

中直径管线管用HFW焊管的开发及进展
格式:pdf
大小:3.4MB
页数:6P
人气 :59
 4.7
4.7
主要介绍了国外HFW焊管企业在中直径管线管用厚壁HFW焊管的产品研发方面所涉及的技术和成熟做法,对提升我国中直径管线管用HFW焊管制造技术水平有所借鉴,也有利于利用现有制造资源和提升现有装备技术水平。通过产品拓展和研发,HFW焊管的外径已从610 mm扩大到660 mm,壁厚从20 mm以内提高到25.4 mm,并以良好的产品使用性应用在油气输送等工程中。分析认为:生产线的技术提升和装备完善,是中直径管线管用HFW焊管产品延伸拓展的有效手段。



 高钢级低温无缝管线管的开发
高钢级低温无缝管线管的开发 高钢级低温无缝管线管的开发
简介俄罗斯高寒地区石油天然气管道标准的特点,tpco针对市场需求开发了适用于俄罗斯及其他高寒地区的管线管产品。针对管材的强度、韧性、抗腐蚀性,进行试验和讨论。
编辑推荐下载

工艺管线管道焊接工艺卡
格式:pdf
大小:320KB
页数:9P
4.5
*********制冷工程有限公司 焊接工艺卡 产品名称工艺管线产品图号接头名称对接工艺评定编号hpz13-1/13-2工艺卡号hgy16-1 接头简图: 材质20# 焊材 及 辅助 材料 名称牌号规格烘烤℃保温h用量 kg 规格φ57*3.5 焊丝er50-6φ2.5 焊条thj422φ3.2200℃1-2小时 焊接位置水平方向 焊接方法gtaw+smaw 探伤要求射线探伤iii级合格 焊接方法电源种类 焊缝 层次 焊材牌号 焊材直径 (mm) 焊接电流 (a) 电弧电压 (v) 焊接速度 (cm/min) 气体流量 (l/min) 工艺要求焊接过程说明 gtaw直流1er50-6φ2.5130-14017-196-8坡口加工机械 smaw直流1thj422φ3.290-1
X70钢级HFW海底管线钢管的研制和开发 X70钢级HFW海底管线钢管的研制和开发
格式:pdf
大小:594KB
页数:5P
4.8
中海石油金洲管道有限公司继2006年首次研发出x65钢级海底输送用hfw钢管后,于2009年又成功研发出x70钢级hfw海底管线钢管。介绍了x70钢级hfw海底管线钢管的研制和开发过程。研究结果表明,研发的x70钢级海底管线钢管满足dnv-os-f101-2007海底管线技术规范和gb/t9711.3-1999标准(c级钢管)的要求,达到了预期效果。
中直径管线管用HFW焊管的开发及进展热门文档
J55钢级中直径厚壁HFW套管成型过程的有限元仿真 J55钢级中直径厚壁HFW套管成型过程的有限元仿真
格式:pdf
大小:802KB
页数:5P
4.4
通过有限元仿真软件模拟出j55钢级中直径厚壁φ508mm×16.13mmhfw套管的排辊成型过程,从成型结果和各部分的等效塑性应变两个方面研究了板带的变形情况,分析了排辊成型生产中直径厚壁hfw套管的可靠性。模拟结果显示,板带总体成型良好,各成型段的变形也满足生产需要,但板带端部在精成型后有部分变形不规则,存在变形盲区,在距端部100mm后变形盲区消失,变形截面很理想。

L290NB管线管
格式:pdf
大小:103KB
页数:6P
4.3
钢管常用规格参数表编辑 无缝钢管理论重量表 外径mm 0.50.60.811.21.41.51.61.82 60.070.080.10.120.140.160.170.170.190.2 70.080.10.120.150.170.190.20.210.230.25 80.090.110.140.170.20.230.240.250.280.3 90.110.120.160.20.230.260.280.290.320.35 100.120.140.180.220.260.30.310.330.360.4 110.130.150.20.250.290.330.350.370.410.44 120.140.170.220.270.32
洁净厂房工艺管线管理制度
格式:pdf
大小:136KB
页数:7P
4.7
副本编号: ****制药厂 颁发部门: 技术质量科 题目: 洁净厂房工艺管线管理制度 共3页 第1页 文件编码: sop―a1―005 版本号: 01 替代:起草: 部门审查:qa审查:批准:执行日期: 2008-06-30 变更记载: 修订号:批准: 变更原因及目的: 文件副本分发明细 提取车间01 正本:技术质量科副本编号:01 程序性文件 洁净厂房工艺管线管理制度 文本编号sop-a1-005版本号01生效日期2008-06-30第2页共7页 一.目的: 建立洁净厂房工艺管线管理制度,以规范洁净厂房工艺管线安装,确保符合gmp及相 关法规要求,防止发生污染、火灾等事故。 二.范围: 本标准适用于***制药厂精烘包洁净厂房工艺管线安装规定。 三.责任者: 1、洁净厂房操作人员:按本标准要求,负责对岗位的
86动力管线管理制度
格式:pdf
大小:70KB
页数:21P
4.7
1 动力管线管理制度 第一章总则 第一条为使集团公司动力管线管理规范,保持动力管线 在安全可靠的状态下稳定运行,特制定本制度。 第二条本制度依据gb3485评价企业合理用电技术导则、 gb5623产品电耗定额制定和管理导则、gb/t3863-1995工业 用氧、gb/t3864-1996工业氮、gb5749生活饮用水卫生标 准、gb8978-96污水综合排放标准、集团公司《能源管理制度》 等进行编制。 第三条本制度适用于集团公司所属单位生产和生活用 能的管线管理。 第二章管理职责 第四条动力能源公司负责制度的制定并对制度的执行情 况进行考核; 第五条各单位依据本制度的内容与要求制定本单位负 责的动力管线的管理机构、管理内容并严格执行。 第三章电力线路的管理 第六条转供电设备线路管理范围的划分 一、高压设备 公司高压设备包括110千伏、
管线管廊布置设计规范
格式:pdf
大小:1.8MB
页数:11P
4.6
石油化工工艺装置布置设计规范sh3011-2011 4管廊的布置 4.1管廊的形式和位置 4.1.1管廊的形式宜根据设备平面布置的要求,按下列原则确定; a)设备较少的装置可采用一端式或直通式管廊; b)设备较多的装置可根据需要采用“l”型、“t”型或“π”型等形式的管廊; c)联合装置可采用主管廊和支管廊组合的结构形式。 4.1.2装置内管廊按结构形式可分为独立式和纵梁式;按材料可分为混凝土管廊、钢管管廊和组合管廊。 4.1.3管廊在装置中应处于能联系主要设备的位置。 4.1.4管廊应布置在装置的适中位置,宜平行于装置的长边。 4.1.5管廊的布置应缩短管廊的长度,且有效利用管廊空间。 4.1.6管廊的布置应满足道路和消防的需要,以及地下管道、电缆沟、建筑物、构筑物等的间距要求,并应避开设备 的检修场地。 4.2管廊的布置要求 4.2.1管廊上方可布置空气
中直径管线管用HFW焊管的开发及进展精华文档
L290N管线管
格式:pdf
大小:103KB
页数:6P
4.4
钢管常用规格参数表编辑 无缝钢管理论重量表 外径mm 0.50.60.811.21.41.51.61.82 60.070.080.10.120.140.160.170.170.190.2 70.080.10.120.150.170.190.20.210.230.25 80.090.110.140.170.20.230.240.250.280.3 90.110.120.160.20.230.260.280.290.320.35 100.120.140.180.220.260.30.310.330.360.4 110.130.150.20.250.290.330.350.370.410.44 120.140.170.220.270.32
L360NB管线管
格式:pdf
大小:103KB
页数:6P
4.4
钢管常用规格参数表编辑 无缝钢管理论重量表 外径mm 0.50.60.811.21.41.51.61.82 60.070.080.10.120.140.160.170.170.190.2 70.080.10.120.150.170.190.20.210.230.25 80.090.110.140.170.20.230.240.250.280.3 90.110.120.160.20.230.260.280.290.320.35 100.120.140.180.220.260.30.310.330.360.4 110.130.150.20.250.290.330.350.370.410.44 120.140.170.220.270.32
管线管超声波壁厚测量仪 管线管超声波壁厚测量仪
格式:pdf
大小:40KB
页数:1P
4.4
美国laserlinc公司从事非接触式超声波、激光探测仪的设计和制造,新研制了一种台式超声波壁厚检测系统。该设备基于公司ultragauge+超声波壁厚测量系统(ultragauge+系统由一套dsp系统和一套传感器组成)研制而成,用于测量定尺金属管的壁厚。这种台式超声波壁厚测量仪可采用手动方式在任意位置,以任意角度进行钢管
中大直径HFW焊管高频接触焊接和高频感应焊接的比较 中大直径HFW焊管高频接触焊接和高频感应焊接的比较
格式:pdf
大小:388KB
页数:4P
4.7
针对hfw焊管焊接采用的高频感应焊接(hfiw)和高频接触焊接(hfcw)两种焊接方式,从适用范围、能耗、产品质量成本方面作了比较。接触焊接最显著的优点就是能耗少,但质量成本比感应焊接要高;如果感应焊接配置得当,焊管厂家在成本和质量方面将取得最优化。
L360QS大口径无缝管线管的开发应用 L360QS大口径无缝管线管的开发应用
格式:pdf
大小:4.0MB
页数:3P
4.8
文章以油气田项目为依托,对国产大口径φ508mm×22.2mml360qs无缝管线管进行了开发应用,根据无缝管线管的服役工况特点及大湾项目输送管的技术规格,得到了l360qs管线管的各项性能要求,并结合实际生产工艺装备特点,设计了工艺流程,证明其冶金质量、力学性能、抗腐蚀性能等均符合用户要求。
中直径管线管用HFW焊管的开发及进展最新文档
 X80钢级高频焊接管线管的试制
X80钢级高频焊接管线管的试制 X80钢级高频焊接管线管的试制
格式:pdf
大小:340KB
页数:4P
4.4
通过优化hfw焊管机组成型参数、焊接参数和焊缝热处理工艺,成功试制出x80钢级管线管。首批试制的x80钢级管线管的各项性能满足apispec5l标准(44版)的要求,为后续拓展高频焊管钢级奠定了工艺基础。针对试制中出现的问题指出了需要改进的方向。
非调质N80钢级HFW套管的研制和开发 非调质N80钢级HFW套管的研制和开发
格式:pdf
大小:571KB
页数:4P
4.7
随着我国石油工业的快速发展,对石油套管的需求逐年增多,对其性能的要求也进一步提高。介绍了中海石油金洲管道有限公司研发的非调质n80钢级hfw套管的化学成分设计、金相组织、生产工艺路线、核心技术和控制要点、产品性能等。检验、试验结果表明:研发的非调质n80钢级hfw套管满足apispec5ct标准的要求,具有较高的冲击韧性,同时焊缝对沟槽腐蚀不敏感。
HFW焊接套管的热张力减径工艺研究 HFW焊接套管的热张力减径工艺研究
格式:pdf
大小:3.4MB
页数:11P
4.8
在gleeble-3500热模拟试验机上对hfw焊接套管进行热形变试验,研究形变温度和形变量对hfw焊接套管组织及性能的影响规律;研究了热张力减径+调质热处理对hfw焊接套管组织及性能的影响规律。试验结果表明:hfw焊接套管随形变温度的升高和形变量的增大,其母材和焊缝区的组织趋于一致;hfw焊接套管经热张力减径+调质热处理,不仅改善了母材和焊缝区的组织差异,还提升了管体的综合性能。
地下金属管线管径的探测 地下金属管线管径的探测
格式:pdf
大小:110KB
页数:未知
4.7
用现有的一台电磁感应式地下金属管线探测仪在现场进行人工数据采样,然后拟合出一个地下金属单管线二次场分布的经验公式,再用该分布函数曲线半宽度参数,伴以地下全属管线埋深的探测,便可探测出管径值。探测误差约为实际管径的±10%。
论连续管线管在油田地面集输管线的应用研究 论连续管线管在油田地面集输管线的应用研究
格式:pdf
大小:233KB
页数:未知
4.5
目前很多油田地面集输管线都面临着采用无缝管单根焊接方式产生的问题,如空气污染严重、焊口多和劳动强度高等问题。然而在油田中使用连续管线管可以替代无缝管进行地面集输管线,这样能够减少原始管线中的很多问题。连续油管的制造技术包括原材料加工制造技术、精密焊接技术、热处理方法与工艺、板材以及管材对接技术等方面,同时连续油管经历一定发展过程,在国内外的也具有一定的应用。
工艺管线管道施工方案
格式:pdf
大小:514KB
页数:34P
4.4
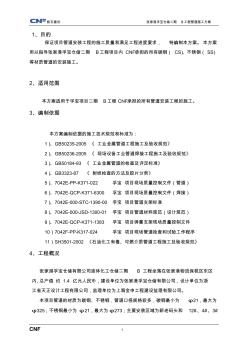
核五建设张家港孚宝仓储二期b工程管道施工方案 cnf1 保证项目管道安装工程的施工质量和满足工程进度要求,特编制本方案。本方案 用以指导张家港孚宝仓储二期b工程项目内cnf承担的所有碳钢(cs)、不锈钢(ss) 等材质管道的安装施工。 本方案适用于孚宝项目二期b工程cnf承担的所有管道安装工程的施工。 3、编制依据 本方案编制依据的施工技术规范和标准为: 1)、gb50235-2005《工业金属管道工程施工及验收规范》 2)、gb50236-2005《现场设备工业管道焊接工程施工及验收规范》 3)、gb50184-93《工业金属管道的检查及评定标准》 4)、gb3323-87《射线检查的方法及胶片分类》 5)、7042e-pp-k371-022孚宝项目现场质量控制文件(管道) 6)、7042e-qcp-k371-6300
电力与信息管线管理系统解决方案
格式:pdf
大小:2.1MB
页数:22P
4.5
成都市蓉城电力与信息管线管理系 统 解决方案 四川创立信息科技有限公司 2007年3月 目录 第一章引言...........................................................................................................................................3 第二章系统建设目标...........................................................................................................................3 第三章创立管道网络管理系统..................................................
中直径管线管用HFW焊管的开发及进展相关
文辑推荐
知识推荐
百科推荐


职位:暖通设计经理
擅长专业:土建 安装 装饰 市政 园林


