

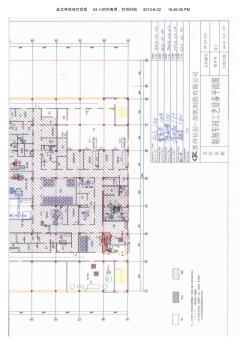
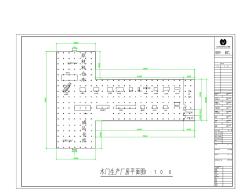
DW-EN-015-01制剂车间工艺设备平面图
格式:pdf
大小:982KB
页数:1P
人气 :89
 4.8
4.8
此文件仅在打印后 24小时内有用,打印时间 2013-6-22 10:46:35 PM




编辑推荐下载


制剂车间工艺设备平面图热门文档

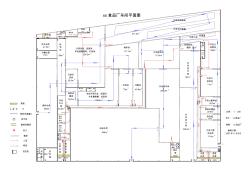
生产车间平面图
格式:pdf
大小:122KB
页数:2P
4.4
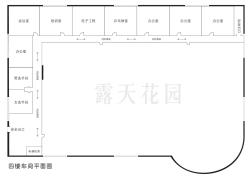
更衣室洗手消 毒间 冷冻仓库 冷藏仓库 拆 包 间 烤炉间月饼包馅、成型间; 年轮蛋糕配料、打浆间 清洗间 月饼打 皮间 原料杀 菌间 冰皮月饼打皮、成型间; 牛轧糖煮糖、成型间 119.2m 229.5m2 29.5m2 65m2 冷却间 70m 2 切割间 45.8m2 巧克力 成型间 巧克力 投料间 巧克力配料间 原料杀菌间 拆包间 巧克力原 料仓库 71.6m2 巧克力冷 月饼烘烤遂道 月饼冷却遂道 却遂道 内包材杀 菌间 内 包 材 仓 库 外 包 材 仓 库 内包装车间 外包装车间 原料仓库 成品仓库 90m2 168.5m2 638m2 265.8m2 更衣 室 15m2 洗手消 毒间 238m2 31.5m2 21m2 女 更 衣 室 男 更 衣 室 车间 办公 室 20.2m2 有毒 化合 物间 清洗 物存 放间 洗手消毒间 男更 衣室 女更
制剂车间工艺设备平面图精华文档
生产车间工艺设备变更管理
格式:pdf
大小:94KB
页数:6P
4.7
. . 生产车间设备变更工艺参数管理程序 第一章 总则 第一条 为防止生产作业人员在工艺设备变更环节中产生的风险带来的危害和对产 品质量的影响,规范工艺设备变更环节的管理,确保作业人员健康和安全,根 据《工艺设备变更管理规范》特制定本规定。 第二条 变更应实施分类管理,基本类型包括工艺设备变更、微小变更、同类替换和紧急 变更。 (一)工艺设备变更是指涉及工艺技术、设备设施、工艺参数等的改变(如温度 改变、速度改变、行程改变等)。 (二)微小变更是指影响较小,不造成任何工艺参数、设计参数等的改变,但又 不是同类替换的变更,即“在现有设计范围内的改变”。 (三)同类替换是指符合原设计规格的更换(更换产品规格)。 (四)紧急变更是指在紧急情况下(例如:现场发生泄漏,工艺参数处于危险限 值等情况,如不在短时间处理可能导致重大安全、财产损失和环境污染事件发 生),正常的变更流程方式无法
生产车间工艺设备变更管理 (2)
格式:pdf
大小:94KB
页数:6P
4.5
. . 生产车间设备变更工艺参数管理程序 第一章 总则 第一条 为防止生产作业人员在工艺设备变更环节中产生的风险带来的危害和对产 品质量的影响,规范工艺设备变更环节的管理,确保作业人员健康和安全,根 据《工艺设备变更管理规范》特制定本规定。 第二条 变更应实施分类管理,基本类型包括工艺设备变更、微小变更、同类替换和紧急 变更。 (一)工艺设备变更是指涉及工艺技术、设备设施、工艺参数等的改变(如温度 改变、速度改变、行程改变等)。 (二)微小变更是指影响较小,不造成任何工艺参数、设计参数等的改变,但又 不是同类替换的变更,即“在现有设计范围内的改变”。 (三)同类替换是指符合原设计规格的更换(更换产品规格)。 (四)紧急变更是指在紧急情况下(例如:现场发生泄漏,工艺参数处于危险限 值等情况,如不在短时间处理可能导致重大安全、财产损失和环境污染事件发 生),正常的变更流程方式无法
车间平面图制作指导书
格式:pdf
大小:28KB
页数:4P
4.5
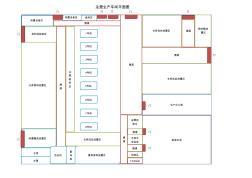
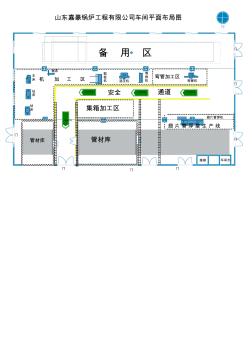
1.目的 使所编制的平面图达到统一化、规范化,以文件的形式明确生产车间的整体布局, 特别是生产车间生产过程流程的安排及物流情况,方便生产的布置、组织及管理。 2.适用范围 适用于本公司的生产车间平面图的编制 3.定义 车间平面图:即与产品的装配、加工过程直接相关的生产车间的生产过程平面布置图。 4.职责 职责内容责任部门 车间平面图的规划布置生产部、质量部 车间平面图的编制、修订生产部 车间平面图的实施生产部 5.程序细则 5.1编制车间平面图的目的 (1)将整个生产车间的布局以文件的形式给予明确。 (2)合理地利用空间组织生产,减少空间的浪费及不必要的空间占用。 (3)减少在制品不必要的运输和存储时间,保证物流的有序流动。 (4)合理地布置部门、车间(包括生产流水线、在制品临时存放区、通道、 安全设施等等)、仓库等,以方便生产及管理。 5.2

制剂车间工艺设备平面图最新文档

车间平面图(20200706203424)
格式:pdf
大小:749KB
页数:6P
4.7
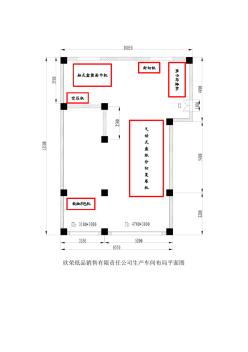
新杰物料(3.5* 出口木托区(3.5 国内 通 道(宽:2 米) 样 品 展 示 墙 安 全 宣 传 栏 、 质 量 目 标 、 5 s 宣 传 栏 纸箱回收 区(2*2) 地牛存放区 ( 0.5*0.5 ) 流 水 线 工 台 流 水 线 工 台 流 水 线 工 台 流 水 线 工 台 co co co co 待组装区 待组装区 待组装区 待组装区 通 道(宽:2 米) coco 工装架 待加工区(7*1.5)通 道(宽: 2 米) 通 道(宽: 2 米) 通道(宽:1.5米) 文件柜 移印待入库区( 工具车 清洁工 具区 (2*2) coco 工装柜文件柜 检验工作台 风冷机成品待入库区(5*1) 待切割区 成品待检区(7*1.5) 通 道(宽:2 米) 通 道(宽:2 米)通道(宽:1.5米) 清洁工 具区 (2*2) 工具柜 包装工作台 清洁工

制剂车间配电柜对应设备表
格式:pdf
大小:214KB
页数:10P
4.3
1/10 制剂车间配电柜对应设备表 配电柜编号设备所处位置设备名称用电设备编号电压/电流预估功率实际功率备注 509-1aa01/gck 型(1000*800) 电源进线 二层配电柜509-2aa0143.51a28.637kw 备用 509-1aa02/gck 型(1000*800) 动力配电柜(暖 通) 509-1aa04463a304.8kw 动力配电柜 (排烟风机) 509-1aa0697a63.8kw 低压配电柜(照 明) 509-1aa0844.7a26.77kw 冷冻库lk-132.1a18kw 应急照明箱509-1eal012.5a2.728kw 应急照明箱509-2eal011.97a1.006kw 509-1aa03/gck 型(1000*800) 分6回路,带晶 闸关投切型7%电
 药物制剂设备与车间工艺设计课程教学模式的改革
药物制剂设备与车间工艺设计课程教学模式的改革 药物制剂设备与车间工艺设计课程教学模式的改革
格式:pdf
大小:503KB
页数:3P
4.4
为了强化学生高等工程能力的基本素质培养,在药物制剂设备与车间工艺设计课程教学中注重教学内容的先进性、科学性和多种教学方式的探索,力求通过课堂教学和实践教学在内容上和形式上的科学合理的安排,提高学生的学习能力、工程能力和创新能力,为学生今后适应职业发展打下坚实的基础
用VRH法工艺设备对铸钢厂(车间)进行技术改造
格式:pdf
大小:91KB
页数:3P
4.4
采用普通水玻璃砂工艺生产铸钢件,旧砂溃散性差、再生困难。用vrh造型设备生产铸钢件,不仅可以降低成本,且其工艺继承性比有机脂和对脂砂好、投资费用低。所以,用vrh法工艺更新改造普通水玻璃砂工艺应用应成为铸钢厂(车间)技术改造的主导方向。
新余钢铁厂一烧车间配料工艺设备的改造
格式:pdf
大小:516KB
页数:4P
4.8
1前言自从1984年配料矿粉漏斗中发生一起矿粉淹埋死亡事故以来,新余钢铁厂一烧车间针对配料工艺设备中存在的问题进行了多项技术改造。两年多的使用证明,改造是成功
泵车装配车间工艺及设备的介绍
格式:pdf
大小:455KB
页数:3P
4.8
为满足市场对混凝土泵车的需求,某公司制订了年产3000台泵车的装配工艺方案,通过对车间物流的合理规划及采用合理的输送设备,实现了多种车型的柔性装配,最大程度地利用了车间的面积。论文主要对泵车装配车间工艺和输送设备做简单介绍。
制剂车间工艺设备平面图相关
文辑推荐
知识推荐
百科推荐

职位:水运专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


