

探究渣浆泵叶轮铸造工艺的改进措施
格式:pdf
大小:227KB
页数:2P
人气 :68
 4.3
4.3
伴随着科学的进步,各类机械逐渐取代人力,各行业逐渐采用机械化设备进行生产经营活动。渣浆泵是广泛应用于矿山和水电行业的机械部件,主要用于运输固液混合物料,目前应用较为广泛的是离心式渣浆泵,其工作原理是通过电动机供应动力,致使叶轮产生高速运转,产生离心力,将叶轮中心部分的空气抽空形成真空区域,运用气压或者是水压差将固液混合物料压入运输管道之中。因此,叶轮是渣浆泵结构中的一个重要部分,叶轮的质量将会影响渣浆泵的工作效率及使用寿命等等。




渣浆泵叶轮铸造工艺的改进
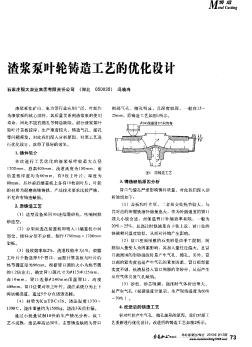
介绍了铸件的结构和技术要求,对采用原工艺所带来的气孔、缩孔等缺陷分析后,进行了改进:将原来的冷冒口改为热冒口,提高了补缩效率;冒口座由砂芯带出,保证了冒口座周围型砂的树脂加入量和紧实度;用热风机在200℃下烘烤砂型(芯),防止砂型(芯)吸收水分,同时降低浇注温度,减少树脂砂的发气量。最终使铸件合格率由50%提高到90%。
渣浆泵叶轮铸造工艺的优化设计
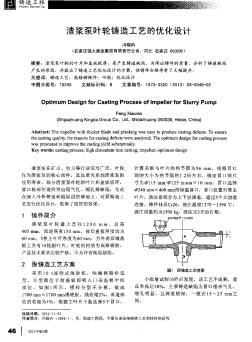
渣浆泵叶轮作为渣浆泵的主要过流部件,铸件质量要求很高。叶片和盖板较厚的叶轮有一定的生产难度,本文通过对铸造缺陷深入分析和工艺优化设计,使铸件合格率有了大幅提升。
编辑推荐下载
渣浆泵叶轮铸造工艺的优化设计
格式:pdf
大小:112KB
页数:2P
4.7
渣浆泵在矿山、电力等行业应用广泛,叶轮作为渣浆泵的核心部件,其质量关系到渣浆泵的使用寿命,因此不能有缩孔等铸造缺陷。部分渣浆泵叶轮叶片盖板较厚,生产难度较大,铸造气孔、缩孔等问题频发。对此我们深入分析原因,对原工艺进行优化设计,取得了很好的效果。
渣浆泵叶轮铸造工艺的优化设计
格式:pdf
大小:126KB
页数:2P
4.8
渣浆泵叶轮的叶片和盖板较厚,易产生铸造缺陷。为保证铸件的质量,分析了铸造缺陷产生的原因,并提出了铸造工艺优化设计的方案,使铸件合格率有了大幅提升。
渣浆泵叶轮铸造工艺改进措施热门文档
脱硫泵叶轮的铸造工艺
格式:pdf
大小:143KB
页数:2P
4.4
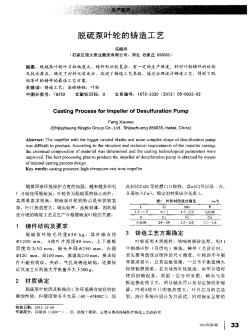
脱硫泵叶轮叶片扭曲度大,铸件形状较复杂,有一定的生产难度.针对叶轮铸件的结构及技术要求,确定了材料化学成分,改进了铸造工艺参数.通过合理设计铸造工艺,得到了脱硫泵叶轮铸件的最佳工艺方案.
脱硫泵叶轮铸造工艺的优化设计
格式:pdf
大小:694KB
页数:1P
4.8
脱硫泵叶轮的铸造成型由于铸件结构扭曲大,材质脆性高在铸造行业是一个难题,本文通过铸造工艺优化来避免铸造缺陷的产生,从而使铸件达到要求.
泵用新型高效叶轮的铸造工艺
格式:pdf
大小:218KB
页数:3P
4.4
介绍了新型不锈钢叶轮的结构特点,通过对砂型铸造叶轮工艺方案的改进设计,系统分析了凹坑类气孔缺陷产生的因为.工艺试验结果表明,采用碱性酚醛树脂砂制芯和平做立浇工艺等方法,可消除由于排气不畅使叶轮产生的凹坑类气孔缺陷.
 大型高铬铸铁叶轮铸造工艺研究
大型高铬铸铁叶轮铸造工艺研究 大型高铬铸铁叶轮铸造工艺研究
格式:pdf
大小:119KB
页数:2P
4.4
高铬铸铁具有良好的耐磨性,但它是一种脆性材料,通常只用于形状简单、体积较小的铸件。通过设计合理的铸造工艺和严格的生产过程,成功地生产出了形状复杂、重量较大的高铬铸铁叶轮。
渣浆泵叶轮铸造工艺改进措施精华文档
大型高铬铸铁挖泥泵叶轮铸造工艺研究 大型高铬铸铁挖泥泵叶轮铸造工艺研究
格式:pdf
大小:2.0MB
页数:2P
4.6
高铬铸铁具有良好的耐磨性,但由于其高脆性,通常只用于生产形状简单,体积较小的铸件,为了用高铬铸铁生产挖泥泵叶轮,进行了相应的工艺试验。通过合理的设计铸造工艺,利用计算机凝固模拟技术,同时严格控制现场生产过程,可成功地生产出形状复杂,质量较大的高铬铸铁叶轮。其工艺可供同行参考。
航空离心泵中叶轮诱导轮快速铸造工艺研究
格式:pdf
大小:1.8MB
页数:4P
4.7
为了改善闭式叶轮、诱导轮加工周期长、成本高的现状,基于ps粉激光成形技术实现快速铸造,大幅度降低叶轮、诱导轮的制造成本并提高生产效率。结果表明,经过铸件装配后的台架寿命试验,满足航空离心泵产品要求。该方法优化了现有制造工艺,并为其他复杂航空薄壁零件制造工艺提供技术参考。
结构特殊的大型挖泥泵叶轮铸造工艺设计及模拟
格式:pdf
大小:1.0MB
页数:3P
4.4
随着国家对海洋、湖泊开发力度的加大,疏浚产品市场日益火热,近期我公司承接了某公司的一批挖泥泵叶轮的生产任务,客户对叶轮质量要求很高,铸件材质采用高铬白口铸铁,铸件外观必须平整,流道光洁且表面没有影响使用的夹渣、冷隔、气孔、缩松及裂纹等铸造缺陷,硬度大于50hrc。该批叶轮直径2500mm,5枚主叶片,叶片厚度60mm,盖板主要厚度45mm,轴头部位厚度为

海水循环泵双相不锈钢叶轮铸造工艺设计
格式:pdf
大小:847KB
页数:4P
4.4
分析了双相不锈钢海水循环泵叶轮的结构特点和铸造工艺难点,针对铸件尺寸及质量大、叶片薄、面积大且壁厚不均匀、热节点分散等特点,利用计算机模拟铸件凝固过程,预测缺陷部位,进行了铸造工艺设计,着重解决铸造过程中易出现的缩孔、缩松、裂纹等缺陷。经生产验证,铸件的外形尺寸、健全性、力学性能及无损探伤等均满足技术要求,为生产高质量的大型超级双相不锈钢叶轮提供了经验和技术数据。

铝合金涡轮低压铸造工艺的改进
格式:pdf
大小:121KB
页数:2P
4.6
铝合金涡轮是铁路机车上的重要配件,其零件如图1所示。铸件重为42kg,结构复杂,要求在0.5mpa压力下进行水压试验,保压5min不许有任何泄漏。此铸件壁厚不均匀,薄壁处的叶片3.4mm,厚壁处70~90mm,叶片不能有冷隔、缺肉、相互串通等缺陷,增加了铸造生产的难度。对这种高气密性的要求,决定了铸件内部不得有任何影响气密性的砂眼、气孔、缩孔和缩松等铸造缺陷。铝合金涡轮铸件是采用树脂砂砂芯、金属型低压铸造工艺生产的,以往在生产过程中由于工艺
渣浆泵叶轮铸造工艺改进措施最新文档
叶轮低压铸造工艺与模具设计方案优化研究
格式:pdf
大小:817KB
页数:3P
4.8
论述了叶轮低压铸造和石膏芯的制造工艺过程和特点,以及叶轮低压铸造模具设计方案优化,分析了低压铸造生产工艺流程以及工序操作特点。利用pro/engineer软件进行建模,分析了施加冷却装置的两种不同方案,最后通过magmasoft软件进行优化择优。

渣浆泵计算
格式:pdf
大小:103KB
页数:3P
4.7
扬程计算 第一种:h=d+s+hf1+hf2+h3+pd-ps 第二种:h=d-s+hf1+hf2+hf3+pd-ps 第三种:h=d+s+hf1+hf2+hf3+pd-ps d181818 s444 pd-ps141414 hf14104 hf2101010 hf3101010 h605860 渣浆轴功率计算公式 n=h*q*a*g/(n*3600) 扬程h75mh2o 流量q147m3/h 渣浆密度a1kg/m3 重力加速度g10 效率n0.5 计算轴功率n61.25kw 电机功率还要考虑传动效率和安全系数。一般直联取1,皮带取0.96,安全系数1.2 直连轴功率nz73.5kw 皮带轴功率np70.56kw 排出几何高度,m;取值:高于泵入口中心线 吸入几何高度,m;取值:高于
铝合金多翼式窄型腔风机叶轮的整体砂型铸造工艺 铝合金多翼式窄型腔风机叶轮的整体砂型铸造工艺
格式:pdf
大小:213KB
页数:4P
4.3
提出一种前向多翼式窄型腔风机叶轮的整体铸造工艺,采用活动叶片式模型制作出叶轮型芯,实现了叶轮的整体砂型铸造,解决了窄腔型、封闭式结构叶轮整体铸造时无法脱模的技术难题;采用该工艺整体铸造的风机叶轮不仅铸造精度高、强度高、质量好,而且铸造成本低,生产效率高。实践证明,本工艺可广泛应用于各种多翼式叶轮的整体浇注。
磷酸料浆泵叶轮铸件的制造工艺
格式:pdf
大小:1.4MB
页数:4P
4.4
针对磷酸料浆泵叶轮材料铸造工艺的难点,介绍了磷酸料浆泵叶轮cr30a材质的生产工艺,分析试生产时cr30a叶轮铸件存在的缩孔、裂纹等缺陷问题,改善工艺的补缩系统和浇注系统,进一步利用计算机模拟进行分析优化,对浇注位置、冒口、冷铁的设计、熔炼工艺及热处理工艺等参数进行控制,成功研制了满足磷酸料浆泵的叶轮铸件,成功应用于国内某企业。
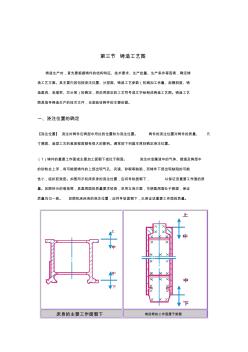
铸造工艺图解
格式:pdf
大小:1.1MB
页数:10P
4.7
第三节铸造工艺图 铸造生产时,首先要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸 造工艺方案。其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸 造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图。铸造工艺 图是指导铸造生产的技术文件,也是验收铸件的主要依据。 一、浇注位置的确定 【浇注位置】浇注时铸件在铸型中所处的位置称为浇注位置。铸件的浇注位置对铸件的质量、尺 寸精度、造型工艺的难易程度都有很大的影响。通常按下列基本原则确定浇注位置。 (1)铸件的重要工作面或主要加工面朝下或位于侧面。浇注时金属液中的气体、熔渣及铸型中 的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可能 性小,组织较致密。如图所示机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质 量。如图所示的卷扬筒,
大型飞轮铸铁件铸造工艺的改进 大型飞轮铸铁件铸造工艺的改进
格式:pdf
大小:393KB
页数:未知
4.5
针对大型飞轮铸铁件内部缩孔及冒口颈处轮缘组织粗大等铸造缺陷问题(铸件成品率仅达65%),进行了工艺改进。取消了补缩冒口,采用无冒口工艺。利用高梯形截面环形横浇道和多个扁梯形截面的内浇道实现对飞轮铸件的补缩及自补缩,外加冷铁配合使用以及包内孕育等一系列有效措施,能够有效地解决厚壁大型铸铁件的缩孔及铸件局部晶粒粗大的问题,生产出的铸件能够满足使用性能要求,成品率提高到100%。
卧式渣浆泵基础
格式:pdf
大小:12KB
页数:2P
4.5
卧式渣浆泵基础认识 一、卧式渣浆泵为悬臂离心式渣浆泵,适用于输送磨蚀性或腐蚀性渣浆,被广泛应用于冶金、矿山、 石油、化工、煤炭、电力、交通、河流疏浚,建材及市政工程等部门。其结构特点,按使用范围可 分为以下几种形式: 1、ah、ahp、hp、m、h、hh型泵,亦可称为重型渣浆泵。由于该型泵具有较厚的承磨件并配 重型托架,适于输送强磨蚀,高浓度渣浆或低浓度高扬程渣浆,在泵的最大允许工作压力范 围之内,可以多级串联使用。其中hh型泵适用于输送低浓度高扬程渣浆或高浓度低腐蚀的 高扬程渣浆。以上几种形式的泵也可用于有一定腐蚀性的渣浆。 2、l型泵,也成为轻型渣浆泵。与重型渣浆泵相比,该型泵转速高,体积小,重量轻,适用于 输送细颗粒,低浓度的渣浆或腐蚀性渣浆。输送浆体的重量浓度一般不超过30%,也可用于 输送高浓度低腐蚀性渣浆。 3、d型挖泥泵及g型砂砾泵,该型泵具有较大的过流通道,适

渣浆泵检修规程
格式:pdf
大小:95KB
页数:10P
4.5
1.总则 1.1适用范围 本规程适用于化工企业ah、hh、m型渣浆泵的维护与检修。 1.2结构简介 本泵轴承组件、泵体、护套、泵盖、叶轮、前护板、后护板、托架、机械密 封等组成。 1.3技术性能 流量:12-5400m3/h 扬程:5-118m 入口直径:25-450mm 2.完好标准 2.1零、部件 2.1.1泵主体零、部件完整齐全。 2.1.2基础、底座及地脚螺栓稳固;各部连接螺栓、螺母齐全紧固,螺纹外露1~ 3相。 2.1.3电动机及附属装置零、部件完整齐全。 2.1.4安全防护装置齐全、稳固。 2.1.5压力表、电流表等灵敏并定期校验。 2.1.6管线、阀门、支架等安装合理,牢固完整,标志明显,符合要求。 2.2运行性能 2.2.1润滑良好,油质符合要求,定期加注润滑脂。 2.2.2运转平稳,无异常振动、杂音等不正常现象。 2.2.3各
水轮机不锈钢叶片铸造工艺实践 水轮机不锈钢叶片铸造工艺实践
格式:pdf
大小:55KB
页数:2P
4.7
介绍了低碳马氏体不锈钢(zg06cr13ni4mo)水轮机叶片铸造工艺。生产实践表明,不锈钢叶片宜平做竖浇,浇注系统采取全底注、全开放式;用co2-水玻璃高铬刚玉砂作面砂、醇基高铬刚玉涂料,可以得到良好的叶片表面质量。
渣浆泵叶轮铸造工艺改进措施相关
文辑推荐
知识推荐
百科推荐


职位:室内设计师学徒
擅长专业:土建 安装 装饰 市政 园林


