

新型铸铁冷焊法焊条及其焊接工艺
格式:pdf
大小:269KB
页数:4P
人气 :52
 3
3
新型铸铁冷焊法焊条及其焊接工艺——一种由结构钢焊条简单改性而成、且具有较好抗裂等性能的新型铸铁冷焊焊条,配套采用相应独特的焊接工艺,可快速焊.嫩修复)的白口、灰口、可锻、球墨铸铁机件,其焊接质量能达到或超过目前的铸铁冷焊法焊条。与其它铸铁焊条...



新型铸铁冷焊焊条及其焊接技术要求
新型铸铁冷焊焊条及其焊接技术要求——新型铸铁冷焊焊条,是以结506、507焊条及结426、427焊条为基材改性而成。采用特殊的焊接工艺,如不钻止裂孔、合理的焊接顺序、捶击母材而不捶击焊缝等。可快速焊接(修复)白1:7、灰1:7、可锻、球墨铸铁机件。焊接质量与其...
 微合金化铸铁同质焊条焊接工艺
微合金化铸铁同质焊条焊接工艺 微合金化铸铁同质焊条焊接工艺
应用微合金化铸铁同质焊条,采用小电流打底、大电流连续焊工艺,研究了预热温度与焊缝组织及性能之间的相关性。结果表明,微合金化铸铁焊条石墨化能力强,焊缝白口倾向小;小电流打底、大电流连续焊工艺可有效地减小熔深,在很大程度上抑制了熔合区白口的产生。微合金化铸铁焊条可实现常温焊接。预热温度小于200℃即可获得组织和性能与母材一致的同质焊缝。随着焊件预热温度的升高,焊缝中的石墨形态由细小的点状逐渐向菊花状、片状过渡,铁素体含量增多,焊缝硬度减小。焊件预热至200℃所获得的焊缝组织由珠光体、铁素体和细片状石墨及菊花状石墨组成,熔合区则由珠光体、少量碎块状铁素体及过冷石墨片组成,接头力学性能良好。
编辑推荐下载

焊接工艺焊条烟尘产生量
格式:pdf
大小:13KB
页数:1P
4.8
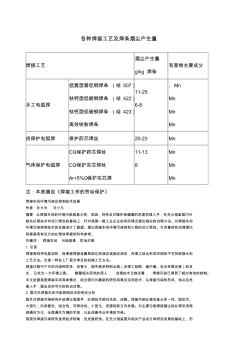
各焊接工艺焊条烟尘产生量 焊接工艺 烟尘产生量 g/kg焊条 有害物主要 成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 7.5-9.5 10-12 f、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 3-6.5 mn mn mn

铸铁冷焊法焊条及其焊接工艺热门文档
 用碳钢焊条冷焊铸铁件
用碳钢焊条冷焊铸铁件 用碳钢焊条冷焊铸铁件
格式:pdf
大小:1.2MB
页数:1P
4.4
通过长期的摸索和实践,总结出用碳钢焊条冷焊铸铁件的经验,并具体介绍其工艺过程及工艺原理,克服用碳钢焊条冷焊铸铁件的困难。

各种焊接工艺与焊条烟尘产生量
格式:pdf
大小:165KB
页数:15P
4.5
.. ..专业资料.. 各种焊接工艺及焊条烟尘产生量 焊接工艺 烟尘产生量 g/kg焊条 有害物主要成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 7.5-9.5 10-12 f、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 3-6.5 mn mn mn 注:本表摘自《焊接工作的劳动保护》 焊接车间环境污染及控制技术进展 作者:孙大光马小凡 摘要从焊接车间的环境污染因素分类、成因、特性及对操作者健康的危害机理入手,在充 分借鉴国内外相关处理技术与设计理念的基础上,针对我国一般工业企业的实际情况提出相应
各种焊接工艺及焊条烟尘产生量
格式:pdf
大小:60KB
页数:8P
4.8
各种焊接工艺及焊条烟尘产生量 焊接工艺 烟尘产生量 g/kg焊条 有害物主要成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 mn mn mn 注:本表摘自《焊接工作的劳动保护》 焊接车间环境污染及控制技术进展 作者:孙大光马小凡 摘要从焊接车间的环境污染因素分类、成因、特性及对操作者健康的危害机理入手,在充分借鉴国内外 相关处理技术与设计理念的基础上,针对我国一般工业企业的实际情况提出相应的治理方法。对焊接车间 环境污染控制技术的发展进行了展望。提出焊接车间环境污染控制工程的设计原则。为完善现有治理理论 和提高现
焊接工艺评定报告(422焊条) (2)
格式:pdf
大小:129KB
页数:6P
4.7
1/6 建筑钢结构焊接工艺评定报告 smaw 编号:pqr111----smaw 编制: 焊接责任: 技术人员: 批准: 单位: 日期:年*月*日 表b-1焊接工艺评定报告目录 2/6 序号报告名称报告编号页数 1焊接工艺评定报告pqr111011smaw1 2焊接工艺评定指导书wps111021smaw1 3焊接工艺评定记录表hjjl111031smaw1 4焊接工艺评定检验结果hjjg111041smaw1 附超声波探伤报告* 焊接工艺评定试板检验报告* 钢板质量证明书* 焊条质量证明书* 焊接工艺评定人员证书* (以下为空白) 表b-2焊接工艺评定报告 工程(产品)名称****评定报告编号pqr111011smaw 委托单位****工艺指导书编号wps1110
铸铁冷焊法焊条及其焊接工艺精华文档
焊接工艺评定报告(422焊条)
格式:pdf
大小:197KB
页数:10P
4.5
建筑钢结构焊接工艺评定报告 smaw 编号:pqr111----smaw 编制: 焊接责任: 技术人员: 批准: 单位: 日期:年*月*日 表b-1焊接工艺评定报告目录 序号报告名称报告编号页数 1焊接工艺评定报告pqr111011smaw1 2焊接工艺评定指导书wps111021smaw1 3焊接工艺评定记录表hjjl111031smaw1 4焊接工艺评定检验结果hjjg111041smaw1 附超声波探伤报告* 焊接工艺评定试板检验报告* 钢板质量证明书* 焊条质量证明书* 焊接工艺评定人员证书* (以下为空白) 表b-2焊接工艺评定报告 工程

各种焊接工艺及焊条烟尘产生量 (2)
格式:pdf
大小:45KB
页数:7P
4.5
各种焊接工艺及焊条烟尘产生量 焊接工艺 烟尘产生量 g/kg焊条 有害物主要成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 mn mn mn 注:本表摘自《焊接工作的劳动保护》 焊接车间环境污染及控制技术进展 作者:孙大光马小凡 摘要从焊接车间的环境污染因素分类、成因、特性及对操作者健康的危害机理入手,在充分借鉴国内 外相关处理技术与设计理念的基础上,针对我国一般工业企业的实际情况提出相应的治理方法。对焊接 车间环境污染控制技术的发展进行了展望。提出焊接车间环境污染控制工程的设计原则。为完善现

各种焊接工艺及焊条烟尘产生量
格式:pdf
大小:46KB
页数:7P
4.7
焊接工艺 烟尘产生量 g/kg焊条 有害物主要成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 mn mn mn 注:本表摘自《焊接工作的劳动保护》 焊接车间环境污染及控制技术进展 作者:孙大光马小凡 摘要从焊接车间的环境污染因素分类、成因、特性及对操作者健康的危害机理入手,在充分借 鉴国内外相关处理技术与设计理念的基础上,针对我国一般工业企业的实际情况提出相应的治理 方法。对焊接车间环境污染控制技术的发展进行了展望。提出焊接车间环境污染控制工程的设计 原则。为完善现有治理理论和提高现有设计的处理效率提供科学参考。
焊接工艺评定报告(422焊条)
格式:pdf
大小:129KB
页数:6P
4.5
1/6 建筑钢结构焊接工艺评定报告 smaw 编号:pqr111----smaw 编制: 焊接责任: 技术人员: 批准: 单位: 日期:年*月*日 表b-1焊接工艺评定报告目录 2/6 序号报告名称报告编号页数 1焊接工艺评定报告pqr111011smaw1 2焊接工艺评定指导书wps111021smaw1 3焊接工艺评定记录表hjjl111031smaw1 4焊接工艺评定检验结果hjjg111041smaw1 附超声波探伤报告* 焊接工艺评定试板检验报告* 钢板质量证明书* 焊条质量证明书* 焊接工艺评定人员证书* (以下为空白) 表b-2焊接工艺评定报告 工程(产品)名称****评定报告编号pqr111011smaw 委托单位****工艺指导书编号wps1110
16MnR钢(板厚12mm)焊条电弧焊焊接工艺评定和焊接工艺
格式:pdf
大小:198KB
页数:13P
4.7
word完美格式 精心整理学习帮手 16mnr钢(板厚12mm)焊条电弧焊焊接工艺评定及焊接工艺 一、母材材质及技术情况 16mnr即为q345c,常作为在锅炉压力容器用钢。即在q235钢的基础上加 了1﹪的锰使屈服强度提高35﹪。16mnr属于低碳锰钢。ce=0.34﹪-0.49﹪。焊 接性能良好。 1.材质性能分析 (1)化学性能分析:表1 表116mnr钢化学成分(%) 成分csimnpsnicr 含量 0.12-0.2 0 0.20— 0.55 1.20-1.90≤0.045≤0.045-- (2)力学性能分析:表2 表216mnr力学成分 σb(mpa)σs(mpa)δ5(%)冲击试验板厚\mm 温度\akv\j 510-640≥345≥2120316-16 (3)焊接性
铸铁冷焊法焊条及其焊接工艺最新文档
各种常见钢材的焊接焊条及焊接工艺选用一览表
格式:pdf
大小:56KB
页数:1P
4.5
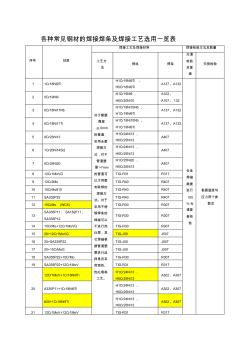
各种常见钢材的焊接焊条及焊接工艺选用一览表 序号材质 焊接工艺及焊接材料焊接检验方法及数量 工艺方 法 焊丝焊条 光谱 检验 及复 查 无损检验 11cr18ni9ti 对于管壁 厚度 ≤6mm 的管道, 采用全氩 焊接方 法,对于 管道壁 厚>7mm 的管道可 以才用氩 电联焊的 焊接方 法。对于 采用不锈 钢焊条的 焊缝可以 不进行热 处理,其 它焊缝根 据管道壁 厚进行选 择是否采 用预热、 热处理等 工艺。 h1cr19ni9ti、 h0cr18ni9ti a137、a132 合金 焊缝 需要 进行 100 %光 谱复 查检 验 根据温度与 压力两个参 数定 20cr19ni9 h1cr19ni9、 h0cr20ni10 a102、 a107、132 30cr18ni11nb h1cr19ni10nb、 h1cr19ni9ti a137、a13
用结构钢焊条焊接铸铁的研究 用结构钢焊条焊接铸铁的研究
格式:pdf
大小:472KB
页数:2P
4.7
通过用结构钢焊条补焊铸铁,总结了一套既能满足工件使用性能要求,又可以满足焊接条件要求的技术方案,还降低了生产成本。
普通焊条焊接较厚铸铁件 普通焊条焊接较厚铸铁件
格式:pdf
大小:55KB
页数:2P
4.5
铸铁的焊接主要应用在铸铁铸造缺陷的补焊、铸铁件损坏以后的补焊。通过改进铸铁件的焊接工艺,介绍了一种用普通焊条焊接较厚铸铁件的方法。

埋弧焊焊接工艺
格式:pdf
大小:3.5MB
页数:33P
4.5
1.3埋弧焊工艺参数及焊接技术 影响焊缝形状、性能的因素 弧焊主要适用于平焊位置焊接,如果采用一定工装辅具也可以实现角焊和横焊位置的焊接。埋弧焊时影响焊 和性能的因素主要是焊接工艺参数、工艺条件等。本节主要讨论平焊位置的情况。 焊接工艺参数的影响影响埋弧焊焊缝形状和尺寸的焊接工艺参数有焊接电流、电弧电压、焊接速度和焊 等。 )焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所示),无论是y形坡口还是i形 正常焊接条件下,熔深与焊接电流变化成正比,即状的影响,如图2所示。电流小,熔深浅,余高和宽度不 流过大,熔深大,余高过大,易产生高温裂纹。 图1焊接电流与熔深的关系(φ4.8mm) 图2焊接电流对焊缝断面形状的影响 a)i形接头b)y形接头 )电弧电压电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不

镀锌钢管的焊接特点及焊接工艺-焊接工艺的特点
格式:pdf
大小:8KB
页数:4P
4.7
镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生
铸铁冷焊法焊条及其焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:装配式BIM工程师
擅长专业:土建 安装 装饰 市政 园林


