




 冷镦内六角圆柱头螺栓成形工位凸模的改进
冷镦内六角圆柱头螺栓成形工位凸模的改进 冷镦内六角圆柱头螺栓成形工位凸模的改进
冷镦生产内六角圆柱头螺栓,其工位布置如图1所示。在生产中按图1的形式镦制,产品质量稳定可靠,满足了工艺要求。但成形工位凸模的寿命与加工却成了生产中的难题。于是我们对成形凸模的结构进行了改进,并取得了满意的效果,本文就此作以介绍。
编辑推荐下载
柱头螺栓焊接指南热门文档
双头螺栓
格式:pdf
大小:14KB
页数:5P
 4.6
4.6
双头螺栓 双头螺栓(stud),也叫双头螺丝或双头螺柱。用于连接机械的固定链 接功能,双头螺栓两头都有螺纹,中间的螺杆,有粗的也有细的。一 般用于矿山机械,桥梁,汽车,摩托车,锅炉钢结构,吊塔,大跨度 钢结构和大型建筑等。 基本介绍 螺栓特指直径较大一些的螺丝,也可以没有头部,如双头螺栓。一般 的,不叫"双头螺栓"而叫"双头螺柱"。双头螺柱最常用的形式是两端 有螺纹,中间是光杆。 最典型的用途:地脚螺栓、或者类似地脚螺栓的地方、较厚的连接, 用普通螺栓无法实现的时候。 规格标示 螺纹规格d=m12、公称长度l=80mm、性能等级为4.8级等长双头螺栓 完整标记为:gb901m12×80 主要用途 1、用在主体为大型设备,需要安装附件,比如视镜、机械密封座、减 速机架等。这时就用到双头螺栓,一端拧入主体,安装好附件后另一 端带上螺母,由于附件是经常拆卸的,螺
电弧螺柱焊用圆柱头焊钉的焊接 电弧螺柱焊用圆柱头焊钉的焊接
格式:pdf
大小:185KB
页数:3P
4.6
电弧螺柱焊用圆柱头焊钉(以下简称焊钉),俗称栓钉、剪力钉,主要用于钢结构工程中各类结构的抗剪(如楼层板)、埋设与锚固(如柱脚)。产品标准为gb/t10433—2002。
柱头螺栓焊接指南精华文档
六角头螺栓U形螺栓
格式:pdf
大小:62KB
页数:1P
4.7
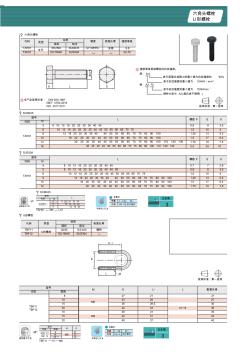
例:a2-70 表示抗拉强度的最小值为700n/mm2 钢种分类为a2(奥氏体不锈钢) 例:8.8 表示屈服点或耐力的最小值为抗拉强度的90% 表示抗拉强度的最小值为1040n/mm2 强度等级是指螺丝的抗拉强度。 本产品适用标准:din933-1987 gb/t5783-2016 iso4017-2011视角标准:第一视角 代码类型 材质 tah01 全牙 35crmo 强度等级 32~39hrc 硬度表面处理 发黑8.8 国标相当 scm435 tah510cr18ni9sus304a2-70 代码 型号 mlks螺距p 5 8 10 6 12 8 10 13 17 19 24 3.5 4 6.4 5.3 7.

高强螺栓送检指南
格式:pdf
大小:17KB
页数:1P
4.4
高强螺栓送检指南 材料 类别 检测项目 检验 周期 (天) 取样批量规定取样方法送检要求 螺栓 螺栓楔负载试验 gb/t3098.1-2010 3 gb/t16939-1997规 定;同一性能等级、材料 牌号、炉号、规格、机械 加工、热处理及表面处理 工艺的螺栓为同批,最大 批量:≤m36为5000 件,>m36为2000 件;gb/t1231-2006钢 结构用大六角头螺栓最大 批量:3000套。 按批随机抽取。 钢结构用大六 角头螺栓:8 件/组 其它螺栓:3 件/组 钢结构用大六角头螺栓 的扭矩系数 gb/t1231-2006 3 同一生产批号每3000套 为一批。 随机抽取8套 (螺栓、螺母、 垫圈)为1组。 8套/组 扭剪型螺栓的紧固轴力 gb/t3632-2008 3 同一生产批号每3000套 为一批。 随机抽取8套
焊接对栓焊混用节点螺栓承载力影响 焊接对栓焊混用节点螺栓承载力影响
格式:pdf
大小:160KB
页数:2P
4.3
采用msc.marc有限元软件建立了分析模型,分析了板件中热应力分布及其随时间变化对螺栓预拉力的影响,研究了不同梁高与螺栓数量的螺栓群承载力变化规律,并对螺栓群补拧区域提出了几点建议。
关于螺栓、螺母和双头螺柱选用说明
格式:pdf
大小:24KB
页数:2P
4.3
精品文档 。1欢迎下载 关于螺栓、螺母和双头螺柱选用补充说明 因为我们在《pctc滚装船管装生产设计》中,没有对螺栓、螺母的选用做 出明确说明。所以,现说明如下: 1)严格按下表说明选用,并在托盘表中对螺栓的处理做出明确说明;油舱 内和外的螺栓要按处理不同分开。 2)具体如下:8.8级螺栓的选用标准为:gb/t5782-2000(粗牙六角头螺 栓)和gb/t5783-2000(粗牙全螺纹六角头螺栓);8级螺母的选用标 准为:gb/t6170-2000(a级1型六角螺母):双头螺柱的选用标准为: gb/t953-1988(c级等长双头螺柱),8.8级。其余的:4.8级螺栓的 选用标准为:gb/t5780-2000(c级六角头螺栓)和gb/t5781-2000 (c级六角头全螺纹螺栓);螺母选用标准为:gb/t41-2000(c级1 型六角
柱头螺栓焊接指南最新文档

高强螺栓及焊接交底
格式:pdf
大小:478KB
页数:7P
4.4
1 技术、质量、交底记录 工程名称上海电气分部(分项)名称高强螺栓施工/焊接 内容:高强度螺栓施工 1本工程使用的高强度螺栓为m16、m20、m22、m24、m27和m30等规格,8.8级和10.9级摩 擦型高强度螺栓。其中规格为m16、m20、m22、m24等为扭剪型,m27和m30为大六角型。 高强度螺栓长度的选取根据规范要求。计算长度时,如果最后数字介于2.5~5和7.5~10, 则最后数字应向上取值到5和10;如果最后数字介于0~2.5和5~7.5,则最后数字应向下取值 到0和5。在现场安装时应对号入座,防止用错。 扭剪型高强度螺栓,其初拧扭使用初拧扭矩扳手。终拧使用专用的扳手,拧掉螺栓尾部的梅 花头即可。 大六角型高强度螺栓采用于扭矩法施工,其初拧和终拧使用手动或电动的扭矩扳手。 初拧扭矩的确定:取终拧扭矩的50%左右。 终拧扭矩


高强螺栓及焊接交底 (2)
格式:pdf
大小:478KB
页数:7P
4.6
1 技术、质量、交底记录 工程名称上海电气分部(分项)名称高强螺栓施工/焊接 内容:高强度螺栓施工 1本工程使用的高强度螺栓为m16、m20、m22、m24、m27和m30等规格,8.8级和10.9级摩 擦型高强度螺栓。其中规格为m16、m20、m22、m24等为扭剪型,m27和m30为大六角型。 高强度螺栓长度的选取根据规范要求。计算长度时,如果最后数字介于2.5~5和7.5~10, 则最后数字应向上取值到5和10;如果最后数字介于0~2.5和5~7.5,则最后数字应向下取值 到0和5。在现场安装时应对号入座,防止用错。 扭剪型高强度螺栓,其初拧扭使用初拧扭矩扳手。终拧使用专用的扳手,拧掉螺栓尾部的梅 花头即可。 大六角型高强度螺栓采用于扭矩法施工,其初拧和终拧使用手动或电动的扭矩扳手。 初拧扭矩的确定:取终拧扭矩的50%左右。 终拧扭矩
基础地脚螺栓焊接
格式:pdf
大小:449KB
页数:3P
4.3
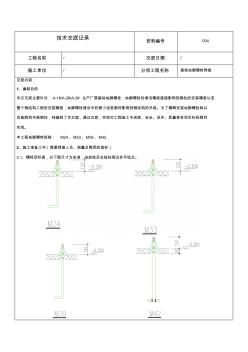
技术交底记录 资料编号004 工程名称/交底日期/ 施工单位/分项工程名称基础地脚螺栓焊接 交底内容: 1、编制目的 本次交底主要针对a-1#\a-2#\a-3#生产厂房基础地脚螺栓,地脚螺栓的埋设精度直接影响到钢柱的安装精度以至 整个钢结构工程的安装精度,地脚螺栓埋设中的微小误差都将影响到钢结构的吊装。为了精确安装地脚螺栓和以 后能顺利吊装钢柱,特编制了本交底,通过交底,实现对工程施工中进度、安全、成本、质量等各项目标的顺利 实现。 本工程地脚螺栓规格:m24、m33、m39、m42. 2、施工准备工作(需要焊接人员、测量员熟悉的指标) 2.1、螺栓顶标高,以下图尺寸为依准,由放线员在短柱周边抄平给点。 2.2、螺栓平面布置详见附件一。 2.3、短柱轴线与螺栓轴线由放线员用全站仪给出。 2.4、由于此工程特殊性,先下螺栓,固定到位后再施工模板。 3、施工方法 3.
双头螺栓基础知识
格式:pdf
大小:9KB
页数:1P
4.6
张家港市万万标准件 张家港市万万标准件 双头螺栓基础知识 双头螺栓是依照gb897-901标准制造,所用材质有:q235、45#、40cr、35crmoa、 q345d,规格有:m3mm-m100mm,长度可根据用户需要定制。 高强度双头螺栓,材质有35#、45#、35crmoa、25cr2mov、304、316、304l、316l、 2h、2hm、b7、b7m、b16、b8、8、b8m、8m,广泛应用于电力、化工、炼油、阀门、 铁路、桥梁、钢构、汽摩配件等领域双头螺栓作用:一般用于矿山机械、桥梁、汽车、摩 托车、锅炉钢结构、吊塔、大跨度钢结构和大型建筑等。 双头螺栓的表示方法:一般双头螺栓表示为:m12×100gb/t901-88(标准)35#/35#(材 质)8.8级/8级(调制级别)意思就是:直径为=12mm长度=100mmgb/t901

接头螺栓及夹板涂油
格式:pdf
大小:39KB
页数:2P
4.8
接头螺栓及夹板涂油 一、准备通知单 1、考场准备 由鉴定站准备12.5m或25m钢轨线路一段(木枕或混凝土枕),考核时指定专人按规定设 置防护。 2、工、量具及材料准备 由鉴定站准备下列工、量具及材料 序号名称规格数量备注 1开口撬棍1 2起钉垫1 3直钉器1 4直孔器1 5道钉锤1 6道木片1 7扳手375mm1 8加力套管1 9钢丝刷1 10油刷1 11油脂1 12棉丝头适量 13小油桶1 14防护旗2红、黄各1面 15对讲机台2 16停车牌面2 二、考核要求 1.质量要求:符合《铁路线路维修规则》(以下简称《维规》)第3.5.2条及第3.5.3条之 规定。 2.工作量:接头螺栓及夹板涂油1副。 3.劳动组合:单人作业。 4.考核内容:工量具使用、作业
六角头螺栓
格式:pdf
大小:6KB
页数:3P
4.6
六角头螺栓gb/t5782-2000 1.范围 本标准规定了螺纹规格为m1.6-m64、性能等级为5.6、8.8、9.8、10.9、a2-7 0、a4-70、a2-50、a4-50、cu2、cu3和al4级、产品等级为a和b级的六角头螺 栓。a级用于d=1.6-24mm和l24mm或 l>10d或1>150mm(按较小值)的螺栓。 如需其他技术要求,应从现行标准(如gb/t196,gb/t3106,gb/t3098.1,gb/t 3098.6和gb/t3103.1)中选择。 2.引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。 本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探 讨使用下列标准最新版本的可能性
柱头螺栓焊接指南相关
文辑推荐
知识推荐
百科推荐


职位:安装监理工程师
擅长专业:土建 安装 装饰 市政 园林


