




汽车车架的焊接工艺设计
汽车车架的焊接工艺制定 一:汽车车架的结构特点 汽车各总成都直接或间接地安装在车架上,车架是承受载荷的基 础件,它既承受汽车的静载荷,还要承受汽车行驶中的动载 荷,因此车架是影响汽车使用寿命的关键总成之一。 目前,国内载货汽车一般使用边梁式焊接车架。北汽福田作为国 内轻型载货汽车行业的主要生产企业之一,本文以其主导产 品——时代轻卡来介绍车架的结构特点。车架总成该车架由 两根槽形纵梁和七根横梁焊合而成的闭合式构架。为增加车架 的强度,纵梁内部焊接加强纵梁,车架总长约6500mm, 外宽760mm,车架上平面的平面度要求不得大于2m m,左右纵梁对角线长度最大偏差不超过3mm,板簧支架 对角线最大偏差不超过2mm。车架上的发动机支架、驾驶 室支架、板簧支架等焊接在相应的位置。焊接接头共有几百
自行车车架设计
在竞争激烈的市场化要求下,自行车的设计出现了以下两个特点:速度快、造型美观适用.在当代制造工艺已 比较成熟的情况下,自行车的造型设计变得相当重要.知识工程(knowledgebasedengineering,kbe)具有多 种知识表示和推理决策的能力,将其运用于快速处理自行车车架的工艺结构设计、造型设计过程及决策过 程,可有效处理复杂的工艺知识和各种图形知识,达到快速设计的目的. 在竞争激烈的市场化要求下,自行车的设计出现了以下两个特点:速度快、造型美观适用。在当代制造工 艺已比较成熟的情况下,自行车的造型设计变得相当重要。知识工程(knowledgebasedengineering,kbe) 具有多种知识表示和推理决策的能力,将其运用于快速处理自行车车架的工艺结构设计、造型设计过程及决策 过程,可有效处理复杂的工艺知识和各种图形知识,达到快速设
编辑推荐下载
汽车车架焊接变形及控制方法_彭斌
格式:pdf
大小:54KB
页数:3P
 4.3
4.3
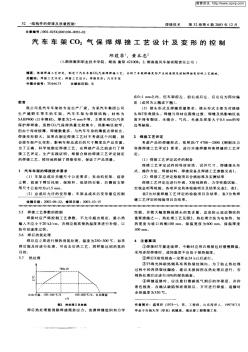
2011年4月 hotworkingtechnology2011,vol.40,no.7 金属铸锻焊技术casting·forging·welding 汽车车架焊接结构的零件厚度一般为2~ 4mm。由于co2气体保护焊具有成本低,生产效率 高,抗锈、抗氢和抗裂纹能力强,焊后不清渣,变形 小,易操作,适于全位置焊及有利于实现焊接过程的 机械化及自动化等特点,因此在汽车车架的焊接中 得到广泛应用。co2气体保护焊的热量比较集中,热 影响区较窄,由于母材较薄,焊缝数量多,与汽车车 身的薄板点焊相比,其焊接变形比较大[1]。如果焊接 夹具的工装设计及焊接工艺的确定没有考虑这种特 点时,就会造成操作不便、生产效率低下,甚至会使 车架产生变形,影响车架总成的尺寸精度及产品质 量。因此,研究车架的焊接变形及控制方法,在
自卸汽车车架设计热门文档
自卸汽车设计
格式:pdf
大小:437KB
页数:15P
4.3
1 摘要 去年以来,我国专用车市场取得较好的经营业绩,全国395家改装车企业改装汽车 23.06万辆,销售23.05万辆。自卸汽车27125辆,占总量的11.76%。随着国内基础设施 建设需要不断增加,自卸车产量近年来一直保持较高产销量,在专用车综合产量中保持第 一位置,但在种类、型式、材料运用方面与国外还有一定的差距。 本文首先对自卸车的设计特点以及国内外发展现状做了相关的概述。接着,从车厢的 设计、举升机构的设计、取力器的设计等方面进行了eq3090自卸车的总体设计,并对主 车副车架进行了改装与设计。对整个eq3090自卸车的外廓尺寸、轮距与轴距尺寸、前悬 后悬以及整车的装载质量、整备质量、总质量和轴载质量进行了相关的计算与设计。 关键字:自卸汽车总体布置设计副车架轴载质量举升机构 2 abstract sincelastyear,ourcountr
 拓扑及参数优化方法在专用汽车车架结构设计中的应用
拓扑及参数优化方法在专用汽车车架结构设计中的应用 拓扑及参数优化方法在专用汽车车架结构设计中的应用
格式:pdf
大小:238KB
页数:4P
4.5
提出了将拓扑优化理论和结构参数优化方法综合应用于集装箱半挂车车架结构设计中的设计思想。在结构设计的开始阶段引入拓扑优化理论,先对结构进行布局优化,以获得较合理的初始结构方案,再通过结构参数优化设计,得到满足其强度和刚度及设计工艺要求的最优结构。探讨了拓扑优化设计过程中,基本结构建立、优化过程控制及优化结果分析与应用等问题。在ansys软件平台上进行了cae软件包的二次开发,设计了集装箱半挂车车架优化设计专用软件模块。
自卸汽车侧翻预警装置设计 自卸汽车侧翻预警装置设计
格式:pdf
大小:170KB
页数:3P
4.5
为了解决自卸汽车侧翻问题,根据自卸汽车的结构及其作业特点,分析自卸汽车的侧翻机理。根据自卸汽车的侧翻机理,以侧倾角作为自卸汽车侧翻预警系统的侧翻预警指标,建立自卸汽车的侧翻预警模型。通过自卸汽车的侧翻预警模型研究了自卸汽车侧翻预警方法,并进行自卸汽车侧翻预警装置的设计。设计的自卸汽车侧翻预警方法和预警装置适合自卸汽车的工作特点,方法简单,有一定的汽车侧翻预警精度。
自卸汽车车架设计精华文档
高表面质量热轧汽车车架用钢板的研制 高表面质量热轧汽车车架用钢板的研制
格式:pdf
大小:932KB
页数:5P
4.6
通过对热轧钢板500l的氧化层形成机制及影响因素的分析研究,确定了具有高表面质量汽车车架用500l热轧钢板的成分及热轧工艺制度,并研究了钢板氧化层生成特点。采用金相组织观察、sem分析、x-射线衍射仪分析、力学性能测试等方法,分析了钢板的组织、性能、氧化层形貌和结构组成。结果表明,所试生产的500l热轧钢板氧化层结合良好,氧化层中的fe3o4比例大于85%,氧化层厚度≤10μm。产品试生产10万t以上,用于无酸洗工序直接冲压汽车车架,其氧化层脱落较少,效果良好。

中华人民共和国国家标准汽车车架修理技术条件
格式:pdf
大小:24KB
页数:2P
4.6
中华人民共和国国家标准汽车车架修理技术条件 udc629.113.011.3.004.124gb3800-83 technicalrequirementsforautomobileframesbeingoverhauied 本标准适用于边梁式车架的大修。修理竣工的车架应符合本标准的要求。 1技术要求 1.1车架应无泥砂、油污、锈蚀及袭纹。 1.2车架宽度极限偏差为-3+4mm。 1.3车架纵梁上平面及侧面的纵向直线度公差,在任意1000mm长度上为3mm,在全长上为其长度的千分之一。 1.4车架总成左、右纵梁上平面应在同一平面内,其平面度公差为被测平面长度的千分之一点五。 1.5纵梁侧面对车架上平面的垂直度公差为纵梁高度的百分之一。 1.6车架主要横梁对纵梁的垂直度公差不大于横梁长度的千分之二。 1.7车架分段(如下图)检查,各段对角线长度差不
节能车车架选型和轻量化设计 节能车车架选型和轻量化设计
格式:pdf
大小:295KB
页数:4P
4.5
在ansys9.0中以梁单元理念建立车架的有限元模型。在材料、梁截面一致的情况下,计算上浮式、下沉式两种车架结构的强度和刚度,确定出更优化的车架结构;在较优的车架结构基础上,换用多种截面类型的梁进行有限元分析,计算出满足强度和刚度时梁的最小截面积,实现车架的轻量化,从而达到节能目的。
平板拖车车架主梁经验设计 平板拖车车架主梁经验设计
格式:pdf
大小:288KB
页数:3P
4.4
平板拖车是一种常用的运输设备,整车设计的重点是车架主梁的设计计算。根据多年设计生产经验,简化主梁设计计算,以主梁抗弯截面模量、轮距、轴距为设计主要值,根据计算结果选取槽钢型号等;抗弯截面模量w_z计算需参考平板拖车的使用工况。
自卸汽车车架设计最新文档
非接触式自卸汽车车箱升降报警系统的设计 非接触式自卸汽车车箱升降报警系统的设计
格式:pdf
大小:357KB
页数:2P
4.4
针对自卸汽车行车时车箱处于起升状态易出现事故隐患的问题,设计了一种非接触式的报警系统,介绍了该系统工作原理及安装方法。该系统采用电感式接近开关采集信号,通过继电器控制报警装置,使车箱在举升时发出报警。
汽车车库出租协议
格式:pdf
大小:11KB
页数:2P
4.5
第1页共2页 车库出租合同 甲方(出租方):甲方身份证号: 乙方(承租方):乙方身份证号: 根据《中华人民共和国合同法》及有关规定,甲、乙双方在自愿、平等、互利的基 础上,经协商一致,达成如下协议: 一、甲方将出租给乙方使用。 二、该车库租赁期,即年月日至年月日止。如乙方在租期 满后需继续租赁车库,应提前1个月通知甲方,双方按市场价重新商定租金并 签订书面合同,乙方在同等条件下享有优先租赁权,到期未通知甲方,甲方有 权将车库租给其他人。 三、乙方租用甲方车库年租金为元(元/月),大写:元整, 每半年支付1次。首次支付元,于合同签订时支付。下个半年度的租 金元,在年月日前付清。 四、甲乙双方权利义务 1、甲方权利义务 1)甲方向乙方出租的车库不提供水电,车库钥匙贰把。乙方不得损坏车库门及 车库内的原有设施等,如有损坏则按原样修复价进行赔偿
摩托车车架焊接自动化
格式:pdf
大小:8KB
页数:4P
4.4
摩托车车架机器人焊接夹具的设计 进入20世纪90年代以来,随着我国改革步伐的加快和国民经济的高速发展, 一些企业也相应地以“更新装备,加强技术改造,适应市场需求,生产有竞争力的 产品,稳定提高企业效益”作为企业求生存、图发展的关键措施之一。在此背景下, 在机械制造业中使用焊接机器人的数量也急剧增加。目前,国内各大摩托车生产企 业都在上自动化生产线,如何更好的实现摩托车车架焊接生产自动化,日产焊接机 器人及变位机都能满足自动化要求,自动化生产线能否正常运转,除工艺流程是否 合理、零件精度是否满足要求外,焊接夹具设计的合理性最为重要。 一、机器人焊接工装夹具的特点 机器人焊接工装夹具与普通焊接夹具比较有如下特点: ⑴对零件的定位精度要求更高,焊缝相对位置精度较高,应≤1mm。 ⑵由于焊件一般由多个简单零件组焊而成,而这些零件的装配和定位焊,在焊接 工装夹具上是按顺序进行的,因此,它们的定
摩托车车架的焊接!
格式:pdf
大小:2.8MB
页数:36P
4.7
常州机电职业技术学院 毕业设计(论文) 作者:乔东升学号:21330121 系部:模具技术系 专业:焊接技术及自动化 题目:铃木摩托车车架的焊接 指导老师:骆敏 毕业设计(论文)中文摘要 本论文主要研究的内容是摩托车车架的焊接工艺及出气孔的设计与成型。摩托 车车架主要经过选材、冲压、装配、焊接等工艺来完成的生产。焊接时由于焊接 材料的物理及化学性能不同进而对焊接电流、电压有不同的选择,焊接时的速度 也会因为板材的厚度而改变。焊接前要对焊缝的布置进行考虑,焊缝的清理对焊 接也有重要的影响。出气孔的设计与成型主要通过排除气体的温度的高低对板材 的选择,进而对其进行设计,在焊接时采用的是gms-308,直径为1.0mm的焊丝, 大多数的焊接方法采用的是mag焊,也可以使用co2保护焊进行焊接,电源极性 为交流,焊接电流110-130a,电压为14-17v,
汽车车架焊接过程焊接变形控制方法 汽车车架焊接过程焊接变形控制方法
格式:pdf
大小:67KB
页数:1P
4.6
在汽车车架焊接过程中由于温度等因素导致焊接变形,为了保证产品尺寸控制在合理范围内,必须通过选择合适的焊接形状和尺寸、合理的焊接顺序和工艺等方法对焊接变形危害进行控制。
重载压裂泵车车架构型分析及改进 重载压裂泵车车架构型分析及改进
格式:pdf
大小:263KB
页数:未知
4.6
压裂车是油田压裂过程中最重要的设备,其体积大,自重大。为了设计出一种综合性能最优的压裂泵车车架构型,结合3000hp型压裂泵车原车架型式,提出五种改进方案,并在ansys中对六种车架进行了模态分析和瞬态动力学分析,得出六种型式车架的前12阶固有频率和在三缸泵工作产生的横向交变力作用下车架变形情况。结合分析结果,通过建立综合性能评价目标函数,得出"工"字型的车架是3000hp型压裂泵车最佳形式。
汽车车门部件结构设计
格式:pdf
大小:5.2MB
页数:21P
4.4
1 汽车门部件结构设计 概述 车门是汽车车身的主要部件之一,它不仅为司乘人员上下车提供方便 的条件,而且与整车动力性(空气动力性)、舒适性(风流噪声、密封等) 和使用性能(开启方便灵活)等有着密切的关系,同时对整车造型起着协 调作用,并直接影响车身外形的美观。 一、车门的结构型式——分类 现代汽车的车门结构型式很多,一般可按下述几种方式进行分类: 1.按运动形式,分为: ①旋转式 向上旋转开启的车门。近年轿车上出现的一种—c)翼开式 前方旋转的车门;近年轿车上出现的向上—b)垂直旋转式 、内摆门等;常见的司机门、折叠门—a)水平旋转式 ②平移式——拉门、外摆式车门(外移门)等。 2 2.按结构,分为: ·无骨架式——车门由内外两部分冲压钣件组焊而成,大部分司机门、 折叠门均采用此结构; ·有骨架式——车门内外蒙皮焊接在骨架上——外摆式乘客门。 3.按门叶的数目,
自卸汽车车架设计相关
文辑推荐
知识推荐
百科推荐


职位:项目经理一级建造师总工
擅长专业:土建 安装 装饰 市政 园林


