

脂硬化水玻璃砂铸造工艺及流水线装备
格式:pdf
大小:30KB
页数:7P
人气 :98
 4.5
4.5
脂硬化水玻璃铸造工艺及流水线装备 可 行 性 研 究 报 告 (晋煤集团科技开发计划申报项目 ) 项目简要内容 (逐格正书,总共不超过 50个字 ): 提 要 研 究 开 发 脂 硬 化 水 玻 璃 砂 铸 造 工 艺 , 实 现 中 部 槽 帮 、 支 架 柱 窝 等 煤 矿 设 备 零 部 件 的 绿 色 铸 造 , 确 保 产 品 质 量 。 申请总费用 (万元 ): 700 。其中: 技术开发费 技术咨询费 技术服务费 工程费 设备费 材料费 49 2 3 50 476 120 注:各项费用预算明细及其依据见正文中详述。 本项目承担者 (科、队 )签章:晋煤集团金鼎公司 电话: 3667527 本报告撰写人:李 胜 电话: 3667215 单位技术负责人 (签章 ):杨 栋 二○○九年九月二十一日 晋煤集团科技开发计划项目 项目名称:脂硬化水玻璃砂铸造工艺及流水线装




10脂硬化水玻璃砂铸造工艺及流水线装备
1 脂硬化水玻璃铸造工艺及流水线装备 可行性研究报告 (晋煤集团科技开发计划申报项目) 项目简要内容(逐格正书,总共不超过50个字): 提要研究开发脂硬化水玻璃砂 铸造工艺,实现中部槽帮、支 架柱窝等煤矿设备零部件的绿 色铸造,确保产品质量。 申请总费用(万元):700。其中: 技术开发费技术咨询费技术服务费工程费设备费材料费 492350476120 注:各项费用预算明细及其依据见正文中详述。 本项目承担者(科、队)签章:晋煤集团金鼎公司 电话:3667527 本报告撰写人:李胜 电话:3667215 单位技术负责人(签章):杨栋 二○○九年九月二十一日 2 晋煤集团科技开发计划项目 项目名称:脂硬化水玻璃砂铸造工

编辑推荐下载
水玻璃砂铸造通用工艺规程
格式:pdf
大小:24KB
页数:4P
4.3
质量管理体系c层次文件 版本号:a/1-0 水玻璃砂造型工艺规程xb/q-c-01.4-2006-a7.0 一、混砂 1、面砂 1.1、面砂采用专用混砂机,每碾混砂量为350kg; 1.2、面砂工艺配方:(单位kg) 石英新砂350,陶土14,粘土7,水玻璃22.5。 1.3、混制 加料定量要准确,砂和粉料均匀加入到混砂机中,干混2分 钟,再加水玻璃湿混8~10分钟出砂,混制好的面砂用湿麻袋 覆盖,防止风干;对于需要长时间放置(≥2小时)的水玻璃 砂要盛放在密闭的桶内保存。 2、背砂 背砂采用回用砂经破碎、过筛去除铁块等块状物体后,加入 占砂重2%的粘土和适量的水,混制均匀即可使用。 二、造型 1、造型 1.1、正确放置模型、冷铁和浇冒系统模,侧吃砂量大于50mm,底 吃砂量大于90mm,顶吃砂量大于100mm,底箱下面洒放软砂 层。 1.
水玻璃自硬砂铸造工艺研究与应用
格式:pdf
大小:929KB
页数:4P
4.5
铸钢轧辊生产造型用砂一直是粘土石英砂,手工舂箱,工人的劳动强度大,生产效率低,造型环境差,可控性差,且因形状复杂,件大,无法进行机械化生产。本文对水玻璃自硬砂工艺进行了研究。结果表明,采用脂硬化水玻璃砂生产铸钢轧辊,可以满足机械化生产工艺要求,减轻劳动强度,提高生产效率,减少水玻璃加入量,还可扩大开箱温度范围,降低铸造裂纹发生的几率,具有诸多优点。
脂硬化水玻璃砂铸造工艺及流水线装备热门文档

水玻璃砂铸造应注意的几个问题 (2)
格式:pdf
大小:181KB
页数:12P
4.6
水玻璃砂铸造应注意的几个问 题 5-5-2 水玻璃砂铸造应注意的几个问题 国内外几十年来对树脂砂铸造工艺的应用 实践表明:树脂砂虽然具有铸件尺寸精度 高, 表面光洁,造型效率高,可以制造形状复杂和内 部质量要求严格的铸件,旧砂回收再生容易等优 点;但是,树脂砂的生产成本高,环境污染严重, 在人们对于自身生存条件和环境的要求日趋严 格的条件下,由于车间劳动保护和生产环境卫生 方面的投资很大,树脂砂的应用受到一定限制。 而水玻璃无色、无臭、无毒,在混砂造型、硬化 和浇铸过程中都没有刺激性或有毒气体溢出。故 近年来许多国家对水玻璃砂重新重视起来。 水玻璃砂的硬化方法可分为热硬法、气硬法 和自硬法三大类,包括很多种方法。但目前 常用的硬化方法主要有以下两种: 1、普通co2气硬法 此法是水玻璃粘结剂领域里应用最早的一 种快速成型工艺,由于设备简单,操作方便, 使用灵活,成本低廉,在
EPS模型在水玻璃砂铸造生产中的应用
格式:pdf
大小:112KB
页数:2P
4.5
第31卷第5期 2009年10月 山东冶金 shandongmetallurgy vol.31no.5 october2009 1前言 eps(发泡聚苯乙烯)是以合成树脂为母材制成 的内部具有无数微小气孔结构的塑料,主要特点是 质地轻,容重仅为16~25kg/m3,是同体积木模的 3.64%~5.68%,价格比较低,成型加工方便,资源丰 富。山东冶金机械厂生产的铸钢件主要以单件或小 批量为主,产品类型多样,重量从几公斤至十几吨不 等,结构各异。常规的生产方法是先制作木模再进 行造型,由于每种产品的数量少,导致木模在整个生 产成本中所占比重大,且生产周期较长。为此,在模 型生产中尝试用eps代替木材作为制作原料,取得 成功。 2分析产品结构,确定工艺 使用eps制作模型,首先需要考虑的是其加工 问题。由于eps与木料的材质差异,不能按木
水玻璃砂铸造应注意的几个问题 (2)
格式:pdf
大小:30KB
页数:6P
4.8
5-5-1 水玻璃砂铸造应注意的几个问题 国内外几十年来对树脂砂铸造工艺的应用实践表明:树脂砂虽然具有铸件尺寸精度高, 表面光洁,造型效率高,可以制造形状复杂和内部质量要求严格的铸件,旧砂回收再生容易 等优点;但是,树脂砂的生产成本高,环境污染严重,在人们对于自身生存条件和环境的要 求日趋严格的条件下,由于车间劳动保护和生产环境卫生方面的投资很大,树脂砂的应用受 到一定限制。而水玻璃无色、无臭、无毒,在混砂造型、硬化和浇铸过程中都没有刺激性或 有毒气体溢出。故近年来许多国家对水玻璃砂重新重视起来。 水玻璃砂的硬化方法可分为热硬法、气硬法和自硬法三大类,包括很多种方法。但目前 常用的硬化方法主要有以下两种: 1、普通co2气硬法 此法是水玻璃粘结剂领域里应用最早的一种快速成型工艺,由于设备简单,操作方便, 使用灵活,成本低廉,在国内外大多数的铸钢件生产中得到了广泛的应用
水玻璃砂铸造应注意的几个问题 (3)
格式:pdf
大小:51KB
页数:16P
4.3
水玻璃砂铸造应注意的几个问题 铸造2010-06-0407:27:53阅读424评论0字号:大中小订阅 2008-4-811:26:48来源:宁波铸造[字体:] ——兼论《砂型铸造生产技术500问》的特点 冯胜山 (湖北工业大学机电研究设计院武汉430070) 国内外几十年来对树脂砂铸造工艺的应用实践表明:树脂砂虽然具有铸件尺寸精度高,表面光洁,造 型效率高,可以制造形状复杂和内部质量要求严格的铸件,旧砂回收再生容易等优点;但是,树脂砂的生产 成本高,环境污染严重,在人们对于自身生存条件和环境的要求日趋严格的条件下,由于车间劳动保护和 生产环境卫生方面的投资很大,树脂砂的应用受到一定限制。而水玻璃无色、无臭、无毒,在混砂造型、 硬化和浇铸过程中都没有刺激性或有毒气体溢出。故近年来许多国家对水玻璃砂重新重视起来。 水玻璃砂的硬化方法可分为热
水玻璃砂铸造应注意的几个问题
格式:pdf
大小:102KB
页数:36P
4.7
1 水玻璃砂铸造应注意的几个问题 国内外几十年来对树脂砂铸造工艺的应用实践表明:树脂砂虽然具有铸件尺寸精 度高,表面光洁,造型效率高,可以制造形状复杂和内部质量要求严格的铸件, 旧砂回收再生容易等优点;但是,树脂砂的生产成本高,环境污染严重,在人们 对于自身生存条件和环境的要求日趋严格的条件下,由于车间劳动保护和生产环 境卫生方面的投资很大,树脂砂的应用受到一定限制。而水玻璃无色、无臭、无 毒,在混砂造型、硬化和浇铸过程中都没有刺激性或有毒气体溢出。故近年来许 多国家对水玻璃砂重新重视起来。 水玻璃砂的硬化方法可分为热硬法、气硬法和自硬法三大类,包括很多种方法。 但目前 常用的硬化方法主要有以下两种: 1、普通co2气硬法 此法是水玻璃粘结剂领域里应用最早的一种快速成型工艺,由于设备简单,操作 方便, 使用灵活,成本低廉,在国内外大多数的铸钢件生产中得到了广泛的应用。 co2
脂硬化水玻璃砂铸造工艺及流水线装备精华文档
耐热钢料盘水玻璃砂实型铸造工艺
格式:pdf
大小:542KB
页数:3P
4.8
介绍了一种耐热钢料盘的水玻璃砂实型铸造工艺。采用水玻璃砂、聚苯乙烯泡塑模样造型工艺解决了复杂件造型翻箱与起模操作困难的问题;采用内冷铁工艺解决了分散热节的缩孔问题;采用反雨淋浇注系统及合理的浇注工艺,解决了铸件浇不足、气孔等质量问题。结果表明,本工艺生产的耐热钢料盘,铸造质量好,使用寿命长,制造成本低。
水玻璃铸造工艺
格式:pdf
大小:235KB
页数:31P
4.5
水玻璃铸造工艺 文件编号:hr-01 版本:a 修改状态:o 受控状态: 编制:王军日期:2012-3-1 蜡料制备 1.工艺要求: 1.1蜡液温度:70-90℃,严禁超过90℃。 1.2稀蜡温度:65-80℃。 1.3蜡膏保温缸水温:48-50℃。 1.4蜡膏应搅拌均匀呈糊状,温度控制在45-48℃,其中不允许有颗粒状蜡料。 1.5蜡料配方 蜡料种类 材料名称 重量配比 12345 石蜡5025105 硬脂酸50251055 回收蜡50809095 1.5.1正常生产采用3、4两种配方,配方5用于压制浇口棒。 1.5.2在生产过程中必须根据蜡模质量分析结果,适量增加或减少硬脂酸量,冬 季的酸值取下限,夏季的酸值取上限。 2操作程序 2.1启动设备,检查运转是否正常,是否漏水、漏气、漏蜡
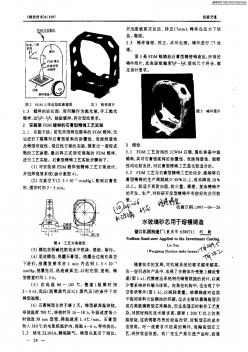
水玻璃砂芯用于熔模铸造
格式:pdf
大小:1.3MB
页数:3P
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
脂硬化水玻璃砂铸造工艺及流水线装备最新文档
 用普通水玻璃砂铸造高精度齿条工艺方案的优化
用普通水玻璃砂铸造高精度齿条工艺方案的优化 用普通水玻璃砂铸造高精度齿条工艺方案的优化
格式:pdf
大小:1.2MB
页数:3P
4.3
齿条的齿部尺寸精度和表面平整度要求较高,采用普通水玻璃砂手工生产方式铸造难度很大,试制过程往往解决了一些问题又出现一些新的问题,在不断的实践摸索中,我们终于找到最优工艺方案。采用该方案生产出2640件齿条,全部符合质量要求。
 CO_2硬化工艺对改性水玻璃砂性能的影响
CO_2硬化工艺对改性水玻璃砂性能的影响 CO_2硬化工艺对改性水玻璃砂性能的影响
格式:pdf
大小:214KB
页数:4P
4.8
采用改性树脂对水玻璃进行改性处理,并用改性后的水玻璃配制型砂。结果表明:在相同的粘结剂加入量和吹气工艺条件下,用#1改性树脂改性的水玻璃砂的综合性能较为理想。另外,测得co2吹气工艺对型砂强度的影响如下:固定粘结剂的加入量为3.5%、吹气流量为2.5m3/h,随着吹气时间的延长,型砂σ0不断上升,而σ24则逐步下降;固定粘结剂的加入量为3.5%、吹气时间为20s,随着吹气流量增大,型砂σ0下降,而σ24上升。
典型硬化工艺水玻璃砂型吸湿机理研究 典型硬化工艺水玻璃砂型吸湿机理研究
格式:pdf
大小:353KB
页数:4P
4.3
吸湿性强是水玻璃砂工艺的一个较难解决的问题,尤其在我国南方的梅雨季节,型砂的吸湿性给生产带来了很大的麻烦,如砂型的硬透性差、易产生蠕变等。测试了粉末硬化、酯硬化、微波硬化三种典型水玻璃砂型,存放于高湿度环境中的吸湿量、强度变化情况及强度损失率;通过xrd测试了三种典型水玻璃砂硬化工艺粘结剂膜的成分,分析了它们的吸湿机理;讨论了三种典型硬化水玻璃砂工艺吸湿后的强度损失机制,为解决水玻璃砂型的吸湿性问题奠定了理论基础。
改性水玻璃砂现场工艺
格式:pdf
大小:23KB
页数:2P
4.4
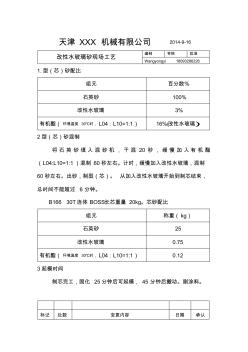
天津xxx机械有限公司2014-9-16 改性水玻璃砂现场工艺 编制审核批准 wangyongyi18093286226 1.型(芯)砂配比 组元百分数% 石英砂100% 改性水玻璃3% 有机酯(环境温度30℃时,l04:l10=1:1)16%(改性水玻璃) 2型(芯)砂混制 将石英砂填入混砂机,干混20秒,缓慢加入有机酯 (l04:l10=1:1)混制60秒左右。计时,缓慢加入改性水玻璃,混制 60秒左右。出砂,制型(芯)。从加入改性水玻璃开始到制芯结束, 总时间不能超过6分钟。 b16630t连体boss,长芯重量20kg。芯砂配比 组元称重(kg) 石英砂25 改性水玻璃0.75 有机酯(环境温度30℃时,l04:l10=1:1)0.12 3起模时间 制芯完工,固化25分钟后可起模,45分钟后搬
水玻璃铸造工艺守则
格式:pdf
大小:244KB
页数:31P
4.5
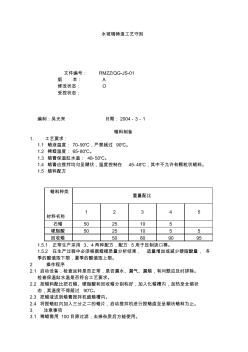
水玻璃铸造工艺守则 文件编号:rmzz/qg-js-01 版本:a 修改状态:o 受控状态: 编制:吴光来日期:2004-3-1 蜡料制备 1.工艺要求: 1.1蜡液温度:70-90℃,严禁超过90℃。 1.2稀蜡温度:65-80℃。 1.3蜡膏保温缸水温:48-50℃。 1.4蜡膏应搅拌均匀呈糊状,温度控制在45-48℃,其中不允许有颗粒状蜡料。 1.5蜡料配方 蜡料种类 材料名称 重量配比 12345 石蜡5025105 硬脂酸50251055 回收蜡50809095 1.5.1正常生产采用3、4两种配方,配方5用于压制浇口棒。 1.5.2在生产过程中必须根据蜡模质量分析结果,适量增加或减少硬脂酸量,冬 季的酸值取下限,夏季的酸值取上限。 2操作程序 2.1启动设备,检查运转是否正常
CO_2硬化水玻璃砂添加剂及旧砂干法再生工艺 CO_2硬化水玻璃砂添加剂及旧砂干法再生工艺
格式:pdf
大小:633KB
页数:4P
4.6
分析了水玻璃添加剂中有机水溶性高分子和无机纳米材料的组成特性,通过扫描电镜观察co2硬化水玻璃砂试样的断口形貌,探讨了水玻璃添加剂的作用机制。生产实践表明,采用水玻璃添加剂并结合旧砂干法再生回用工艺,可使水玻璃旧砂的回用率达80%以上,且型砂工艺性能良好,能满足铸件生产的要求。
水玻璃砂改性溃散剂的研制 水玻璃砂改性溃散剂的研制
格式:pdf
大小:144KB
页数:2P
4.7
选择氧化淀粉液为水玻璃砂改性剂,用氧化淀粉与n粉为水玻璃砂的复合溃散剂。通过对6%水玻璃砂常温抗拉强度及高温残留强度等工艺性进行实验研究,验证了改性方法的有效性,能较好的改善水玻璃砂的溃散性,提高了旧砂的回收利用率。
再生粘土砂用于水玻璃砂工艺的实验研究 再生粘土砂用于水玻璃砂工艺的实验研究
格式:pdf
大小:449KB
页数:3P
4.7
对再生粘土砂用于水玻璃砂工艺进行了实验,发现粘土砂再生后的耗酸值大于同种新原砂的耗酸值;在合理选择再生参数的前提下,和同种新原砂相比,再生砂的粒度组成不发生大的变化;在再生砂的含泥量低于同种新原砂的情况下,由再生砂混制的水玻璃型砂的强度达到或接近由同种新原砂混制的水玻璃砂的强度,可满足铸造工艺的要求。
CO_2硬化法水玻璃砂工艺存在的问题及解决途径 CO_2硬化法水玻璃砂工艺存在的问题及解决途径
格式:pdf
大小:110KB
页数:2P
4.8
水玻璃是除粘土之外应用最广的一种无机粘结剂。水玻璃砂也是最早的一种自硬砂。我国自20世纪50年代在铸造中应用水玻璃砂,主要用在铸钢件上,铸铁和有色合金铸件上用得较少。水玻璃砂混制非常方便,硬化主要是用化学硬化法,其与粘土砂相比有以下的优点。(1)水玻璃砂流动性好,易于紧实。(2)硬化快,简化造型和制芯工艺,缩短生产周期,提高劳动生产率。(3)铸造缺陷少,提高铸件质量。(4)可以硬化后再起模,型芯尺寸较准确,提高铸件尺寸精度。(5)可不用干燥炉,节约能源,改善车间劳动条件。
脂硬化水玻璃砂铸造工艺及流水线装备相关
文辑推荐
知识推荐
百科推荐


职位:建筑院总建筑师
擅长专业:土建 安装 装饰 市政 园林


