

大型铸造不锈钢泵壳铸造工艺设计
格式:pdf
大小:781KB
页数:4P
人气 :73
 4.5
4.5
针对大型铸造不锈钢泵壳砂型铸造工艺开展研究,对铸件材质及结构特点进行分析,结合Pro CAST软件对铸件充型及凝固过程的模拟结果对铸造工艺进行设计与改进。并通过试制,获得了铸件轮廓清晰,无缩松、缩孔缺陷的优良产品。


编辑推荐下载

不锈钢封头的铸造工艺
格式:pdf
大小:219KB
页数:2P
4.6
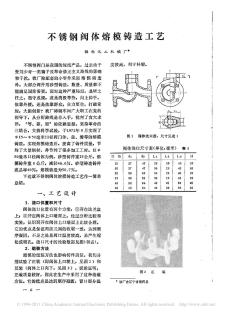
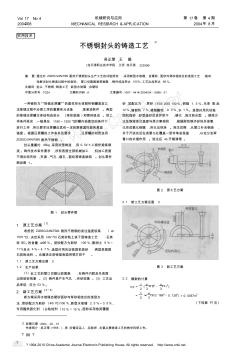
?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net 实用技术 不锈钢封头的铸造工艺 ξ 吴正策,王 娟 (连云港职业技术学院,江苏连云港 222006) 摘 要:通过对zg35cr24ni7sin耐热不锈钢封头生产工艺的试验研究,采用新型水玻璃、自硬砂、面砂与背砂相结合的造型工艺,能有 效解决封头铸造过程中的粘砂、冒口切割困难等难题,铸件成品率达100%,工艺出品率达68%。 关键词:封头;不锈钢;铸造工艺;新型水玻璃;自硬砂 中图分类号:tg24 文献标识码:a 文章编号:1007-4414(2004)04-0088-01 一种被称为“炼
不锈钢精密铸造工艺的特性
格式:pdf
大小:52KB
页数:2P
4.6
铸造利润源泉的发动机 陕西网铸互联网信息技术有限公司1 不锈钢精密铸造工艺的特性 根据长期生产制做,在多次失败中总结出,比较合理的科学的新经验,加入一定量的稀土元素改 善钢的合金质量。在电力、矿山、冶金等行业,物料的输送、输出、都是采用近距离、高压输送,管 道承受着相当大的压力,并经受很严重的磨损,单一材质的管道很难满意此工况的要求。 2009年国内不锈钢精密铸造,不锈钢管件生产将被迫进入收缩状态,但是,投资的高增长将使 得产能进一步扩大,对不锈钢精密铸造企业而言,2009年是一个十分痛苦而压抑之年,如果原材料 成本能够大幅下降,还可以缓解钢企一定压力,无非开工率有所下降。还起细化晶粒作用,在表面形 成保护膜,加入一定量mo使合金在一定高温下,具有一定抗氧化作用,增加使用寿命。不锈钢精密 铸造除含碳外一般还含有少量的硅、锰、硫、磷按用途可以把碳钢分为碳素
铸造不锈钢泵壳铸造工艺设计热门文档

海水循环泵双相不锈钢叶轮铸造工艺设计
格式:pdf
大小:847KB
页数:4P
4.4
分析了双相不锈钢海水循环泵叶轮的结构特点和铸造工艺难点,针对铸件尺寸及质量大、叶片薄、面积大且壁厚不均匀、热节点分散等特点,利用计算机模拟铸件凝固过程,预测缺陷部位,进行了铸造工艺设计,着重解决铸造过程中易出现的缩孔、缩松、裂纹等缺陷。经生产验证,铸件的外形尺寸、健全性、力学性能及无损探伤等均满足技术要求,为生产高质量的大型超级双相不锈钢叶轮提供了经验和技术数据。
 水轮机不锈钢叶片铸造工艺实践
水轮机不锈钢叶片铸造工艺实践 水轮机不锈钢叶片铸造工艺实践
格式:pdf
大小:55KB
页数:2P
4.7
介绍了低碳马氏体不锈钢(zg06cr13ni4mo)水轮机叶片铸造工艺。生产实践表明,不锈钢叶片宜平做竖浇,浇注系统采取全底注、全开放式;用co2-水玻璃高铬刚玉砂作面砂、醇基高铬刚玉涂料,可以得到良好的叶片表面质量。

制动盘铸造工艺设计
格式:pdf
大小:2.5MB
页数:23P
4.6
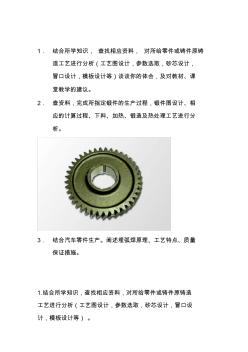
1.结合所学知识,查找相应资料,对所给零件或铸件原铸 造工艺进行分析(工艺图设计,参数选取,砂芯设计, 冒口设计,模板设计等)谈谈你的体会,及对教材、课 堂教学的建议。 2.查资料,完成所指定锻件的生产过程,锻件图设计、相 应的计算过程、下料、加热、锻造及热处理工艺进行分 析。 3.结合汽车零件生产。阐述埋弧焊原理、工艺特点、质量 保证措施。 1.结合所学知识,查找相应资料,对所给零件或铸件原铸造 工艺进行分析(工艺图设计,参数选取,砂芯设计,冒口设 计,模板设计等)。 1.1制动盘铸造要求及现状 一、生产技术状况:制动盘种类繁多,特点是壁薄,盘片及中心处由砂芯 形成。不同种类制动盘,在盘径、盘片厚度及两片间隙尺寸上存在差异,盘毂的 厚度和高度也各不相同。单层盘片的制动盘结构比较简单。铸件重量多为 6-18kg。 二、技术要求:铸件外轮廓全部加工,精加工后不得有任何缩松、
超级双相不锈钢海水循环泵铸造工艺
格式:pdf
大小:1.1MB
页数:3P
4.5
介绍了超级双相不锈钢zg00cr25ni7mo4n海水循环泵泵体铸件的生产工艺,包括浇注系统、熔炼、热处理、焊接工艺等,并分析了铸件生产的关键工艺技术。在采取了合理的工艺措施后,铸件的化学成分、力学性能等满足产品的要求,成功研制了超级双相不锈钢zg00cr25ni7mo4n海水循环泵铸件。
铸造不锈钢泵壳铸造工艺设计精华文档

大型泵用不锈钢轴承盖精密铸造工艺改进
格式:pdf
大小:806KB
页数:3P
4.5
针对不锈钢轴承盖生产过程中出现的缩孔、缩松等缺陷,采用先进cae模拟技术,结合实际生产情况,进行工艺优化改进,有效解决了缺陷问题,改善了产品质量,提高了产品合格率,降低了生产成本。
铸造不锈钢阀体裂纹分析 铸造不锈钢阀体裂纹分析
格式:pdf
大小:1.3MB
页数:6P
4.4
对zg08cr18ni9不锈钢阀体的化学成分、力学性能、裂纹特征、阀体内部残留物质物相及金相组织进行了分析。分析结果表明,应力腐蚀开裂是造成阀体产生裂纹的根本原因,阀体材料成分中个别元素偏离标准及铸件缩松、夹杂物多且缺陷尺寸过大加速了裂纹的产生与扩展。最后提出了相应的预防措施。

多级泵的进水段铸造工艺设计
格式:pdf
大小:863KB
页数:4P
4.7
对比分析了进水段铸件不同铸造工艺方案,确定了最可行的工艺方案,即两箱造型、中注式浇注、三块型芯装配形成内腔,开放式浇注系统,使用冒口和冷铁配合。使用此方案,铸件可实现自下而上的顺序凝固,生产出的铸件满足使用性能要求,不但较大地提高了劳动效率,而且产品一次交检合格率达到要求。
核电站一回路冷却剂主泵铸造不锈钢泵壳不规则壁厚的测量 核电站一回路冷却剂主泵铸造不锈钢泵壳不规则壁厚的测量
格式:pdf
大小:463KB
页数:4P
4.5
主要介绍了核电站一回路冷却剂主泵铸造不锈钢泵壳不规则壁厚的测量方法,分为粗加工前的余量确认测量和精加工完成后的精确测量两个阶段。详细介绍了样板测量、激光跟踪仪测量的具体工艺。
离心铸造不锈钢管的工艺研究
格式:pdf
大小:9KB
页数:1P
4.4
离心铸造不锈钢管的工艺研究 摘要:随着耐热不锈钢管在我国热处理炉等行业的广泛应用,对耐热不锈钢 管的需求量也日益增加,且用户对质量的要求也越来越高,本文就离心铸造不锈 钢管的工艺确定和常见的质量问题及措施做了详细的阐述,以提高离心铸造不锈 钢管的整体制造水平。 关键词:离心铸造;不锈钢管;工艺 引言 随着我国机械制造业的飞速发展,伴随着热处理炉的使用也增多,对耐热和 高质量不锈钢管的需求量日益增多。这类钢管最常用的钢号是1cr18ni9ti不锈 钢,我国传统制造不锈钢管的工艺是,用电渣重熔实心锭做成的实心不锈钢管坯 料,经镗床加工成不锈钢管,此方法的材料利用率较低,且工序较多;而采用离 心铸造耐热不锈钢管的工艺,制造出的不锈钢管,其组织特点是存有大量的二次 析出碳化物,此组织紧密,成分均匀,金属缺陷较少,可满足用户的高质量要求。 现如今此制造工艺已被广泛使用。 在热处
铸造不锈钢泵壳铸造工艺设计最新文档

铸钢齿轮熔模铸造工艺设计
格式:pdf
大小:309KB
页数:17P
4.4
攀枝花学院本科课程设计(论文) 铸钢齿轮熔模铸造工艺设计 学生姓名唐洪 学生学号:201011102062 院(系):材料工程学院 年级专业:10级材料成型及控制工程 指导教师:范兴平博士 助理指导教师:范兴平讲师 二〇一三年十一月 攀枝花学院本科学生课程设计任务书 题目铸钢齿轮熔模铸造工艺设计 1、课程设计的目的 使学生了解、设计铸件熔模铸造工艺,融会贯通相关专业课程理论知识,培养学生综 合运用所学知识分析问题和解决问题的能力。 2、课程设计的内容和要求(包括原始数据、技术要求、工作要求等) 内容:(1)识读图纸;铸件结构铸造工艺性分析。 (2)选择基准面。 (3)制模工部设计(制芯,压型,浇冒口等) (4)制壳工部设计 (5)熔炼工部设计 (6)浇注工部设计 (7)落砂清理及质检工部设计 (8)铸件表面处理方案设计 (9)
铸造工艺图解
格式:pdf
大小:1.1MB
页数:10P
4.7
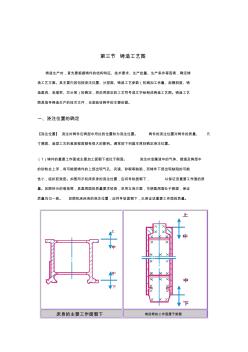
第三节铸造工艺图 铸造生产时,首先要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸 造工艺方案。其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸 造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图。铸造工艺 图是指导铸造生产的技术文件,也是验收铸件的主要依据。 一、浇注位置的确定 【浇注位置】浇注时铸件在铸型中所处的位置称为浇注位置。铸件的浇注位置对铸件的质量、尺 寸精度、造型工艺的难易程度都有很大的影响。通常按下列基本原则确定浇注位置。 (1)铸件的重要工作面或主要加工面朝下或位于侧面。浇注时金属液中的气体、熔渣及铸型中 的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可能 性小,组织较致密。如图所示机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质 量。如图所示的卷扬筒,
单级双吸整体式铸钢泵体铸件的铸造工艺设计
格式:pdf
大小:893KB
页数:4P
4.6
单级双吸整体式蜗壳泵体结构复杂,给铸造工艺的设计及后续的生产带来很大难度。本文通过对泵体结构进行铸造工艺性分析并结合以往的生产经验,提出了切实可行的铸造工艺方案并进行了生产验证,对此类泵体的铸造工艺设计起到借鉴参考作用。
大型铸造不锈钢阀体失效原因分析 大型铸造不锈钢阀体失效原因分析
格式:pdf
大小:283KB
页数:4P
4.4
采用宏观和微观等方法对服役过程中产生大量裂纹的大型阀体进行系统检验与分析,结果表明:阀体材料成分中个别元素偏离标准及铸件缩松、夹杂物多且缺陷尺寸过大是造成阀体产生裂纹的根本原因。阀体的工作条件促使材料发生脆化,加速了裂纹的产生与扩展。
Z1Cr18Ni9Ti不锈钢法兰的铸造工艺研究 Z1Cr18Ni9Ti不锈钢法兰的铸造工艺研究
格式:pdf
大小:429KB
页数:3P
4.6
本文介绍了一种z1cr18ni9ti零件的制造方法,即用铸造方法。这种方法可以节省材料,提高效率,降低成本,并在此基础上探讨了有效的熔炼和铸造工艺。
不锈钢泵盖类铸件的铸造工艺 不锈钢泵盖类铸件的铸造工艺
格式:pdf
大小:206KB
页数:未知
4.5
我厂生产的系列耐腐蚀泵的泵盖结构基本相似,外型尺寸为φ150~φ400mm,质量为30~100kg。其尺寸精度要求高,而且泵盖要与泵体一起做水压试验,其结构如图1所示。材质大多是不锈钢,如zg1cr18ni12mo2ti,其化学成分和性能要求见下表。
耐蚀泵用高硅铸造不锈钢的组织与耐蚀性能的研究 耐蚀泵用高硅铸造不锈钢的组织与耐蚀性能的研究
格式:pdf
大小:467KB
页数:未知
4.4
设计了新型高硅铸造不锈钢,研究了该钢的组织和耐蚀性能。结果表明,在高温浓硫酸介质中,新型高硅不锈钢比lewment55合金具有更好的耐蚀性,且其成本低,综合性能好,具有广阔的应用前景。
V法铸造不锈钢耐酸泵叶轮在天津取得效益 V法铸造不锈钢耐酸泵叶轮在天津取得效益
格式:pdf
大小:135KB
页数:未知
4.6
真空密封造型(简称v法铸造)是国际上70年代以来发展的新工艺,它具有简化工艺,提高铸件质量和降低生产成本的优点。v法使用不含任何粘结剂和水分的干砂造型,铸型是应用薄膜密封真空紧实原理,靠型腔大气和型内负压之间的压力差得到紧实。因而,铸件具有很高的表面硬度
大型薄壁不锈钢水轮机下环的铸造工艺研究 大型薄壁不锈钢水轮机下环的铸造工艺研究
格式:pdf
大小:280KB
页数:未知
4.5
分析了大型低碳不锈钢水轮机下环的铸造特点及难点,生产中采用了保温冒口,水玻璃砂造型,电弧炉熔炼和氩氧精炼等技术措施。结果表明,经过合理的工艺设计,减少了大型铸件的铸造缺陷,提高了铸件的内在质量,成功生产出了高质量的大型低碳不锈钢下环铸件。
大型混流式机组不锈钢叶片整体铸造工艺 大型混流式机组不锈钢叶片整体铸造工艺
格式:pdf
大小:361KB
页数:未知
4.8
介绍了混流式水轮机大型叶片整体铸造工艺的设计,解决了叶片分体铸造生产周期过长和设备、工装的成本投入大等问题。取得了显著的经济效益
铸造不锈钢泵壳铸造工艺设计相关
文辑推荐
知识推荐
百科推荐


职位:水利工程标准员
擅长专业:土建 安装 装饰 市政 园林


