

直螺纹接头规范
格式:pdf
大小:120KB
页数:6P
人气 :90
 4.4
4.4
直螺纹接头规范 钢筋等强度剥肋滚压直螺纹连接质量控制 一、特点 1、接头强度高:螺纹牙型好,精度高,不存在虚假螺纹;连接质量稳定可 靠,对中性好 ,连接强度高, 100%发挥钢筋强度,能达到《钢筋机械连接通用技 术规程》 (JGJ-107-2003) 中 A级接头标准。 2、连接速度快:操作简单,加工工序少;螺纹加工提前制作,现场装配作 业,施工便捷,连接时将套筒套在钢筋上用普通扳手拧紧即可,大大降低了劳 动强度和施工人员的疲劳度,节约时间。 二、钢筋滚压直螺纹连接工艺流程: 钢筋滚压直螺纹连接,采用专门的滚压机床,对钢筋端部进行滚压,一次 成型直螺纹,工艺流程如下: 钢筋原材 端面平头 剥肋滚压螺纹 丝头质量检验加保 护套 施工现场利用套筒连接。 三 . 钢筋直螺纹丝头加工及检验: (一)、加工前准备: 1 、凡参与接头施工的操作工人,技术管理和质量管理人员,均应参加技术 培训;操作



直螺纹接头规范
一、特点 1、接头强度高:螺纹牙型好,精度高,不存在虚假螺纹;连接质量稳定可 靠,对中性好,连接强度高,100%发挥钢筋强度,能达到《钢筋机械连接通用技 术规程》(jgj-107-2003)中a级接头标准。 2、连接速度快:操作简单,加工工序少;螺纹加工提前制作,现场装配作 业,施工便捷,连接时将套筒套在钢筋上用普通扳手拧紧即可,大大降低了劳动 强度和施工人员的疲劳度,节约时间。 二、钢筋滚压直螺纹连接工艺流程: 钢筋滚压直螺纹连接,采用专门的滚压机床,对钢筋端部进行滚压,一次成 型直螺纹,工艺流程如下: 钢筋原材端面平头剥肋滚压螺纹丝头质量检验加保护 套施工现场利用套筒连接。 三.钢筋直螺纹丝头加工及检验: (一)、加工前准备: 1、凡参与接头施工的操作工人,技术管理和质量管理人员,均应参加技术 培训;操作工人应经考核合格后持证上岗。 2、连接所用的钢
直螺纹接头
钢筋等强度剥肋滚压直螺纹接头是将待连接的钢筋端部用配套的钢筋滚 压直螺纹成型机剥肋滚压成直螺纹,通过连接套筒将两根钢筋连接成一 体的、能充分发挥钢筋强度的机械连接方式。该连接方式适用于混凝土 结构中直径为16-40的hrb335、hrb440热轧带肋受力钢筋的任意方向 连接。 一、施工准备 1、材料准备: 钢筋应具有出厂合格证和力学性能检验报告,所有检验结果,均应符合 现行规范的规定和设计要求。连接套筒应有出厂合格证,一般为低合金 钢或优质炭素结构钢,其抗拉承载力标准值应大于、等于被连接钢筋的 受拉承载力标准值的1.20倍,套筒长为钢筋直径的二倍,套筒应有保护 盖,保护盖上应注明套筒的规格。套筒在运输、储存过程中,要防止锈 蚀和沾污,套筒的尺寸偏差及精度要求见表1。 表1:套筒尺寸偏差及精度要求 套筒直径d外径允许偏差长度允许偏差螺纹精度 ≤50±0.5±0.56h/g
编辑推荐下载

钢筋接头采用直螺纹接头。
格式:pdf
大小:50KB
页数:3P
4.4
建筑工程 梦想不会辜负每一个努力的人1 钢筋接头采用直螺纹接头。 钢筋直螺纹接头是粗钢筋接头的一种新的连接技术。它具有以下 优点: (1)接头强度高。接头强度大于钢筋母材强度。 (2)性能稳定。接头性能不受扭紧力矩影响,少拧2-3扣,均不 会对接头强度造成明显损害。 (3)连接速度快。直螺纹连接套筒比锥螺纹短40%左右,且丝扣 螺距大,不必使用扭力扳手,方便施工。 (4)应用范围广。对弯折钢筋、固定钢筋、钢筋笼等不能转动钢 筋的场合,可不受限制地方便使用。 (5)经济效益好。直螺纹接头比套筒挤压接头省钢70%左右,对 锥螺纹接头省省钢35%左右。 (6)便于管理。省去了用扭力扳手检测这道工序。对劳工素质及 检测工具的依赖性明显减小。 直螺纹连接钢筋制作工艺: 制作工艺分三个步骤:1)钢筋端部镦粗;2)在镦粗段上切削直 螺纹;3)利用连接套筒对接钢筋。 钢筋端部的镦粗依
直螺纹接头规范热门文档
 钢筋等强度直螺纹接头连接
钢筋等强度直螺纹接头连接 钢筋等强度直螺纹接头连接
格式:pdf
大小:328KB
页数:2P
4.6
对钢筋等强度直螺纹接头连接的施工方法、连接接头的规格及种类,以及钢筋等强度直螺纹的特点作了阐述。钢筋等强度直螺纹接头连接是处理钢筋接头的一种新的施工工艺,具有一定的推广和利用价值
直螺纹接头连接试验方案报告
格式:pdf
大小:130KB
页数:4P
4.7
第1页,共4页 钢筋直螺纹机械连接工艺试验报告 一、概述 本标段位于宝丰至郏县境内,桩号:sh(3)56+000~sh(3)61+957.6,全长为5.9576km。 标段内共有各类建筑物11座,其中河渠交叉2座、渠渠交叉1座,左岸排水1座,节制 闸1座、退水闸1座。公路桥4座,生产桥1座。混凝土及钢筋混凝土14.73万m3、砌 石及砂石垫层14.7万m3、钢筋制安6827.3t。 二、试验目地、适用范围 通过本次钢筋接头直螺纹机械连接试验,确定钢筋直螺纹机械连接施工工艺及参数。 本次试验确定的连接施工工艺及参数适用于本标段兰河涵洞式渡槽及肖河东沟排水导虹 吸钢筋制作安装施工。 三、编制依据 1、《钢筋机械连接通用技术规程》jgj107-2010 2、《滚轧直螺纹钢筋连接接头》jg163-2004 3、《水工混凝土钢筋施工规范》d
钢筋直螺纹接头工艺
格式:pdf
大小:13KB
页数:2P
4.7
钢筋直螺纹接头工艺 钢筋直螺纹接头是粗钢筋接头的一种新的连接技术。它具有以下优点: (1)接头强度高。接头强度大于钢筋母材强度。 (2)性能稳定。接头性能不受扭紧力矩影响,少拧2-3扣,均不会对 接头强度造成明显损害。 (3)连接速度快。直螺纹连接套筒比锥螺纹短40%左右,且丝扣螺距大, 不必使用扭力扳手,方便施工。 (4)应用范围广。对弯折钢筋、固定钢筋、钢筋笼等不能转动钢筋的 场合,可不受限制地方便使用。 (5)经济效益好。直螺纹接头比套筒挤压接头省钢70%左右,对锥螺纹 接头省省钢35%左右。 (6)便于管理。省去了用扭力扳手检测这道工序。对劳工素质及检测 工具的依赖性明显减小。 直螺纹连接钢筋制作工艺: 制作工艺分三个步骤:1)钢筋端部镦粗;2)在镦粗段上切削直螺纹;3) 利用连接套筒对接钢筋。 钢筋端部的镦粗依靠专门设计制造的镦头机,每个镦头所需时间

镦粗直螺纹接头在工程施工中的应用
格式:pdf
大小:27KB
页数:7P
4.8
镦粗直螺纹接头在工程施工中的应用 徐小红 武汉铁路桥梁学校实验室 2003年03月 摘要:长期以来,桥梁施工所用的钢筋连接,普遍采用闪光对 焊;搭接、绑条电弧焊和绑扎接头及冷挤压连接等几种方法。随着桥 梁大型化、复杂化,结构主筋间距变小,给钢筋连接带来很大难度, 焊接质量也难以保证,并且由于受地形、场地限制,钢筋接长,吊装 就位,运输等都很困难。因此,采用简单易行且能保证质量的钢筋连 接方法,是当前桥梁施工中急需解决的问题。镦粗直螺纹钢筋接头已 在高层建筑、电视塔等重大工程中推广应用,在桥梁工程中,大孔径 钻孔桩钢筋笼及桥梁墩身也逐步采用这种接头,经实际检测其接头质 量可靠,强度合格,检验合格率达100%。 关键词:墩粗直螺纹接头;施工组织;质量检验;技术经济分析 1.镦粗直螺纹接头的制作工艺及其优点: 1.1制作工艺——直螺纹接头制作工艺分三个步骤: ①钢筋端部镦粗:钢筋
带肋钢筋滚压直螺纹接头施工 带肋钢筋滚压直螺纹接头施工
格式:pdf
大小:366KB
页数:2P
4.7
结合工程实例,介绍了带肋钢筋滚压直螺纹接头施工技术,从工程概况、施工工艺、质量检验等方面进行了论述,指出该施工技术操作方便、质量稳定,具有一定的经济效益。
直螺纹接头规范精华文档
钢筋直螺纹接头变形性能的分析 钢筋直螺纹接头变形性能的分析
格式:pdf
大小:303KB
页数:2P
4.6
通过钢筋及相应的滚轧直螺纹接头的对比试验分析表明,过分地追求钢筋接头的等强度连接,忽视钢筋接头的刚性性能,将会对钢筋混凝土构件的质量产生一定的影响。
钢筋直螺纹接头施工工艺
格式:pdf
大小:33KB
页数:5P
4.4
钢筋直螺纹接头施工方案 万科金色家园19#楼根据设计要求,基础筏板钢筋的接头采用滚压直螺纹 连接技术。 一.基本规定: 采用螺纹套筒连接的钢筋接头,其设置在同一构件中纵向受力钢筋的接头 应相互错开。钢筋机械连接区段长度应按35d计算(d为连接钢筋中的较大直径)。 在同一连接区段内有接头的受力钢筋截面积占受力钢筋总面积的百分率应符合 以下规定: 1.接头宜设置在结构件受拉钢筋应力较小的部位,当需要在高应力部位 设置接头时,在同一连接区段内ⅱ级接头的接头百分率不应大于50%; ⅰ级接头的接头百分率可不受限制。 2.接头宜避开有抗震设防要求的框架的梁端、柱端箍筋加密区;当无法 避开时,应采用ⅰ级或ⅱ级接头,且接头百分率不应大于50%。 3.受拉钢筋应力较小部位或纵向受压钢筋,接头百分率可不受限制。 4.对直接承受动力荷载的结构件,接头百分率不得大于50%。 5.接头端头距钢
029_1钢筋接头采用直螺纹接头。
格式:pdf
大小:56KB
页数:2P
4.8
钢筋接头采用直螺纹接头。 钢筋直螺纹接头是粗钢筋接头的一种新的连接技术。它具有以下优点: (1)接头强度高。接头强度大于钢筋母材强度。 (2)性能稳定。接头性能不受扭紧力矩影响,少拧2-3扣,均不会对 接头强度造成明显损害。 (3)连接速度快。直螺纹连接套筒比锥螺纹短40%左右,且丝扣螺距 大,不必使用扭力扳手,方便施工。 (4)应用范围广。对弯折钢筋、固定钢筋、钢筋笼等不能转动钢筋的 场合,可不受限制地方便使用。 (5)经济效益好。直螺纹接头比套筒挤压接头省钢70%左右,对锥螺 纹接头省省钢35%左右。 (6)便于管理。省去了用扭力扳手检测这道工序。对劳工素质及检测 工具的依赖性明显减小。 直螺纹连接钢筋制作工艺: 制作工艺分三个步骤:1)钢筋端部镦粗;2)在镦粗段上切削直螺纹; 3)利用连接套筒对接钢筋。 钢筋端部的镦粗依靠专门设计制造的镦头机,每个镦头所需时间 30-4


029_1钢筋接头采用直螺纹接头。
格式:doc
大小:31KB
页数:2P
4.6
钢筋接头采用直螺纹接头。 钢筋直螺纹接头是粗钢筋接头的一种新的连接技术。它具有以下优点: (1)接头强度高。接头强度大于钢筋母材强度。 (2)性能稳定。接头性能不受扭紧力矩影响,少拧2-3扣,均不会对接头强度造成明显损害。 (3)连接速度快。直螺纹连接套筒比锥螺纹短40%左右,且丝扣螺距大,不必使用扭力扳手,方便施工。 (4)应用范围广。对弯折钢筋、固定钢筋、钢筋笼等不能转动钢筋的场合,可不受限制地方便使用。 (5)经济效益好。直螺纹接头比套筒挤压接头省钢70%左右,对锥螺纹接头省省钢35%左右。 (6)便于管理。省去了用扭力扳手检测这道工序。对劳工素质及检测工具的依赖性明显减小。 直螺纹连接钢筋制作工艺: 制作工艺分三个步骤:1)钢筋端部镦粗;2)在镦粗段上切削直螺纹;3)利用连接套筒对接钢筋。 钢筋端部的镦粗依靠专门设计制造的镦头机,每个镦头
最新整理钢筋接头采用直螺纹接头
格式:pdf
大小:55KB
页数:2P
4.4
钢筋接头采用直螺纹接头。 钢筋直螺纹接头是粗钢筋接头的一种新的连接技术。它具有以下优点: (1)接头强度高。接头强度大于钢筋母材强度。 (2)性能稳定。接头性能不受扭紧力矩影响,少拧2-3扣,均不会对 接头强度造成明显损害。 (3)连接速度快。直螺纹连接套筒比锥螺纹短40%左右,且丝扣螺距 大,不必使用扭力扳手,方便施工。 (4)应用范围广。对弯折钢筋、固定钢筋、钢筋笼等不能转动钢筋的 场合,可不受限制地方便使用。 (5)经济效益好。直螺纹接头比套筒挤压接头省钢70%左右,对锥螺 纹接头省省钢35%左右。 (6)便于管理。省去了用扭力扳手检测这道工序。对劳工素质及检测 工具的依赖性明显减小。 直螺纹连接钢筋制作工艺: 制作工艺分三个步骤:1)钢筋端部镦粗;2)在镦粗段上切削直螺纹;3) 利用连接套筒对接钢筋。 钢筋端部的镦粗依靠专门设计制造的镦头机,每个镦头所需
直螺纹接头规范最新文档

现场钢筋直螺纹接头连接质量检验记录表
格式:pdf
大小:24KB
页数:2P
4.8
现场钢筋直螺纹接头连接质量检验记录表 工程名称:编号: 单位(子单位) 工程名称监理单位 施工单位工程部位 钢筋规格抽检数量接头类型 代表数量生产班次生产日期 检验结果 序号钢筋直径拧紧力矩值检验外露有效螺纹检验备注 专业监理工程师: 年月日 质检负责人: 年月日 检验员: 年月日 注:1、拧紧力矩值检验应按jg163-2004中表3的规定进行检验。 2、外露的有效螺纹检验应按jg163-2004标准中6.3.3条的规定检验。 3、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏加以标注。
粗钢筋连接新方法——滚轧直螺纹接头 粗钢筋连接新方法——滚轧直螺纹接头
格式:pdf
大小:275KB
页数:2P
4.5
介绍的ⅲ级粗钢筋采用直螺纹套管连接是钢筋机械连接的新工艺,可节约钢材资金和提高钢材质量、加快施工进度。

钢筋现场直螺纹接头质量检验记录 (2)
格式:pdf
大小:27KB
页数:1P
4.3
钢筋现场直螺纹接头质量检验记录 工程名称钢筋规格抽检数量 工程部位生产班次代表数量 提供单位生产日期接头类型 检验结果 序号钢筋直径 拧紧力矩值 检验(n*m) 外漏有效螺纹检验(不超过2p) 检验标识 左右 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 质量负责人:检验员:检验日期:年月日 注1:抽取数量为每个检验批数量的10%;检验合格的在相应格里打“√”,不合格时打“×”。 注2:最小拧紧力矩值,拧紧力矩值合格数不低于95%; 钢筋直径(mm)≤1618~2022~2528~3236~40 拧紧扭矩(n*m)100200260320360
钢筋直螺纹接头工艺检验及现场检验记录表
格式:pdf
大小:67KB
页数:3P
4.5
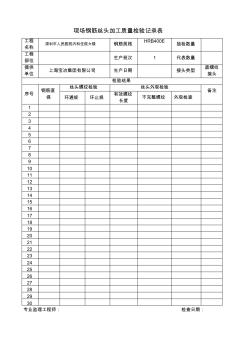
现场钢筋丝头加工质量检验记录表 工程 名称 深圳市人民医院内科住院大楼钢筋规格 hrb400e 抽检数量 工程 部位 生产班次1代表数量 提供 单位 上海宝冶集团有限公司生产日期接头类型 直螺纹 接头 检验结果 序号 钢筋直 径 丝头螺纹检验丝头外观检验 备注 环通规环止规 有效螺纹 长度 不完整螺纹外观检查 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 专业监理工程师:检查日期: 现场钢筋接头连接质量记录表 工程 名称 深圳市人民医院内科住院大楼项 目 钢筋规格 hrb400e 抽检数量 工程 部位 生产班次1代表数量 提供 单位 上海宝冶集团有限公司生产日期接头类型 直螺纹 接头 检验结果 序号钢筋直径拧紧力矩检验 外露有效螺纹检验备注
钢筋直螺纹接头技术施工作业指导书
格式:pdf
大小:56KB
页数:6P
4.5
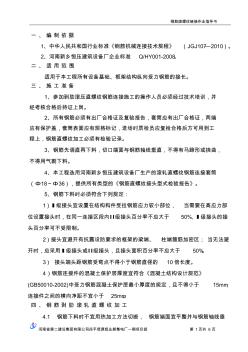
钢筋直螺纹链接作业指导书 河南省第二建设集团有限公司茌平信源铝业郝集电厂一期项目部第1页共6页 一、编制依据 1、中华人民共和国行业标准《钢筋机械连接技术规程》(jgj107—2010)。 2、河南新乡恒压建筑设备厂企业标准q/hy001-2008。 二、适用范围 适用于本工程所有设备基础、框架结构纵向受力钢筋的接长。 三、施工准备 1、参加剥肋滚压直螺纹钢筋连接施工的操作人员必须经过技术培训,并 经考核合格后持证上岗。 2、所有钢筋必须有出厂合格证及复验报告,套筒应有出厂合格证,两端 应有保护盖,套筒表面应有规格标记,进场时质检员应复检合格后方可用到工 程上,钢筋直螺纹加工必须有检验记录。 3、钢筋先调直再下料,切口端面与钢筋轴线垂直,不得有马蹄形或挠曲, 不得用气割下料。 4、本工程选用河南新乡恒压建筑设备厂生产的滚轧直螺纹钢筋连接套筒 (ф1
滚轧直螺纹接头作业指导书123
格式:pdf
大小:283KB
页数:10P
4.3
新建哈齐客专松花江特大桥工程 滚轧直螺纹接头连接作业指导书 2011年3月发布实施 中铁二十二局集团哈齐客专江桥分部 -1- 1.适用范围 适用于新建哈齐客专松花江特大桥工程主桥钢筋笼6米以下部 分φ28主筋连接作业。 2.技术要求 2.1使用的钢材要符合相关标准要求,未经检验或检验不合格者不得 使用。 2.2套筒的直径和壁厚应符合技术文件要求。 2.3套筒的重要尺寸(外径、长度)和螺纹牙型及精度应经检验合格。 套筒内螺纹尺寸应按《普通螺纹基本尺寸》(gb/t196)确定;螺纹 中径公差应满足《普通螺纹公差》(gb/t197)中6h级精度要求。 2.4套筒采用长度为64mm,钢筋套丝加工长度,全套丝为64mm, 半套丝长度控制在32mm允许误差为+2p,留出后续丝扣不能进行螺 旋套入部分。若套丝加工过短,则用丝扣
钢筋(剥肋)滚轧直螺纹接头验收规程(1)
格式:pdf
大小:21KB
页数:2P
4.3
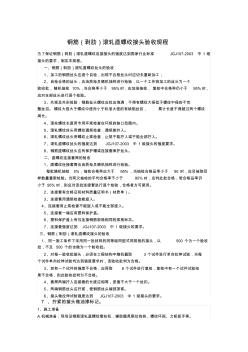
钢筋(剥肋)滚轧直螺纹接头验收规程 为了保证钢筋(剥肋)滚轧直螺纹连接接头的强度达到国家行业标准jgj107-2003中1级 接头的要求,制定本规程。 一、钢筋(剥肋)滚轧直螺纹丝头的验收 1、加工的钢筋丝头应逐个自检,出现不合格丝头时应切去重新加工; 2、自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班加工的丝头为一个 验收批,随机抽检10%,当合格率小于95%时,应加倍抽检,复检中合格率仍小于95%时, 应对全部丝头进行逐个检验。 3、外观及外形检验:钢筋丝头螺纹应纹应饱满,不得有螺纹大径低于螺纹中径的不完 整丝扣。螺纹大径大于螺纹中径而小于标准大径的有缺陷丝扣,累计长度不得超过两个螺纹 周长。 4、滚丝螺纹长度用专用环规检查在环规的缺口范围内。 5、滚轧螺纹丝头用螺纹通规检查,通规能拧入。 6、滚轧螺纹丝头用螺纹止规检查,止规不能拧入或不能全部拧入。 7、滚
钢筋(剥肋)滚轧直螺纹接头验收规程
格式:pdf
大小:22KB
页数:2P
4.6
钢筋(剥肋)滚轧直螺纹接头验收规程 为了保证钢筋(剥肋)滚轧直螺纹连接接头的强度达到国家行业标准 jgj107-2003中1级接头的要求,制定本规程。 一、钢筋(剥肋)滚轧直螺纹丝头的验收 1、加工的钢筋丝头应逐个自检,出现不合格丝头时应切去重新加工; 2、自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班加工的丝 头为一个验收批,随机抽检10%,当合格率小于95%时,应加倍抽检,复检中 合格率仍小于95%时,应对全部丝头进行逐个检验。 3、外观及外形检验:钢筋丝头螺纹应纹应饱满,不得有螺纹大径低于螺纹中 径的不完整丝扣。螺纹大径大于螺纹中径而小于标准大径的有缺陷丝扣,累计长 度不得超过两个螺纹周长。 4、滚丝螺纹长度用专用环规检查在环规的缺口范围内。 5、滚轧螺纹丝头用螺纹通规检查,通规能拧入。 6、滚轧螺纹丝头用螺纹止规检查,止规不能拧入或不能全部拧入。 7
钢筋滚轧直螺纹接头质量检查记录表
格式:pdf
大小:35KB
页数:2P
4.3
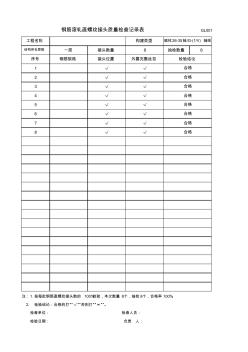
工程名称构建类型 结构所在层数一层接头数量8抽检数量8 序号钢筋规格接头位置外露完整丝扣 1√√ 2√√ 3√√ 4√√ 5√√ 6√√ 7√√ 8√√ 钢筋滚轧直螺纹接头质量检查记录表gl001 检验结论 注:1.按每批钢筋直螺纹接头数的100%检验,本次数量8个,抽检8个,合格率100%。 2.检验结论:合格的打“√”否则打“×”。 暗柱26-35轴/g-(1/v)轴线 合格 合格 合格 合格 合格 合格 合格 合格 检验日期:负责 人: 检查单位:检查人员:

钢筋现场直螺纹接头质量检验记录
格式:pdf
大小:27KB
页数:1P
4.6
钢筋现场直螺纹接头质量检验记录 工程名称钢筋规格抽检数量 工程部位生产班次代表数量 提供单位生产日期接头类型 检验结果 序号钢筋直径 拧紧力矩值 检验(n*m) 外漏有效螺纹检验(不超过2p) 检验标识 左右 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 质量负责人:检验员:检验日期:年月日 注1:抽取数量为每个检验批数量的10%;检验合格的在相应格里打“√”,不合格时打“×”。 注2:最小拧紧力矩值,拧紧力矩值合格数不低于95%; 钢筋直径(mm)≤1618~2022~2528~3236~40 拧紧扭矩(n*m)100200260320360
直螺纹接头规范相关
文辑推荐
知识推荐
百科推荐


职位:BIM销售
擅长专业:土建 安装 装饰 市政 园林


