

基于正交法的塑料半保持架注塑工艺参数优化
格式:pdf
大小:602KB
页数:3P
人气 :93
 4.6
4.6
以塑料半保持架为研究对象,应用Moldflow分析软件重新设计了保持架的浇注系统。以缩痕指数为质量评价指标,采用5因素4水平正交试验和极差法分析了模具温度、熔体温度、注射时间、冷却时间和保压压力等工艺参数对塑件缩痕指数的影响程度,通过优化工艺参数组合,有效解决了成型工艺参数设置不合理的问题。




常用塑料的注塑工艺参数(精)
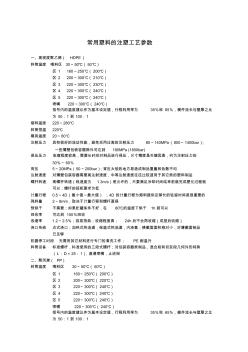
第1页,共23页 常用塑料的注塑工艺参数 一、高密度聚乙烯(hdpe) 料筒温度 喂料区30~50℃(50℃) 区1160~250℃(200℃) 区2200~300℃(210℃) 区3220~300℃(230℃) 区4220~300℃(240℃) 区5220~300℃(240℃) 喷嘴220~300℃(240℃) 括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比 为50:1到100:1 熔料温度220~280℃ 料筒恒温220℃ 模具温度20~60℃ 注射压力具有很好的流动性能,避免采用过高的注射压力80~140mpa(800~ 1400bar);一些薄壁包装容器除外可达到180mpa(1800bar) 保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,
 塑料半保持架注塑模具设计
塑料半保持架注塑模具设计 塑料半保持架注塑模具设计
分析塑料半保持架的结构特点,采用弯拉杆侧向抽芯机构解决该保持架内凹圆弧的脱模问题,详细介绍了该注塑模具的浇注系统、抽芯机构、脱模机构及冷却系统,并说明了模具成型零件加工的注意事项。
编辑推荐下载
常用塑料注塑工艺参数表:
格式:pdf
大小:250KB
页数:22P
4.7
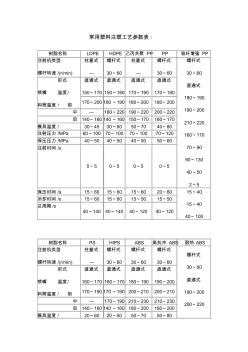
常用塑料注塑工艺参数表: 树脂名称ldpehdpe乙丙共聚pppp玻纤增强pp 注射机类型 螺杆转速/(r/min) 柱塞式 — 螺杆式 30~60 柱塞式 — 螺杆式 30~60 螺杆式 30~60 直通式 180~190 190~200 210~220 160~170 70~90 90~130 40~50 2~5 形式 喷嘴温度/ 料筒温度/前 直通式 150~170 直通式 150~180 直通式 170~190 直通式 170~190 170~200180~190180~200180~200 中—180~220190~220200~220 后140~160140~160150~170160~170 模具温度/30~4530~6050~7040~80 注射压力/mpa60~10
(塑料橡胶材料)常用塑料注塑工艺参数
格式:pdf
大小:28KB
页数:12P
4.6
常用塑料的注塑工艺参数 一、高密度聚乙烯(hdpe) 料筒温度喂料区30~50℃(50℃) 区1160~250℃(200℃) 区2200~300℃(210℃) 区3220~300℃(230℃) 区4220~300℃(240℃) 区5220~300℃(240℃) 喷嘴220~300℃(240℃) 括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比 为50:1到100:1 熔料温度220~280℃ 料筒恒温220℃ 模具温度20~60℃ 注射压力具有很好的流动性能,避免采用过高的注射压力80~140mpa(800~1400bar); 一些薄壁包装容器除外可达到180mpa(1800bar) 保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的 30%~60% 背压
正交法塑料半保持架注塑工艺参数优化热门文档
空调转接头的注塑工艺参数优化 空调转接头的注塑工艺参数优化
格式:pdf
大小:536KB
页数:4P
4.6
以空调转接头塑料制品为例,结合正交实验,以翘曲量为评价指标,研究模具温度、熔体温度、保压压力、保压时间等注塑工艺参数对制品翘曲变形的影响,运用极差法对正交实验结果进行分析,得到各工艺参数对翘曲变形影响的主次程度,最终获得最优工艺参数组合,即模具温度60℃,熔体温度240℃,保压压力35mpa,保压时间15s,在此工艺组合下的翘曲量为0.0921mm。
塑料注塑工艺标准资料
格式:pdf
大小:58KB
页数:13P
4.7
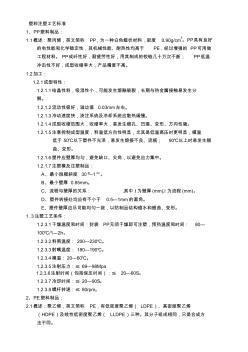
塑料注塑工艺标准 1、pp塑料制品: 1.1概述:聚丙烯,英文简称pp,为一种白色蜡状材料,密度0.90g/cm3。pp具有良好 的电性能和化学稳定性,其机械性能、耐热性均高于pe,经过增强的pp可用做 工程材料。pp成纤性好,耐疲劳性好,用其制成的铰链几十万次不断;pp低温 冲击性不好,成型收缩率大,产品精度不高。 1.2加工: 1.2.1成型特性: 1.2.1.1结晶性料,吸湿性小,可能发生熔融破裂,长期与热金属接触易发生分 解。 1.2.1.2流动性极好,溢边值0.03mm左右。 1.2.1.3冷动速度快,浇注系统及冷却系统应散热缓慢。 1.2.1.4成型收缩范围大,收缩率大,易发生缩孔、凹痕、变形、方向性强。 1.2.1.5注意控制成型温度,料温低方向性明显,尤其是低温高压时更明显,模温 低于50℃以下塑件不光泽,易发生熔接不良、流痕;90℃以上时易发生翘 曲、变
常见通用塑料工程塑料特性及注塑工艺
格式:pdf
大小:210KB
页数:4P
4.7
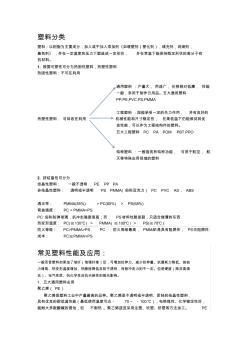
塑料分类 塑料:以树脂为主要成分,加入或不加入添加剂《如增塑剂(塑化剂),填充剂,润滑剂, 着色剂》,并在一定温度和压力下塑造成一定形状,并在常温下能保持既定形状的高分子有 机材料。 1.根据可塑性可分为热固性塑料,热塑性塑料 热固性塑料:不可在利用 通用塑料:产量大,用途广,价格相对低廉,性能 一般,多用于制作日用品。五大通用塑料 pp,pe,pvc,ps,pmma 工程塑料:指能承受一定的外力作用,并有良好的 热塑性塑料:可回收在利用机械性能和尺寸稳定性,在高低温下仍能保持其优 良性能,可以作为工程结构件的塑料。 五大工程塑料pcpapompbtppo 特种塑料:一般指具有特种功能,可用于航空,航 天等特殊应用领域的塑料 2.按结晶性可分为 结晶性塑料:一般不透明pepppa 非结晶性塑料:透明或半透明pspmma(俗称亚
基于DOE的注塑成型工艺参数优化
格式:pdf
大小:1.6MB
页数:3P
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
PVC材料的注塑工艺
格式:pdf
大小:34KB
页数:22P
4.6
pvc材料的注塑工艺 2010-05-1709:26:04|分类:默认分类 |标签:|字号大中小订阅 pvc料因为价廉,与生俱来具备防炎性质, 而且强硬坚固,抗化学能力佳,收缩率为 0.2-0.6%,产品在电器、机械、建筑、日用 品、玩具、包装上应用日益广泛,针对pvc 料的特性,分析产品注塑工艺如下: 一、pvc料的特性 pvc热安定性不良,成型温度与分解温度接 近,流动性不佳,外观容易形成不良缺陷, pvc料耐热性不佳,最易烧焦、产生酸性气 体进而腐蚀模具,加工时可加塑化剂增加其 流动性,一般须加添加剂使用,其强度、电 器绝缘性、耐药品性佳。 二、模具及浇口设计 为缩短注射的成型周期,注口越短越好,横 切面要园形,射咀口的直径最小为6毫米, 成园锥形,内角成5度,最好要加冷料井, 冷料井可防止熔化不良的半固体物料进入 模腔,而该等物料会影响到
正交法塑料半保持架注塑工艺参数优化精华文档
基于神经网络汽车门把手的注塑工艺参数优化 基于神经网络汽车门把手的注塑工艺参数优化
格式:pdf
大小:528KB
页数:3P
4.5
针对汽车门把手在企业生产过程中存在的具体问题,采用数值模拟技术、正交试验设计理论和神经网络理论优化塑件的注塑工艺参数,获得较为准确的最佳工艺参数组合,提出新的预测塑件熔接痕长度和位置的方法。新技术和新思路的运用,在控制汽车门把手熔接痕方面产生了良好的效果。

塑料盖注塑工艺分析与模具设计毕业论文
格式:pdf
大小:2.4MB
页数:25P
4.7
毕业论文 塑料盖注塑工艺分析与模具设计 目录 摘要.......................................................................i abstract....................................................................ii 第1章概论.....................................................1 1.1论文背景及意义...........................................................1 1.2本论文及相关领域的国内外现状及发展......................................1 1.2.1塑料模
轴承工程塑料保持架的制造与应用
格式:pdf
大小:8.3MB
页数:55P
4.8
为了积极而稳妥地开展滚动轴承工程塑料保持架的推广应用工作,《工程塑料应用》编辑部与机械工业部轴承工程塑料推广工作组密切配合,组织有关专业技术人员编写了这本《轴承工程塑料保持架专集》。本专集较全面、系统地总结了我国轴承行业推广应用工程塑料保持架的成功经验。以大量科学的试验数据和翔实的内容介绍了工程塑料保持架设计应用技术和制造技术,具有较强的实用性。可供从事工程塑料保持架设计、制造、应用工作的工程技术人员、管理人员、技术工人和大中专学校有关专业师生参考。同时也可供工程塑料行业的技术人员借鉴,共同为繁荣工程塑料事业而尽力。参加本专集编写工作的有:刘亚盈、蔡根喜、丁琦、徐圣明、吴祖骅、孟福玲、魏敏、王维中、王朝光、唐敏儿、勇泰芳、杨富祥、刘进海、施蜂波、沈继昌、周国忠、董友宁、崔丙申、周之平、盛咸熙、瞿永兴、郭亚民等同志。邢镇寰研究员级高级工程师、李次公译审负责了本专集的主审工作。参加本专集审定的有研究员级高级工程师金银木、曹诚梓、宋如英、盛咸熙;高级工程师罗继伟、赖俊贤、梁庆甫、张海龙、刘汉邦、胡昌格、王玉金、陈久生、丁常楷、江世尧、陈国权、周篤濂、肖振郁、赵海峰。因水平有限,本专集不当之处,敬请斧正。
塑料盖注塑工艺分析与模具设计毕业论文
格式:pdf
大小:603KB
页数:24P
4.4
*****学院毕业设计论文 -1- 第1章概论 1.1课题背景及意义 市场竞争的日趋激烈,使得产品的功能日趋多元化,产品的生命周期不断缩 短,塑料产品结构日趋多样化和复杂化,客户对产品质量的要求也越来越高。这 在一定程度上决定了模具设计和注射成型过程的复杂性,有些注射成型问题连有 经验的模具设计师和注射工艺师都很难把握。而传统的注射模设计首先考虑的是 模具结构本身的需要,之后考虑的才是注射制品的需要。例如,常规的注射模设 计通常是根据经验确定浇注系统和冷却系统,而不是根据流动分析来确定,最后 在试模过程中通过反复的调整模具的浇注系统和冷却系统参数来勉强达到产品的 质量要求。模具试模周期过长、试模成本过高严重影响了企业的竞争力。因此, 对塑料熔体的注射成型过程的计算机模拟对优化产品结构设计、模具设计以及注 射成型工艺具有非常重要的指导意义 [1][2][3] 。 1.2本
聚苯乙烯塑料注塑工艺探讨 聚苯乙烯塑料注塑工艺探讨
格式:pdf
大小:1.3MB
页数:3P
4.5
介绍了聚苯乙烯(ps)塑料的注射成型技术,结合产品的模具设计,对成型工艺进行了分析讨论;通过对典型ps塑料制品的加工工艺过程的探讨,对ps塑料制品生产中的缺陷、原因及解决方法进行了论述。结果表明,ps作为通用塑料,因其具有良好的性能,在结构复杂的工艺品生产中应用效果好,而且,合理的设计可以使模具结构大大简化。
正交法塑料半保持架注塑工艺参数优化最新文档
PC注塑工艺设计
格式:pdf
大小:38KB
页数:6P
4.4
精选范本 聚碳酸酯注塑工艺设计 一:聚碳酸酯的简介: 1.1:聚碳酸酯的化学性能: 聚碳酸酯(polycarbonate)常用缩写pc是一种无色透明的无定性热 塑性材料。其名称来源于其内部的co3基团。 化学名:2,2'-双(4-羟基苯基)丙烷聚碳酸酯 其特性: 1、聚碳酸酯耐酸,耐油。 2、聚碳酸酯不耐紫外光,不耐强碱。 1.2:聚碳酸酯的物理性能: 密度:1.20-1.22g/cm线膨胀率:3.8×10cm/cm°c热变形温度: 130°c。 聚碳酸酯无色透明,耐热,抗冲击,阻燃bi级,在普通使用温度内都 有良好的机械性能。同性能接近聚甲基丙烯酸甲酯相比,聚碳酸酯的耐冲 击性能好,折射率高,加工性能好,需要添加阻剂才能符合ul94v-0级。 但是聚甲基丙烯酸甲酯相对聚碳酸酯价格较低,并可通过本体聚合的方法 生产大型的器件。随着聚碳酸酯

PPS注塑工艺
格式:pdf
大小:201KB
页数:11P
4.4
-1- 、 sciengytm pps成型工艺 山东赛恩吉新材料有限公司 shandongsciengynewmaterialsco.,ltd -2- 1、导言 sciengytm是一种具有如下结构式的全新线型pps树脂 (polyphenylenesulfide=聚苯硫醚)。 与普通pps树脂相比,sciengy?具有同等或更好的耐热性、阻燃性、耐药品 性、尺寸稳定性等,同时还因其线型高分子结构而具备下列优点: 1)拉伸度和冲击强度大,pps树脂的易碎性(迄今被看作pps树脂的缺点)得到大 幅改善。 2)离子性杂质少,也可用于有严格电气特性要求的领域。 3)热稳定性良好,易于成型加工。 4)熔合强度大,二次加工性(扭转、压入等)良好。 5)接近白色,可以着色。 2、成型条件 2.1预干燥 虽然sciengytm吸湿性较弱
木塑复合材料注塑工艺优化研究 木塑复合材料注塑工艺优化研究
格式:pdf
大小:161KB
页数:3P
4.5
采用正交分析法考察了机筒最高温度,注塑压力,保压时间,喷嘴温度对注塑木塑复合材料性能的影响,实验结果表明:在本试验中机筒最高温度对冲击强度和对拉伸强度有较大的影响,是影响冲击强度和对拉伸强度的主要因素,当最高机筒温度为185℃、注射压力为5.5~6.5mpa、保压时间为10s、喷嘴温度为200℃时为最优工艺。

家用电器塑料件的注塑工艺以及设计优化的探讨
格式:pdf
大小:16KB
页数:1P
4.4
环球市场/理论探讨 -150- 家用电器塑料件的注塑工艺以及设计优化的探讨 冯纬豪 中山格兰仕日用电器有限公司 摘要:塑料零件在国民经济中应用广泛,特别在家用电器产品 中占有很大的比例,设计出综合性能优良的注塑件需要考虑的方面 较多,其中注塑工艺以及注塑件的设计尤为重要,文章中作者根据 多年的设计经验针对注塑件的注塑工艺以及设计方法进行总结以及 探讨,供大家参考。 关键词:家电;注塑件;注塑工艺;结构设计 前言 伴随着塑料工业的迅猛发展,塑料工业已成为当今国民经济中 的重要基础工业之一。注塑成型作为加工热塑性高分子材料的主要 方法之一,它能生产出外形复杂,尺寸精确的产品,并且对各种材 料加工的适应性强,容易实现产品的自动化生产加工。同时,注塑 成型的工艺以及注塑件的综合设计对注塑件的质量影响较大。因而 掌握注塑件的注塑工艺以及设计方法在实际设计当中具有重要的现 实意义。 1.注塑工

家用电器塑料件的注塑工艺以及设计优化的探讨 (2)
格式:pdf
大小:16KB
页数:1P
4.5
环球市场/理论探讨 -150- 家用电器塑料件的注塑工艺以及设计优化的探讨 冯纬豪 中山格兰仕日用电器有限公司 摘要:塑料零件在国民经济中应用广泛,特别在家用电器产品 中占有很大的比例,设计出综合性能优良的注塑件需要考虑的方面 较多,其中注塑工艺以及注塑件的设计尤为重要,文章中作者根据 多年的设计经验针对注塑件的注塑工艺以及设计方法进行总结以及 探讨,供大家参考。 关键词:家电;注塑件;注塑工艺;结构设计 前言 伴随着塑料工业的迅猛发展,塑料工业已成为当今国民经济中 的重要基础工业之一。注塑成型作为加工热塑性高分子材料的主要 方法之一,它能生产出外形复杂,尺寸精确的产品,并且对各种材 料加工的适应性强,容易实现产品的自动化生产加工。同时,注塑 成型的工艺以及注塑件的综合设计对注塑件的质量影响较大。因而 掌握注塑件的注塑工艺以及设计方法在实际设计当中具有重要的现 实意义。 1.注塑工
光学注塑工艺推动汽车塑料化 光学注塑工艺推动汽车塑料化
格式:pdf
大小:84KB
页数:未知
4.4
通常,对于一些形状相对规则和简单的产品,当传统的精密注塑依然不能达到要求的时候,会采用新的成型工艺,以应对收缩痕或冷却过程中持续的冷却补料动作造成过大而且不均的残余应力。目前各个公司在这方面都各有所长。对于流长比较高的大面积部件,目前以采用射出压缩技术为主,可以有效降低填满腔体所需的注射压力。充填压力和速度的降低使得熔融物的抗剪应力降低了,
基于正交试验及MoldFlow模拟优化扶手盖板注塑工艺 基于正交试验及MoldFlow模拟优化扶手盖板注塑工艺
格式:pdf
大小:171KB
页数:3P
4.5
以某汽车扶手盖板为研究对象,综合评价了多个工艺参数对注射翘曲变形的影响。通过正交试验法,并基于moldflow注射模流动分析软件,分析最佳浇口位置,获取试验数据,研究试验范围内各工艺参数对翘曲的影响,从而获得最优工艺参数组合。
注塑工艺指导书
格式:pdf
大小:35KB
页数:2P
4.5
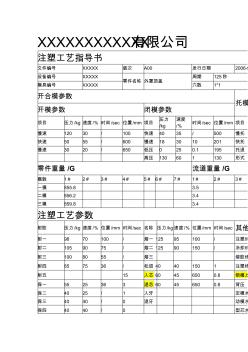
xxxxxxxxxxxx有限公司 注塑工艺指导书 文件编号xxxxx版次a00发行日期2006-9 设备编号xxxxx 零件名称外罩顶盖 周期125秒 模具编号xxxxx穴数1*1 开合模参数 托模 开模参数闭模参数 项目压力/kg速度/%时间/sec位置/mm项目 压力 /kg 速度 /%时间/sec位置/mm项目 慢速12030/100快速4035/500慢托 快速5055/600慢速183010201快托 慢速3020/650低压0250.1195托退 高压130601130形式 零件重量/g流道重量/g 模数1#2#3#4#5#6#7#1#2#3# 一摸855.83.5 二模856.23.4 三模859.83.4 注塑
微车后灯外罩注塑工艺优化 微车后灯外罩注塑工艺优化
格式:pdf
大小:492KB
页数:未知
4.4
灯具外罩通常用透明pmma制作,外罩采用两次注塑成型,先做成嵌件,然后把嵌件放在另一副模具中注塑合成,通过对嵌件、外罩注塑成型工艺等的介绍,围绕外罩产品特点,进行产品重量的控制,用重量控制法达到产品质量。经生产实践验证,用重量控制法优化工艺能满足外罩成型要求,符合生产需要,操作简便可行,产品能得到用户的认同。
塑料弯管的注塑成形工艺优化 塑料弯管的注塑成形工艺优化
格式:pdf
大小:266KB
页数:3P
4.5
结合moldflow软件的最佳浇口、成形窗口、试验设计(doe)等分析功能,分析90°塑料弯管的注塑成形工艺。对影响其注塑成形过程中的熔体温度、模具温度、注射时间以及制品厚度4个参数进行了优化分析,并最终得到了优化的工艺条件。结果显示,对于不同的实验目标,各个因素的影响程度不同;对于90°塑料弯管来说,熔体温度对其成形质量的影响相对比较大。
正交法塑料半保持架注塑工艺参数优化相关
文辑推荐
知识推荐
百科推荐


职位:城乡规划项目经理
擅长专业:土建 安装 装饰 市政 园林


