 |
|||
| 钻孔 |
钻孔深度 |
|||
| 孔径 |
2D |
6D |
8D |
10D |
| (mm) |
回转数(r.p.m)/进刀(mm/rev) |
|||
| 4 |
1430/.0.8 |
1095/.06 |
1090/.05 |
990/.04 |
| 8 |
900/.14 |
750/.11 |
680/.08 |
620/.07 |
| 16 |
475/.25 |
395/.19 |
365/.15 |
330/.12 |
| 25 |
310/.29 |
260/.22 |
235/.17 |
215/.15 |
当钻孔深度》4D时,建议去除铁屑及加冷却剂
锻造:
| 锻造温度(℃) |
冷却 |
| 1050-850 |
炉中自然冷却 |
热处理:
| 球化退化 |
||||
| 温度(℃) |
冷却 |
硬度(HB) |
||
| 720 |
炉中冷却 |
225max |
||
| 淬火 |
||||
| 温度(℃) |
淬火剂 |
淬火后硬度(HRC) |
||
| 1020-1040 |
油或500-550℃热浴 |
52 |
||
| 回火 |
||||
| 温度(℃) |
100 |
200 |
300 |
400 |
| 硬度(HRC) |
51 |
50 |
48 |
46 |
| 温度(℃) |
500 |
600 |
700 |
|
| 硬度(HRC) |
42 |
36 |
28 |
渗碳处理:
渗碳处理温度850~940℃,时间依产品需求的深度而确定。如果渗碳温度超过880℃,时间超过2小时,则必须进行正常化处理,以保持组织晶粒细小。渗碳完毕后,在炉中冷却至830℃,均热后在油中淬火,然后回火,回火温度如列表,从而使表面硬度提高,增加耐磨性。如果只要求硬度而不要求组织晶粒细小,可以在880℃以上的渗碳温度淬火。
| 回火温度(℃) |
时间(h) |
硬度(HRC) |
| 180 |
2 |
60 |
| 200 |
2 |
59 |
| 300 |
2 |
55 |
氮化处理:
氮化处理可得到较硬的表层,同时,有很好的耐磨性及腐蚀性,在氨气中氮化处理后的硬度可达650HV.
| 氮化温度(℃) |
时间(h) |
浓度(mm) |
| 525 |
20 |
0.29 |
| 525 |
30 |
0.36 |
| 525 |
60 |
0.50 |
抛光:
2738模具钢材有良好的抛光性,通常用氧化铝粉和钻石膏抛光,步骤如下:
完成尺寸再预留0.05mm 用45号的钻石膏抛光,得到较不尖锐的表面。 用15号的钻石膏再抛光。 用3号或特别高级的钻石膏,完成表面抛光。每一种金属都有适合的抛光时间,由材料的硬度及抛光技术来决定,过长的抛光时间,将会产生树皮状(橙皮状)的表面。
2738模具钢典型应用常见问题
-
1.2885模具钢的价格在50-70元/KG
-
SKD11是-种高碳高铬合金工具钢,热处理后具有很高的硬度磨性,并具有淬透性强,尺寸稳定性好的特点,适宜制做高精度长寿命冷作模具及热固成型塑料模具。 SKD11特性:具有良好的任性与抗高温疲劳性能...
中国GB标准牌号3Cr2NiMo、美国AISI标准牌号P20 MODIFIED、美国AISI标准牌号P20 Ni、德国DIN标准牌号1. 2738、瑞典UDDEHOLM标准牌号IMPAX HI HARD、瑞典一胜百(ASSAB)标准牌号718HH。
质量分数(%):
C :0.37
Cr :2.0
Mn :1.1
Mo :0.4
Ni :1.0
2738H德国塑料模具钢材2738H是在2738的基础上加硬改良而成,钢材中加入镍成分,硬度均匀,拥有优越的加工性能及抛光性能。
2738预硬化塑胶模具钢,布德鲁斯模具钢,执行标准29~33HRC
2738添加约1%的镍含量,预硬度好。由于添加了镍元素,提高其淬透性能,大截面厚板硬度分布均匀。主要应用在大型塑胶模具,模架上.如汽车保险杠,电视机外壳模具等。适合要求高光整度的模具如生产硬胶(PS)及超不淬胶(ABS)等.特点:优良加工性能,易切削抛光和电蚀。
2738钢材中加入镍成分,硬度均匀,拥有优越的加工性能及抛光性能。主要使用于高要求的大小塑胶模具,适合电视机,传真机,家电塑胶部件,汽车部件等要求一定抛光性的塑胶模。
2738模具钢典型应用文献

 模具钢
模具钢
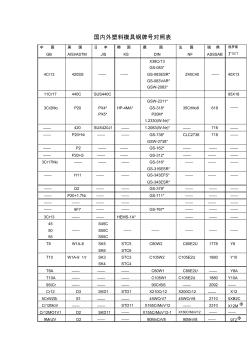
国内外塑料模具钢牌号对照表 中 国 GB 美 国 AISI/ASTM 日 本 JIS 韩 国 KS 德 国 DIN 法 国 NF 瑞 典 ASSSAB 俄罗斯 OCT 4Cr13 420SS —— —— X38Cr13 GS-083* GS-083ESR* GS-083VAR* GSW-2083* Z40C40 —— 40X13 11Cr17 440C SUS440C 95X18 3Cr2Mo P20 PX4* PX5* HP-4MA* GSW-2311* GS-318* P20M* 1.2330(W-Nr)* 35CrMo8 618 —— —— 420 SUS420J1 —— 1.2083(W-Nr)* —— 716 —— —— P20+Ni —— —— GS-738* GSW-2738* CLC2738 718 —— —— P2 —— ——
 模具钢选用表 (3)
模具钢选用表 (3)
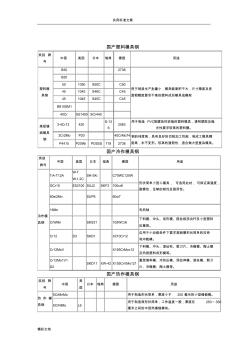
实用标准文案 精彩文档 国产塑料模具钢 类别 牌 号 中国 美国 日本 瑞典 德国 用途 塑料模 具钢 B30 2738 用于制造生产批量小,模具载面积不大,尺寸精度及表 面粗糙度要求不高的塑料成形模具或模架 B20 50 1050 S50C C50 45 1045 S48C C45 45 1045 S45C C45 B610SM1 40Cr G51400 SCr440 高级镜 面模具 钢 3-4Cr13 420 S-13 6 2083 用于制造 PVC等腐蚀性较强的塑料模具,透明塑胶及抛 光性要求较高的塑料膜。 3Cr2Mo P20 40CrMo74 钢的纯度高,具有良好的切削加工性能,制成工模具精 度高,永不变形。较高的强韧性,适合做大型复杂模具。P4410 P20tNi PDS5S 718 2738 国产冷作模具钢 类别 牌号 中国 美国 日本 瑞典 德国 用途

1.2738模具钢概述
1.2738模具钢是预硬塑胶模具钢
1.2738 钢采用先进的模具钢精炼技术, 为真空熔炼的 Cr-Ni-Mo合金钢。该钢具有优良的抛光性及光蚀刻花性能; 优良的可加工性; 耐磨性能良好; 大型模具硬度均匀, 组织致密; 无淬裂及热处理变形风险, 无需热处理, 缩短模具制作周期; 良好的表面氮化性能; 可以进行表面火焰硬化处理, 以增进模具表面硬度及耐磨性。模具在淬火前, 必须进行充分软化退火。淬火后应及时回火, 缓慢加热。
电加工后阶段的精放电加工, 应以小电流、高频率进行, 以免损伤模具。放电后模具表面应研磨去除"电火花白层",在500℃再进行一次回火, 以去除应力。
对回火后的模具进行磨削加工时, 为了防止产生磨削裂纹和表面软化, 应该注意:充分冷却; 磨削压力适当; 加工工艺合理。
该钢预硬钢材具有良好的抛光性能, 通常采用氧化铝或石膏抛光。首先是粗抛, 然后用越来越细的磨料抛光, 每换一次磨料抛光方向要改变, 最终一道抛光时间不宜太长, 否则会影响模具表面的粗糙度。
氮化可增加模具表面硬度, 提高耐磨性及耐蚀性。该钢虽然已经过预硬化处理, 但仍可以通过热处理再提高硬度。
C : 0.35-0.46
Si : 0.2-0.4
Mn:1.3-1.6
P : ≦0.035
S :≦0.005
Cr1:.8-2.2
Mo : 0.15-0.25
Ni :0.9-1.2
1.材质硬度均匀
2.优良的抛光性能
3.良好的机加工性能
4.预硬塑料模具钢
5.可施以氮化
6.适宜表面处理,如:镀Cr
2738模具钢相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 2738H模具钢
- 27SiMn低合金无缝钢管
- 27siMn合金无缝管
- 27siMn合金钢管
- 27siMn液压管
- 27SiMn
- 28天面对面学维修小家电
- 28天面对面学维修:电磁炉
- 28天面对面学维修:LCD/LED液晶电视
- 286板
- 28mm广角
- 2A12锻铝
- 2SK1119
- 2SK161
- 2SY5012电源板
- 2SY5016控制板
- 分形DGS单元结构设计及其在微带电路中的应用
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 应对水源突发污染的城市供水应急处理技术与应用
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 新型基于热力学法的水泵效率数学模型及应用
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 乙烯基树脂混凝土电解槽的性能及在湿法冶金中的应用
- 应用清单招标与经评审的最低投标价法评标的几点思考
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 智能电力监控管理系统在某飞机维修公司工程中的应用
- 异形人工挖孔桩和预应力土层锚杆组合在基坑中的应用
- 智能照明系统在高校教学楼建筑节能改造中的应用
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
拆边机
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
苏州弘创招投标代理有限公司