

中央空调用外螺纹铜管拉伸成形的实验研究
格式:pdf
大小:186KB
页数:5P
人气 :58
 4.7
4.7
通过实验,研究了工艺因素对中央空调用外螺纹铜管拉伸成形的影响规律,得到了对实际生产具有指导意义的研究结果.



 内螺纹翅片铜管高速旋压拉伸成形的研究
内螺纹翅片铜管高速旋压拉伸成形的研究 内螺纹翅片铜管高速旋压拉伸成形的研究
对内螺纹翅片铜管的高速旋压的伸成形加工机理进行了系统研究,分析了加工过程及参数,试验结果表明,齿深量随坯管与内螺纹管壁厚的比值及材料塑性的增加而逐渐增大,但外表面粗糙度随之变差,拉速与旋速的比值增大会导致外表面粗糙度变差,但随着旋速提高,其影响变小。
编辑推荐下载
冷拔外螺纹铜管延伸系数计算公式的推导及验证 冷拔外螺纹铜管延伸系数计算公式的推导及验证
格式:pdf
大小:391KB
页数:4P
4.7
推导了外螺纹铜管拉伸延伸系数计算公式。通过理论计算与实验结果的比较,表明该公式有很高的计算精度,完全可以满足工艺计算要求。
内螺纹铜管成形工艺研究 内螺纹铜管成形工艺研究
格式:pdf
大小:424KB
页数:3P
4.3
阐述了内螺纹铜管成形的两种生产工艺:拉拔旋压成形法和铜带滚压成形焊接法。对两种工艺的优劣进行了研究分析,并指出了应用前景。
中央空调用外螺纹铜管拉伸成形的实验研究热门文档

内螺纹铜管
格式:pdf
大小:196KB
页数:20P
4.7
铜管,配管类标准 内螺纹铜管 定义 本标准采用下列定义。 1:内螺纹铜管 管材内表面具有一定数量、一定螺旋角度的金属肋。 2:圆度 管材任一端面上测量的最大与最小直径之差。 3:平均壁厚 指内螺纹铜管按称重法算出相应公称外径的无缝光管的壁厚值。 4:分类与命名 产品分类:热交换器用铜管的种类及牌号见表 供应形式 铜管 种类 铜材名称 gb/t8895jish3300 牌号iso 1190-1 牌号状态牌号状态 lwc(卷 料) 内螺 纹铜 管 纯铜或无氧 铜 t2 硬(y) 半硬 (y2) 软(m) c1100 t 软质(o) 轻软质(ol) cu-etp 磷脱氧铜tp2 c1220 t cu-dhp 5:型号命名:产品型号命名如下: 示例1:内螺纹铜管,外经φ、底壁厚、齿高、齿数60、螺旋角18度、供应形式(lwc), 牌号tp2,铜管供应状态m,

公制外螺纹细牙
格式:pdf
大小:53KB
页数:2P
4.4
1 公制外螺纹(细牙) 公称直径× 螺距 大径中径小径螺胚直径 最大最小最大最小最大最小最大 m3x0.352.9812.8962.7542.6872.6022.712.73 m4x0.53.9803.8743.6553.5803.4393.603.63 m5×0.54.9804.8744.6554.5804.4394.604.63 m6×0.755.9785.8385.4915.3915.1665.425.46 m8×0.757.9787.8387.4917.3917.1667.427.46 m8×17.9747.7947.3247.2126.8917.267.29 m10×0.759.9789.8389.4919.3919.1669.429.46 m10×
内螺纹铜管成型的工艺设计 内螺纹铜管成型的工艺设计
格式:pdf
大小:620KB
页数:5P
4.6
内螺纹铜管成型的工艺比较复杂,共涉及到17个主要的工艺参数。文章介绍了内螺纹成型工艺的设计方法,利用该方法,使复杂的工艺设计变得简单直观,对关键参数的优化使工艺更合理。
中央空调用外螺纹铜管拉伸成形的实验研究精华文档
国内外焊接内螺纹铜管与无缝内螺纹铜管的技术发展状况 国内外焊接内螺纹铜管与无缝内螺纹铜管的技术发展状况
格式:pdf
大小:194KB
页数:4P
4.6
本文介绍了国内外焊接内螺纹铜管与无缝内螺纹铜管的工艺技术、产品标准及推广应用情况,对美国a公司与国内c公司的焊接与无缝内螺纹管样品进行了质量特性对比分析,粗略估算了两种工艺的生产成本,并提出了应用前景。
内、外标准螺纹尺寸大全-内、外螺纹
格式:pdf
大小:1.2MB
页数:57P
4.4
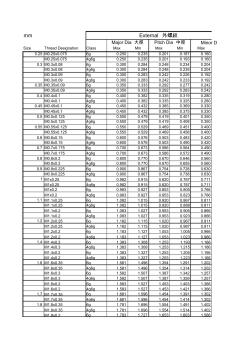
mm sizethreaddesignationclassmaxminmaxminmax 0.25m0.25x0.0756g0.2500.2350.2010.1870.160 m0.25x0.0754g6g0.2500.2350.2010.1930.160 0.3m0.3x0.086g0.3000.2840.2480.2340.204 m0.3x0.084g6g0.3000.2840.2480.2390.204 m0.3x0.096g0.3000.2830.2420.2260.192 m0.3x0.094g6g0.3000.2830.2420.2330.192 0.35m0.35x0.096g0.3500.3330.2920.2770.242 m0.35x0.094g6g0.350
内螺纹铜管MicrosoftWord文档
格式:pdf
大小:25KB
页数:2P
4.6
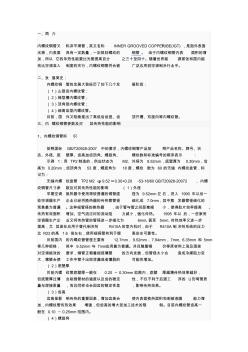
一、简介 内螺纹铜管又称非平滑管,英文名称innergroovedcoppertube(igt),是指外表面 光滑,内表面具有一定数量,一定规则螺纹的铜管。由于内螺纹铜管内表面积的增 加,所以它的导热性能要比光管提高百分之三十至四十。随着世界能源紧张和国内能 效比空调准入制度的实行,内螺纹铜管将会被广泛应用到空调制冷行业中。 二、发展简史: 内螺纹铜管的发展大致经历了如下几个发展阶段: (1)山型齿内螺纹管; (2)梯型槽内螺纹管; (3)顶角型内螺纹管; (4)细高齿型内螺纹管。 目前,国外又陆续推出了高低齿齿型、齿顶开槽、双旋向等内螺纹管。 三、内螺纹铜管参数及对其传热性能的影响 1、内螺纹铜管标识 按照国标gb/t20928-2007中的要求,内螺纹铜管产品按照产品名称、牌号、状 态、外径、底壁厚、齿高加齿顶角、螺旋角
阐述高效空调换热器内螺纹铜管的研究运用
格式:pdf
大小:126KB
页数:1P
4.5
科学技术的快速发展,将大量的先进产品应用到了人们的生活之中。伴随着全球气候上升,两极温度不断发生变化的今天,人们的生活环境也出现了巨大的改观。为了满足人们的生活需求,高效空调的出现,有效的为人们的生活调节了气候。其中,高效空调换热器内螺纹铜管的使用,使高效空调的性能得以有效的提升。通过对内螺纹铜管的研究以及分析,我们发现,良好的内螺纹铜管可以提升空调的运行中的性能,降低能耗及生产成本。
阐述高效空调换热器内螺纹铜管的研究运用 阐述高效空调换热器内螺纹铜管的研究运用
格式:pdf
大小:126KB
页数:1P
4.3
科学技术的快速发展,将大量的先进产品应用到了人们的生活之中。伴随着全球气候上升,两极温度不断发生变化的今天,人们的生活环境也出现了巨大的改观。为了满足人们的生活需求,高效空调的出现,有效的为人们的生活调节了气候。其中,高效空调换热器内螺纹铜管的使用,使高效空调的性能得以有效的提升。通过对内螺纹铜管的研究以及分析,我们发现,良好的内螺纹铜管可以提升空调的运行中的性能,降低能耗及生产成本。
中央空调用外螺纹铜管拉伸成形的实验研究最新文档
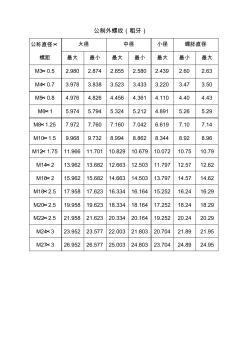
公制外螺纹粗牙
格式:pdf
大小:23KB
页数:1P
4.3
公制外螺纹(粗牙) 公称直径× 螺距 大径中径小径螺胚直径 最大最小最大最小最大最小最大 m3×0.52.9802.8742.6552.5802.4392.602.63 m4×0.73.9783.8383.5233.4333.2203.473.50 m5×0.84.9764.8264.4564.3614.1104.404.43 m6×15.9745.7945.3245.2124.8915.265.29 m8×1.257.9727.7607.1607.0426.6197.107.14 m10×1.59.9689.7328.9948.8628.3448.928.96 m12×1.7511.96611.70110.82910.67910.07210.7510.79 m
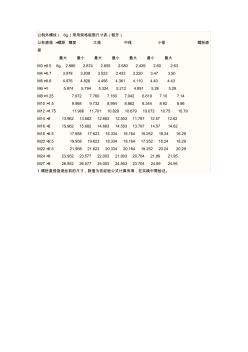
公制外螺纹表(粗牙)
格式:pdf
大小:11KB
页数:1P
4.7
公制外螺纹(6g)常用规格极限尺寸表(粗牙) 公称直径×螺距精度大径中径小径螺胚直 径 最大最小最大最小最大最小最大 m3×0.56g2.9802.8742.6552.5802.4392.602.63 m4×0.73.9783.8383.5233.4333.2203.473.50 m5×0.84.9764.8264.4564.3614.1104.404.43 m6×15.9745.7945.3245.2124.8915.265.29 m8×1.257.9727.7607.1607.0426.6197.107.14 m10×1.59.9689.7328.9948.8628.3448.928.96 m12×1.7511.96611.70110.82910.679
阐述高效空调换热器内螺纹铜管的研究运用
格式:pdf
大小:126KB
页数:1P
4.3
科学技术的快速发展,将大量的先进产品应用到了人们的生活之中。伴随着全球气候上升,两极温度不断发生变化的今天,人们的生活环境也出现了巨大的改观。为了满足人们的生活需求,高效空调的出现,有效的为人们的生活调节了气候。其中,高效空调换热器内螺纹铜管的使用,使高效空调的性能得以有效的提升。通过对内螺纹铜管的研究以及分析,我们发现,良好的内螺纹铜管可以提升空调的运行中的性能,降低能耗及生产成本。
阐述高效空调换热器内螺纹铜管的研究运用 阐述高效空调换热器内螺纹铜管的研究运用
格式:pdf
大小:126KB
页数:1P
4.5
科学技术的快速发展,将大量的先进产品应用到了人们的生活之中。伴随着全球气候上升,两极温度不断发生变化的今天,人们的生活环境也出现了巨大的改观。为了满足人们的生活需求,高效空调的出现,有效的为人们的生活调节了气候。其中,高效空调换热器内螺纹铜管的使用,使高效空调的性能得以有效的提升。通过对内螺纹铜管的研究以及分析,我们发现,良好的内螺纹铜管可以提升空调的运行中的性能,降低能耗及生产成本。
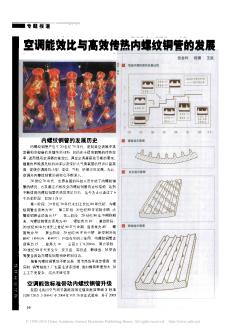
空调能效比与高效传热内螺纹铜管的发展
格式:pdf
大小:577KB
页数:2P
4.4
内螺纹铜管的发展历史内螺纹铜管产生于20世纪70年代,是制造空调器中蒸发器和冷凝器的关键传热材料,目的在于提高铜管的传热效率,进而提高空调器的能效比,满足空调器高效节能的要求。随着世界能源危机的加深以及保护大气臭氧层的呼声日益高涨,促使空调器向小型、高效、节能、环保方向发展。为此,空调用内螺纹铜管的研究也不断深入。20世纪70年代,世界各国的科技人员开始了内螺纹铜管的研究,力求通过不断改变内螺纹铜管的齿形结构,达到不断提高内螺纹铜管传热效率的目的,迄今为止已走过了6个历史阶段,如图1所示。
小管径内螺纹铜管在空调系统中的应用
格式:pdf
大小:683KB
页数:4P
4.8
在比较φ5mm内螺纹铜管与普通φ7mm内螺纹铜管换热及流体压降特点的基础上,介绍了家用空调使用φ5mm内螺纹铜管的特点及其采用的相应措施。整机性能测试证明,采用φ5mm内螺纹铜管时蒸发器铜的用量降低43%以上,成本下降40%左右;而制冷量、能效比及循环风量均有所增加。
内螺纹铜管滚珠旋压成形有限元分析 内螺纹铜管滚珠旋压成形有限元分析
格式:pdf
大小:478KB
页数:3P
4.8
根据金属塑性成形原理和滚珠旋压成形的工艺特点,利用msc.mentat/marc软件建立了内螺纹铜管滚珠旋压工艺的三维弹塑性非线性有限元模型。模拟了管坯从开始接触到变形稳定阶段内螺纹铜管的成形过程,探讨了铜管成形过程金属流动的位移规律及应变分布。
内螺纹铜管滚珠旋压成形有限元模拟 内螺纹铜管滚珠旋压成形有限元模拟
格式:pdf
大小:231KB
页数:3P
4.6
根据金属塑性成形原理和滚珠旋压成形的特点,采用有限元软件msc.mentat/marc建立了内螺纹铜管滚珠旋压工艺的三维弹塑性有限元模型。模拟了管坯从变形开始到变形稳定阶段不同滚珠压下量下内螺纹铜管的成形过程。将模拟得到的滚珠所受单位挤压力与理论分析值进行了比较,两者具有较好的一致性。以模拟结果为基础分析了滚珠压下量对内螺纹铜管成形的影响和滚珠与螺纹沟槽芯头的受力特点。
牵伸下罗拉内外螺纹跳动测量仪的开发与使用 牵伸下罗拉内外螺纹跳动测量仪的开发与使用
格式:pdf
大小:132KB
页数:未知
4.7
根据棉纺环锭细纱机牵伸下罗拉内、外螺纹中径跳动量水平对罗拉连接跳动量的影响,提出罗拉内、外螺纹中径跳动量水平的控制方法,设计开发了罗拉内、外螺纹中径跳动测量仪;该测量仪适用大批量制造罗拉的企业,其价格低廉、操作简单,其使用将为有效提高罗拉制造的整体质量水平提供条件,值得推广。
中央空调用外螺纹铜管拉伸成形的实验研究相关
文辑推荐
知识推荐
百科推荐


职位:给水排水工程师
擅长专业:土建 安装 装饰 市政 园林


