

29精品--主体结构工程---钢筋电渣压力焊接工程
格式:pdf
大小:16KB
页数:2P
人气 :96
 4.7
4.7
一、 施工准备 (一 ) 作业条件 1、 电渣压力焊的作业人员应进行内部培训, 经考核合格者, 发企业内部上岗证。 作业人员必须持证上岗。 2、 电渣压力焊钢筋在竖向或倾斜度在 4:1 范围内应用。 3、 电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、 在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋 各做 3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、 熟悉图纸。 表 2-7 班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (A) 焊接电压( V) 通电时间( s) 电弧过程 电流过程 电弧过程 电流过程 14 200~220 35~45 22~27 12 3 16 200~250 14 4 18 250~300 15 5 20 300~350 17 5 22 350~400 18 6 25 400~450 21 6



05钢筋电渣压力焊接工程
钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称 分部工程 交底部位 日期 年月日 交 底 内 容 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、

05钢筋电渣压力焊接工程
共2页,第1页 钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 1
编辑推荐下载
钢筋电渣压力焊接工程
格式:pdf
大小:34KB
页数:2P
4.5
一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人 员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3个 模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电 流 (a) 焊接电压(v)通电时间(s) 电弧过 程 电流过 程 电弧过 程 电流过 程 14 200~ 220 35~ 45 22~27 123 16 200~ 250 144 18 250~ 300 155 20 300~ 350 175 22 35
05钢筋电渣压力焊接工程
格式:pdf
大小:31KB
页数:2P
4.6
表c2-2 技术、安全交底记录 施工单位:年月日编号: 工程名称交底部位 共页 第页 交底内容: 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200~
主体结构工程钢筋电渣压力焊接工程热门文档
钢筋电渣压力焊接工程
格式:pdf
大小:30KB
页数:2P
4.3
共2页,第1页 钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27
技术交底(钢筋电渣压力焊接工程)
格式:pdf
大小:31KB
页数:2P
4.3
技术交底记录 渝建竣-28-1 工程名称 施工单位 交底提要钢筋电渣压力焊接工程交底日期 交底内容: 审核人交底人接受交底人 第1页,共2页 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27
最新整理钢筋电渣压力焊接工程
格式:pdf
大小:16KB
页数:2P
4.5
一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。 作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋 各做3个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200~250144 18250~300155 20300~350175 22350~400186 25400~450216
钢筋电渣压力焊接工程交底
格式:pdf
大小:29KB
页数:2P
4.3
钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊地作业人员应进行内部培训,经考核合格者,发企业内部上岗证.作业 人员必须持证上岗. 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用. 3、电压表、时间显示器应齐全,焊剂简地直径应与所焊钢筋地直径相适应. 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊地钢筋各做3 个模拟试件,经拉伸实验合格后,方能上岗操作. 5、熟悉图纸. 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 12

钢筋电渣压力焊接工程施工工艺标准
格式:pdf
大小:42KB
页数:6P
4.6
i 钢筋电渣压力焊接施工工艺标准 目次 1适用范围..................................................................1 2引用标准..................................................................1 3材料要求..................................................................1 4施工准备..................................................................1 5操作工艺..............................................................
主体结构工程钢筋电渣压力焊接工程精华文档
钢筋电渣压力焊接工程技术交底
格式:doc
大小:80KB
页数:3P
4.5
钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称 分部工程 交底部位 日期 年月日 交 底 内 容 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、
钢筋电渣压力焊接工程技术交底 (2)
格式:pdf
大小:16KB
页数:2P
4.3
钢筋电渣压力焊接工程技术交底 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内 部上岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相 适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力 焊的钢筋各做3个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200~250144 18250~300155 20300~350175 2
钢筋电渣压力焊接工程技术交底
格式:pdf
大小:42KB
页数:3P
4.7
钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200

2-25钢筋电渣压力焊接工程
格式:pdf
大小:31KB
页数:2P
4.3
共2页第1页 技术交底记录(表式c2-2-1) 编号 工程名称分项工程名称钢筋电渣压力焊接工程 施工单位交底日期 交底内容: 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。 作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋 各做3个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200~25
主体结构工程钢筋电渣压力焊接工程最新文档
005钢筋电渣压力焊接工程
格式:doc
大小:40KB
页数:2P
4.8
一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v) 通电时间(s) 电弧过程 电流过程 电弧过程 电流过程 14 200~220 35~45 22~27 12 3 16 200~250 14 4 18 250~300 15

29最新整理钢筋电渣压力焊接工程
格式:pdf
大小:16KB
页数:2P
4.7
一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。 作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋 各做3个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200~250144 18250~300155 20300~350175 22350~400186 25400~450216
【施工资料】005钢筋电渣压力焊接工程
格式:pdf
大小:16KB
页数:2P
4.4
一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。 作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋 各做3个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200~250144 18250~300155 20300~350175 22350~400186 25400~450216
(完整版)05钢筋电渣压力焊接工程
格式:pdf
大小:16KB
页数:2P
4.3
一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。 作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋 各做3个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200~250144 18250~300155 20300~350175 22350~400186 25400~450216
钢筋电渣压力焊连接
格式:pdf
大小:68KB
页数:5P
4.4
本表由施工单位填写,交底单位与接受交底单位各存一份。 技术交底记录(表式c2-2-1)编号 t3-1 工程名称北京铁路局1#住宅楼工程施工单位铁建一处第四项目部 交底提要:钢筋电渣压力焊连接技术交底 交底内容: 一、工程概况 北京铁路局1#住宅楼暗柱主筋采用电渣压力焊连接,主要钢筋规格有φ14、 φ16、φ18、φ22。 二、施工准备 1、机具:焊接电源、控制箱、焊机、焊接夹具、焊剂盒、扫帚、小锤、氧气、 乙炔等。 2、钢筋:钢筋规格、质量、复试报告符合设计规范要求,下料长度准确。 3、焊剂:焊剂要有出厂合格证,性能满足规范要求,并存放在干燥的地点, 使用前应经250℃-300℃高温烘焙2小时。 4、焊接电源:宜采用次级空载电压较高,750以上的交流或直流,容量为 400-500a的焊接电源。 三、作业条件 1、焊工必须持有有效的特殊工种操作证。 2、设备符
钢筋电渣压力焊焊接参数
格式:pdf
大小:14KB
页数:1P
4.5
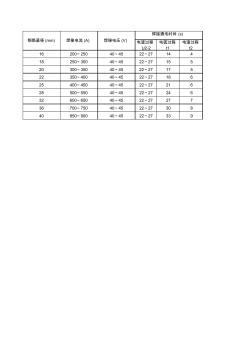
电渣过程 u2-2 电弧过程 t1 电渣过程 t2 16200~25040~4522~27144 18250~30040~4522~27155 20300~35040~4522~27175 22350~40040~4522~27186 25400~45040~4522~27216 28500~55040~4522~27246 32600~65040~4522~27277 36700~75040~4522~27308 40850~90040~4522~27339 焊接通电时间(s) 钢筋直径(mm)焊接电流(a)焊接电压(v)
 钢筋电渣压力焊接施工
钢筋电渣压力焊接施工 钢筋电渣压力焊接施工
格式:pdf
大小:765KB
页数:4P
4.3
钢筋电渣压力焊是将两钢筋安放成竖向对接形式,利用焊接电流通过两钢筋端面间隙,在焊剂层下形成电弧过程和电渣过程,产生电弧热和电阻热,熔化钢筋,加压完成的一种压焊方法。本方法具有工艺简单,容易掌握,工作条件好,工资高,焊接速度快,质量可靠,节省钢材,费用较低等优点。但瞬时电流较大,需较大容量的变压器设备。
钢筋电渣压力焊规范
格式:pdf
大小:10KB
页数:4P
4.5
钢筋工程有关施工交底内容 一、通则: 1、钢筋的制作及安装应严格按照设计图纸和有关变更通知书进行下料、制作 和绑扎。 2、钢筋工程要严格按照国家相应标准和行业规范进行施工;严格按照《工程 建设标准强制性条文》进行施工。 3、严禁钢筋承包班组以次充优、以长充短、以小充大和以疏充密;不得进行 偷工减料等有损职业道德的丑行。 4、钢筋的级别和规格需作变更时,应征得设计人员的同意并办理设计变更正 式手续。 5、钢筋采购进场应有出厂合格证;并应在监理工程师见证下,按规定数量随 机抽样送有资质的检测中心检验,其结果符合质量标准后方可使 用。 6、钢筋采购进场卸车时要用木方垫好,按照规格,堆放整齐,作好料牌。 7、所有钢筋应平直、无损伤,表面不得有裂纹、油污、颗粒状或片状老锈。 8、钢筋的规格、尺寸、接头位置、接头面积百分率、搭接长度、搭接距离、 锚固长度必须符合图纸及规范要求。 9

8、钢筋电渣压力焊接工艺标准(改)
格式:pdf
大小:45KB
页数:5P
4.8
钢筋电渣压力焊接工艺标准中建二局一公司深圳分公司 -1- 钢筋电渣压力焊接工艺标准 一、适用范围 适用于钢筋混凝土结构工程中的竖向或斜向(倾斜度在4:1范 围内)钢筋工程。 二、编制依据 1、《钢筋焊接及验收规范》jgj18~96 2、《建筑机械使用安全技术规程》jgj33-2001,j119-2001 三、施工准备 1、材料 钢筋须有出厂证明书和钢筋复试证明书,性能指标符合有关规 范的规定。 2、作业条件 2.1、电源电压降不大于5%,电源及控制电路正常,定时准确。 2.2、焊机的传动系统、夹装系统及焊钳的转动部分灵活自如, 并有防晒、防雨的机棚。 2.3、焊剂已干燥。 2.4、焊工必须持有合格证。并按规定穿戴劳动保护用品。施 焊前搭好架子。 四、操作工艺 1、电渣机选择:电渣压力焊可采用交流或直流焊接电源,焊机 容量应根据所焊钢筋直径选用。 2、焊接夹具:
主体钢筋电渣压力焊技术交底
格式:pdf
大小:82KB
页数:7P
4.6
表c1-3技术交底记录 工程名称交底部位 工程编号日期 交底内容: 钢筋电渣压力焊工艺标准 1范围 主体结构钢筋混凝土结构中直径12—25mm的i—ⅲ级竖向或斜向(倾斜度4:1范围内)钢筋的连 接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。并应有可焊 性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的 为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250—300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 2.1.2.4焊剂应有出厂合格证。 2.
主体结构工程钢筋电渣压力焊接工程相关
文辑推荐
知识推荐
百科推荐


职位:铁路工程
擅长专业:土建 安装 装饰 市政 园林


