

直铜套铸造工艺
格式:pdf
大小:9KB
页数:1P
人气 :60
 4.5
4.5
直铜套硬度高,耐磨性极好,不易产生咬死现象,有较好的铸造性能和切削加工性能,在 大气和淡水中有良好的耐蚀性。 直铜套有较好的力学性能和耐蚀性, 耐磨性较好, 切削性能 良好。 液态金属凝固成形的方法主要是指铸造成形的工艺过程, 它是首先制造一个形状、 尺寸与所 需零件相应的铸型型腔,待其冷却凝固后,而获得铸件 ?的方法。 凝固成形的方法很多, 根据金属液充填进铸型方法的不同可分为重力铸造 (液态金属靠自 身重力充填型腔),低压铸造、挤压铸造、压力铸造(液态金属在一定的压力下充填型腔) 等。根据形成铸型材料的不同,可分为一次型(如砂型铸造、陶瓷型铸造、壳型铸造)及永 久型(如金属型铸造)。对于砂型铸造,根据砂粘结剂的不同,有粘土砂、树脂砂、水玻璃 砂等。根据造型方法不同有手工造型和机械造型。 此外,对于一些特殊的凝固成形伯, 还可 采用连续铸造、离心铸造(圆筒型铸件)、实型铸造、熔模铸造等方



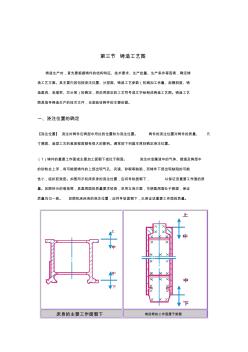
铸造工艺图解
第三节铸造工艺图 铸造生产时,首先要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸 造工艺方案。其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸 造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图。铸造工艺 图是指导铸造生产的技术文件,也是验收铸件的主要依据。 一、浇注位置的确定 【浇注位置】浇注时铸件在铸型中所处的位置称为浇注位置。铸件的浇注位置对铸件的质量、尺 寸精度、造型工艺的难易程度都有很大的影响。通常按下列基本原则确定浇注位置。 (1)铸件的重要工作面或主要加工面朝下或位于侧面。浇注时金属液中的气体、熔渣及铸型中 的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可能 性小,组织较致密。如图所示机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质 量。如图所示的卷扬筒,
编辑推荐下载
铝锭铸造工艺
格式:pdf
大小:16KB
页数:5P
4.8
铝锭铸造工艺 产品质量的好坏主要在这一步骤,而且整个铸造工艺,也是以这一过程为主。铸造过程 是一个由液态铝冷却、结晶成为固体铝锭的物理过程。 1.连续浇铸 连续浇铸可分为混合炉浇铸和外铸两种方式。均使用连续铸造机。混合炉浇铸是将 铝液装入混合炉后,由混合炉进行浇铸,主要用于生产重熔用铝锭和铸造合金。外铸是由抬 包直接向铸造机浇铸,主要是在铸造设备不能满足生产,或来料质量太差不能直接入炉的情 况下使用。由于无外加热源,所以要求抬包具有一定的温度,一般夏季在690~740℃,冬 季在700~760℃,以保证铝锭获得较好的外观。 混合炉浇铸,首先要经过配料,然后倒人混合炉中,搅拌均匀,再加入熔剂进行精炼。 浇铸合金锭必须澄清30min以上,澄清后扒渣即可浇铸。浇铸时,混合炉的炉眼对准铸造 机的第二、第三个铸模,这样可保证液流发生变化和换模时有一定的机动性。炉眼和铸造机
常见的铜套铸造方法
格式:pdf
大小:140KB
页数:2P
4.3
再生资源网http://www.***.***/ 本文摘自再生资源回收-变宝网(www.***.***) 常见的铜套铸造方法 铜套铸造是将铜合金熔炼成符合一定要求的液体并浇注进入铸型里,经冷却凝固、清整 处理后得到有预定形状、尺寸和性能的铸件的工艺过程。铸造毛坯因已近乎成形,因此 可免机械加工或只进行少量加工,降低了成本,并在一定程度上减少了制作时间。铸造 是现代装置制造工业的基础工艺之一。根据铸造铜套工艺的特点及使用发展程度,一般 可以将铸造方法分为砂型铸造铜套和特种铸造铜套两种。 一、砂型铸造是生产中用得最普遍的方法,它具有适应性广、生产准备比较简单等 优点。但用此法生产的铸件,其尺寸精度和表面质量及内部质量远不能满足机械零件的 要求,而且生产过程较复杂,实现机械化、自动化生产又投资巨大,在生产一些特殊零 件和特殊技术要求的铸件时,技术经济指标较低
直铜套铸造工艺热门文档
最耐磨铜套的铸造方法
格式:pdf
大小:8KB
页数:1P
4.6
扬州雪龙铜制品有限公司 最耐磨铜套的铸造方法 怎么样铸造的铜套最耐磨?答案是离心铸铜。 离心铸铜指将铜液体浇入高速旋转的铸型离心机中,使其在离心 力作用下凝固成形的铸造方法。离心铸造已广泛应用于生产管、套类 铸件,如离心铸造铜套,汽缸套,无缝钢管毛坯等。 离心铸造转速的选择1、铸型转速应保证铜液进入铸型,能在离 心力作用下形成圆筒。2、充分得用离心力的作用,保证得到良好的 铸件的内部质量。3、在用立式离心铸造法浇铸离心铸铜时能充分利 用离心力发挥铜液的充型能力和补缩铸件的能力。
法兰套铸造工艺说明书
格式:pdf
大小:219KB
页数:6P
4.4
法兰套铸造工艺说明书 点击课程设计说明书 一、根据零件图的要求,拟订零件生产的工艺路线 1、通过零件图,可得到以下信息: 零件名称:法兰套 材料:ht250 质量:0.7kg 最大轮廓尺寸:85mm 最小壁厚:5.5mm 产量:100件 技术要求:1、铸造圆角半径不得超过5mm;2、未注线性尺寸公差按gb1804-c, 未注角度公差按gb11135-c,未注形位公差按gb/t1184-l;3、铸件应进行时效处 理;4、铸件应进行清理,保证表面平整;5、零件加工完后所有棱边应去除毛刺; 6、不加工表面先涂以防锈漆,再涂以绿色油漆。 2、确定毛坯的种类及毛坯的具体生产方法 根据以上信息,可确定毛坯的种类铸件。由于属小批量生产,所以毛坯的生 产方法为砂型铸造。 点击铸造工艺设计及参数→工艺分析 二、零件工艺分析 1、零件的作用分析 法兰套主要起到传递力的作用
 合金材质铸铁气缸套铸造工艺的探讨
合金材质铸铁气缸套铸造工艺的探讨 合金材质铸铁气缸套铸造工艺的探讨
格式:pdf
大小:250KB
页数:2P
4.8
气缸套作为发动机核心部件之一,其性能直接影响着整机的大修周期与功率稳定,因此需要气缸套采用性能较好、品质优良的合金铸铁。本文分别从合金铸铁铸造的各道工序进行分析,提出影响材质性能的因素,为提高合金铸铁气缸套性能提供研讨。

铸造工艺设备论文
格式:pdf
大小:98KB
页数:6P
4.6
铸造工艺设备 castingequipment 摘要:铸造生产是用液态合金形成产品的方法,将液态合金注入造型中使之冷 却,凝固。绝大多数铸件用作毛坯,需要经机械加工后能成为各种机械零件;少 数铸件当达到使用的尺寸精度和表面粗糙度要求时,可作为成品或零件而直接使 用。 abstract:castingistheformationofproductsoftheliquidalloy,theliquid alloyintotheshapemanipulationofthecooling,freezing.roughcastingsfor thevastmajorityneedtobeprocessedbymechanicalmachineryparts;afew tousewhencastingdimension
铝合金铸造工艺
格式:pdf
大小:16KB
页数:7P
4.3
1 铝合金铸造工艺 一、铸造概论 铝合金铸造的种类如下: 由于铝合金各组元不同,从而表现出合金的物理、化学性能均有所不同,结晶过程也不尽相同。 故必须针对铝合金特性,合理选择铸造方法,才能防止或在许可范围内减少铸造缺陷的产生,从而优 化铸件。 1、铝合金铸造工艺性能 铝合金铸造工艺性能,通常理解为在充满铸型、结晶和冷却过程中表现最为突出的那些性能的 综合。流动性、收缩性、气密性、铸造应力、吸气性。铝合金这些特性取决于合金的成分,但也与铸 造因素、合金加热温度、铸型的复杂程度、浇冒口系统、浇口形状等有关。 (1)流动性 流动性是指合金液体充填铸型的能力。流动性的大小决定合金能否铸造复杂的铸件。在铝合金中 共晶合金的流动性最好。 影响流动性的因素很多,主要是成分、温度以及合金液体中存在金属氧化物、金属化合物及其他 污染物的固相颗粒,但外在的根本因素为浇注温度及浇注压力(俗称浇
直铜套铸造工艺精华文档

制动盘铸造工艺设计
格式:pdf
大小:2.5MB
页数:23P
4.6
1.结合所学知识,查找相应资料,对所给零件或铸件原铸 造工艺进行分析(工艺图设计,参数选取,砂芯设计, 冒口设计,模板设计等)谈谈你的体会,及对教材、课 堂教学的建议。 2.查资料,完成所指定锻件的生产过程,锻件图设计、相 应的计算过程、下料、加热、锻造及热处理工艺进行分 析。 3.结合汽车零件生产。阐述埋弧焊原理、工艺特点、质量 保证措施。 1.结合所学知识,查找相应资料,对所给零件或铸件原铸造 工艺进行分析(工艺图设计,参数选取,砂芯设计,冒口设 计,模板设计等)。 1.1制动盘铸造要求及现状 一、生产技术状况:制动盘种类繁多,特点是壁薄,盘片及中心处由砂芯 形成。不同种类制动盘,在盘径、盘片厚度及两片间隙尺寸上存在差异,盘毂的 厚度和高度也各不相同。单层盘片的制动盘结构比较简单。铸件重量多为 6-18kg。 二、技术要求:铸件外轮廓全部加工,精加工后不得有任何缩松、
铸造工艺CAD程序设计 铸造工艺CAD程序设计
格式:pdf
大小:377KB
页数:2P
4.6
铸造计算机辅助设计(cad)包括铸件铸造工艺设计、绘图、铸造过程模拟、分析和控制及工艺工装的设计加工。用计算机设计铸造工艺有如下优点:(1)计算准确、迅速,消除了人为的计算误差。(2)可同时按几个不同的工艺方案试算,从而找出最好的方案。
气化模铸造工艺的评价 气化模铸造工艺的评价
格式:pdf
大小:374KB
页数:2P
4.6
到目前为止(1988年中期),估计全世界有100家铸工场生产与销售气化模工艺制成的铸件,另有100多家铸工场正在认真实验这项工艺。这些铸工场大约30~40%生产铝铸件,其余生产黑色铸件,产量估计为2000t铝铸件和4000t铁铸件。铝铸件用于汽车发动机的进汽总管、气缸头、热交换器等。铁铸件用于汽车发动机的排气总管、曲柄箱、阀门零件、管接头、白口铁耐磨铸件和电机外壳等。用量有限或尚处于发展阶段的铸件还有:灰铁气缸体、灰铁刹车盘、球铁刹车支架、小型可锻铸件、铝质水泵、铝发动机支架等。
铸造工艺过程成本的估算 铸造工艺过程成本的估算
格式:pdf
大小:460KB
页数:3P
4.6
工艺过程费用的估算方法,适用于铸造生产分析和评价各种工艺方案和生产经营决策的经济效果,例如在铸造生产中大多数铸件都可能采用几种可以保证铸件质量合乎技术要求的工艺方法来制造。在这种情况下,对于影响选择组成铸件生产整个工艺过程的主
直铜套铸造工艺最新文档
水玻璃铸造工艺
格式:pdf
大小:235KB
页数:31P
4.5
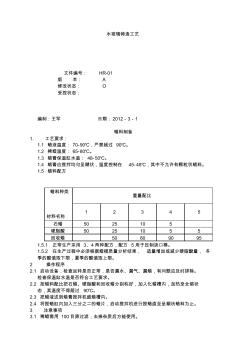
水玻璃铸造工艺 文件编号:hr-01 版本:a 修改状态:o 受控状态: 编制:王军日期:2012-3-1 蜡料制备 1.工艺要求: 1.1蜡液温度:70-90℃,严禁超过90℃。 1.2稀蜡温度:65-80℃。 1.3蜡膏保温缸水温:48-50℃。 1.4蜡膏应搅拌均匀呈糊状,温度控制在45-48℃,其中不允许有颗粒状蜡料。 1.5蜡料配方 蜡料种类 材料名称 重量配比 12345 石蜡5025105 硬脂酸50251055 回收蜡50809095 1.5.1正常生产采用3、4两种配方,配方5用于压制浇口棒。 1.5.2在生产过程中必须根据蜡模质量分析结果,适量增加或减少硬脂酸量,冬 季的酸值取下限,夏季的酸值取上限。 2操作程序 2.1启动设备,检查运转是否正常,是否漏水、漏气、漏蜡
大型薄壁铝铁青铜轴套离心铸造工艺 大型薄壁铝铁青铜轴套离心铸造工艺
格式:pdf
大小:1.2MB
页数:3P
4.6
轴套是水电机组轴系的重要部件。我国经过三峡电站的成功建成,大型电站越来越多,巨型机组也越来越多。轴套部件铸件的重量和尺寸较大,要求严格,材质特殊、工艺难度大。以往铝铁青铜类材料铸件的产品缺陷较多,产品质量难以保证,为
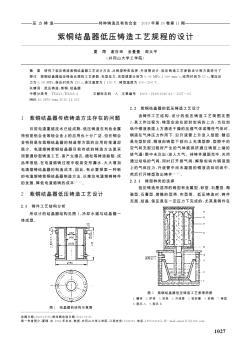
紫铜结晶器低压铸造工艺规程的设计
格式:pdf
大小:145KB
页数:4P
4.6
研究了低压铸造紫铜结晶器工艺设计方法,从铸型种类选择、升液管设计、低压铸造工艺参数设计等方面进行了探讨。紫铜结晶器低压铸造合理的工艺参数:充型压力、充型速度分别为0.06mpa、1000mm/s,结壳时间为25s,增压压力为0.08mpa,保压时间为120s,浇注温度为1150℃,铸型温度为150~200℃。
数值模拟在铝铜合金低压铸造工艺中的应用
格式:pdf
大小:1.1MB
页数:4P
4.6
以某厚大zl205a合金铸件为例,采用数值模拟的方法对铸件低压铸造工艺中充型和凝固过程进行模拟,分析了充型及凝固过程中温度场的变化,并按模拟结果进行了生产,结果获得了优质的铸件。
硅黄铜阀门外壳铸造工艺改进 硅黄铜阀门外壳铸造工艺改进
格式:pdf
大小:393KB
页数:3P
4.5
分析阀门外壳原铸造工艺产生缩孔、气孔、针孔和氧化夹渣等铸造缺陷的原因,针对这些缺陷,采取改变浇注位置、优化浇注系统,增加泡沫陶瓷过滤器、随形冷铁和随形冒口以及严格控制熔液质量等措施,基本上消除了铸造内部缺陷,铸件耐压测试合格率超过80%。
高塑性铝铁青铜瓷套法兰离心铸造工艺 高塑性铝铁青铜瓷套法兰离心铸造工艺
格式:pdf
大小:169KB
页数:未知
4.7
介绍了铝铁青铜材料的特性以及瓷套法兰铸件的使用状况和力学性能要求。在生产过程中应用了离心铸造工艺,通过分析生产中易产生的缺陷及防止措施的实施,制定了合理的高塑性铝铁青铜铸件离心铸造生产工艺,并通过生产过程的控制,达到了生产优质合格瓷套法兰零件的目的。
盖板铸造过程中的湿型铸造工艺 盖板铸造过程中的湿型铸造工艺
格式:pdf
大小:76KB
页数:3P
4.6
本文对盖板公司盖板铸造由烘模转向潮模的过程进行论述。对盖板的湿型铸造提出了一些新的观点和方法,对盖板的湿型铸造工艺作出总结,并对采用湿型造型方法后所取得的效益和有待进一步解决的问题作出论述。

铜套计算公式
格式:pdf
大小:19KB
页数:3P
4.8
外径内径总高密度重量单价 348248228.738.985723956 2932481478.7324.525170 160120350090 33.510831994116 140308.820.0407114 宽长厚密度重量单价 40.540.5402.80.18370885 50751258.824.13437585 25125258.820.689062585 615593013056 合金名称铜(cu)铝(al)锌(zn)铅(pb)锡(sn) zqsn6-6-358500171802940015050107000 zqal9-47050020500201001200084000 zqsn10-1530002100014870935093000
直铜套铸造工艺相关
文辑推荐
知识推荐
百科推荐


职位:腐蚀与防护/燃气安全评价师
擅长专业:土建 安装 装饰 市政 园林


