1.2738模具钢
1.2738模具钢是按照德国DIN标准生产的模具钢材料,在相似牌号的钢材中具有相对优越的机械性能,良好的可加工性,主要用于热作模具的加工生产,其中塑料模具的应用最为普遍。另外,该钢材特殊的预硬处理使其在出厂的时候已经具有较好的硬度,可以减少正常模具的加工生产中的热处理环节,提高经济效益。

1.2738模具钢基本信息
| 外文名称 | 1.2738 | 产地 | 德国 |
|---|---|---|---|
| 执行标准 | 德国DIN标准 | 出厂状态 | 预硬 |
| 分类 | 模具钢 | 主要用途 | 塑料模具 |
C : 0.35-0.46
Si : 0.2-0.4
Mn:1.3-1.6
P : ≦0.035
S :≦0.005
Cr1:.8-2.2
Mo : 0.15-0.25
Ni :0.9-1.2
1.2738模具钢造价信息
1.材质硬度均匀
2.优良的抛光性能
3.良好的机加工性能
4.预硬塑料模具钢
5.可施以氮化
6.适宜表面处理,如:镀Cr
中国 GB 标准牌号 3cr2NiMo、德国 DIN 标准牌号 40CrMnNiMo8 6 4、德国 DIN 标准材料编号 1.2738、美国 AISI标准牌号 P20 +Ni、日本JIS 标准牌号 PDS5S、瑞典 UDDEHOLM 标准牌号IMPAX HI HARD、瑞典一胜百(ASSAB) 标准牌号718 (HH)
1.2738模具钢常见问题
-
1.2885模具钢的价格在50-70元/KG
-
SKD11是-种高碳高铬合金工具钢,热处理后具有很高的硬度磨性,并具有淬透性强,尺寸稳定性好的特点,适宜制做高精度长寿命冷作模具及热固成型塑料模具。 SKD11特性:具有良好的任性与抗高温疲劳性能...
-
常常用的模具钢材塑胶模具钢 MEK 4 高耐磨高韧性之塑胶模 X13T6W (236) 高耐磨高耐腐蚀镜面模具 X13T6W(236H) 高耐磨高耐腐蚀镜面模具 热作工具钢 SMV3W 压...

1.2738模具钢概述
1.2738模具钢是预硬塑胶模具钢
1.2738 钢采用先进的模具钢精炼技术, 为真空熔炼的 Cr-Ni-Mo合金钢。该钢具有优良的抛光性及光蚀刻花性能; 优良的可加工性; 耐磨性能良好; 大型模具硬度均匀, 组织致密; 无淬裂及热处理变形风险, 无需热处理, 缩短模具制作周期; 良好的表面氮化性能; 可以进行表面火焰硬化处理, 以增进模具表面硬度及耐磨性。模具在淬火前, 必须进行充分软化退火。淬火后应及时回火, 缓慢加热。
电加工后阶段的精放电加工, 应以小电流、高频率进行, 以免损伤模具。放电后模具表面应研磨去除"电火花白层",在500℃再进行一次回火, 以去除应力。
对回火后的模具进行磨削加工时, 为了防止产生磨削裂纹和表面软化, 应该注意:充分冷却; 磨削压力适当; 加工工艺合理。
该钢预硬钢材具有良好的抛光性能, 通常采用氧化铝或石膏抛光。首先是粗抛, 然后用越来越细的磨料抛光, 每换一次磨料抛光方向要改变, 最终一道抛光时间不宜太长, 否则会影响模具表面的粗糙度。
氮化可增加模具表面硬度, 提高耐磨性及耐蚀性。该钢虽然已经过预硬化处理, 但仍可以通过热处理再提高硬度。
(试样硬度 340HBW, 在室温及高温条件下)
1) 温度 20°C/200°C/400°C, 密度 7. 8g/cm/7.75g/cm/7. 7g/cm。
2) 温度 20~200°C/20 ~400°C, 线胀系数: 12.6 ×10K/13.5×10K。
3) 温度20°C/200°C/400°C,热导率29.0W·(m·K)/29.5W·(m·K)/31.0W·(m·K)
4) 温度 20°C/200°C/400°C, 弹性模量:205000MPa/200000MPa/185000MPa
软化退火
退火温度710~740°C, 保温时间按每 25mm 壁厚1h确定. 保温后随炉冷却。
去应力
加热温度 600°C (退火状态), 550°C (淬火、回火状态), 保温时间按每 50mm壁厚1h 确定, 保温后随炉冷却。
淬火回火
预热温度 500~600°C, 淬火温度840~880°C,保温 30min (模具必须在保护气氛下淬火, 以避免氧化及脱碳产生)。油冷, 冷却到50~70°C, 立即回火。
回火保温时间按工件厚度每 25mm 时间1h 确定, 至少 2h。回火温度180°C/200°C/
300°C/400°C/500°C/600°C, 硬度 52HRC/51HRC/48 HRC/46HRC/42HRC/34HRC。
感应硬化
该钢可以经由火焰或感应硬化处理来提高表面硬度至50HRC,硬化后空冷。小型模件可采用一般淬冷介质, 硬化后应立即回火, 回火温度180~200°C。
氮化规范
氮化温度×氮化时间: 525°C ×20h, 氮化层厚度 0.30mm; 525°C x30h, 氮化层厚度0.35mm; 525°C ×50h, 氮化层厚度0.50mm。
软氮化
570°C 保持 2h 的软氮化, 模具表面硬度约为 700HV, 氮化层深度约为0.1mm。
(试样硬度 340HBW)
1) 温度 20°C/200°C/400°C, 抗拉强度1100MPa/1050MP8/850MPa。
2) 温度 20°C/200°C/400°C, 条件屈服强度980MPa/925MPa/770MPa。
3) 温度 20°C/200°C/400°C, 断面收缩率49%/51%/52%
4) 温度 20°C/200°C/400°C, 伸长率 13%/14%/16%
5) 温度20°C/200°C/400°C,冲击韧度 (≥) 20J/cm/32J/cm/42J/cm
1.-皮纹、梨皮纹、仿石纹蚀刻类模具.
2.-透明塑胶如文具盒、日用品容器类高光泽度要求模具.
3.-特别适合硬胶(PS)和不碎胶(ABS)制件.
4.-汽车保险杠、内饰件、冰箱、空调等产量要求较高的大型模具.
1.2738模具钢文献

 模具钢
模具钢
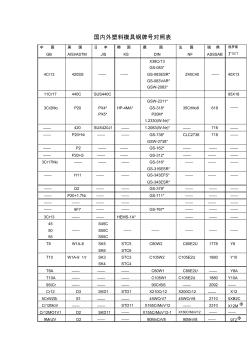
国内外塑料模具钢牌号对照表 中 国 GB 美 国 AISI/ASTM 日 本 JIS 韩 国 KS 德 国 DIN 法 国 NF 瑞 典 ASSSAB 俄罗斯 OCT 4Cr13 420SS —— —— X38Cr13 GS-083* GS-083ESR* GS-083VAR* GSW-2083* Z40C40 —— 40X13 11Cr17 440C SUS440C 95X18 3Cr2Mo P20 PX4* PX5* HP-4MA* GSW-2311* GS-318* P20M* 1.2330(W-Nr)* 35CrMo8 618 —— —— 420 SUS420J1 —— 1.2083(W-Nr)* —— 716 —— —— P20+Ni —— —— GS-738* GSW-2738* CLC2738 718 —— —— P2 —— ——
 模具钢材1-模具报价-模具钢材价格
模具钢材1-模具报价-模具钢材价格
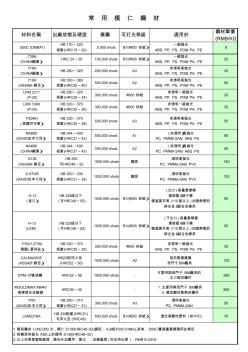
材料名稱 出廠狀態及硬度 模壽 可打光等級 適用於 鋼材單價 (RMB/KG) S50C (DME#1) HB 170 ~ 220 相當 (HRC15 ~ 20) 5,000 shots B1(#600 砂紙) 一般拋光 ABS、PP、PS、POM、PA、PE 8 738H (CHINA國產) HRC 24 ~ 30 100,000 shots B1(#600 砂紙) 一般拋光 ABS、PP、PS、POM、PA、PE 20 718H (CHINA國產) HB 280 ~ 325 200,000 shots A3 非透明高拋光 ABS、PP、PS、POM、PA、PE 30 718H (ASSAB一勝百) HB 330 ~ 380 相當 (HRC35 ~ 40) 500,000 shots A2 非透明高拋光 ABS、PP、PS、POM、PA、PE 90 LKM 2311 (P-20) HB
德国撒斯特塑料模具钢材1.2738
德国撒斯特模具钢1.2738软化退火
退火温度710~740°C, 保温时间按每 25mm 壁厚1h确定. 保温后随炉冷却。
德国撒斯特模具钢1.2738去应力处理
加热温度 600°C (退火状态), 550°C (淬火、回火状态), 保温时间按每 50mm壁厚1h 确定, 保温后随炉冷却。
德国撒斯特模具钢1.2738淬火、回火
预热温度 500~600°C, 淬火温度840~880°C,保温 30min (模具必须在保护气氛下淬火, 以避免氧化及脱碳产生)。油冷, 冷却到50~70°C, 立即回火。
回火保温时间按工件厚度每 25mm 时间1h 确定, 至少 2h。回火温度180°C/200°C/
300°C/400°C/500°C/600°C, 硬度 52HRC/51HRC/48 HRC/46HRC/42HRC/34HRC。
德国撒斯特模具钢1.2738火焰及感应
该钢可以经由火焰或感应硬化处理来提高表面硬度至50HRC,硬化后空冷。小型模件可采用一般淬冷介质, 硬化后应立即回火, 回火温度180~200°C。
德国撒斯特模具钢1.2738氮化规范
氮化温度×氮化时间: 525°C ×20h, 氮化层厚度 0.30mm; 525°C x30h, 氮化层厚度0.35mm; 525°C ×50h, 氮化层厚度0.50mm。
德国撒斯特模具钢1.2738软氮化处理
570°C 保持 2h 的软氮化, 模具表面硬度约为 700HV, 氮化层深度约为0.1mm。
1.2738HH模具钢软化退火
退火温度710~740°C, 保温时间按每 25mm 壁厚1h确定. 保温后随炉冷却。
1.2738HH模具钢去应力处理
加热温度 600°C (退火状态), 550°C (淬火、回火状态), 保温时间按每 50mm壁厚1h 确定, 保温后随炉冷却。
[title2]淬火
1.2738模具钢相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 高温超导变压器
- 忆捷GPadi7/高速版
- 忆捷 GPad Q5
- KLDM板材
- 芯烨330B
- 工业表面活性剂
- 亚凉席
- 耐磨涂层胶
- 夹具涂层
- 纳米涂层
- 耐磨涂层
- 聚脲弹性涂料
- Fe-Al\Al2O3复合陶瓷涂层制备与性能
- 软物质物理学导论
- 含氟热塑性弹性体
- 兖州卷柏
- 模具钢材料简介
- DHA-WORLD日本大同新型高韧性通用热作模具钢
- 改锻对H13模具钢轧材显微组织和冲击性能的影响
- 东莞市日利模具钢材有限公司企业信息报告-天眼查
- 东莞市华远模具钢材有限公司企业信息报告-天眼查
- 东莞市必富模具钢材有限公司企业信息报告-天眼查
- 东莞市复瑞模具钢材有限公司企业信息报告-天眼查
- 东莞市米峰模具钢材有限公司企业信用报告-天眼查
- 东莞市中振模具钢材有限公司企业信用报告-天眼查
- 东莞市协进模具钢材有限公司企业信用报告-天眼查
- 东莞市鑫港模具钢材有限公司企业信用报告-天眼查
- 东莞市家源模具钢材有限公司企业信息报告-天眼查
- 东莞市冠立模具钢材有限公司企业信用报告-天眼查
- 德国葛利兹和奥国百禄优质模具钢特惠销售
- CR12MOV模具钢材特性适用范围及对应牌号
- 塑料模具钢、扁钢预硬化的硬度与组织
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司