

正火温度对X65钢直缝电阻焊管焊接区组织和性能的影响
格式:pdf
大小:997KB
页数:4P
人气 :85
 4.3
4.3
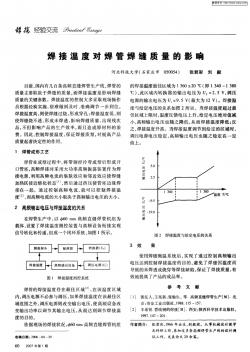
通过显微组织观察、X射线衍射分析和力学性能测定,研究了正火温度对X65钢高频直缝电阻焊管焊接区显微组织和力学性能的影响。结果表明,正火温度对焊接区的显微组织和性能有显著影响。850℃、1000℃和1050℃正火后,焊接区组织为粗大的多边形铁素体,硬度高、冲击功低;900℃和950℃正火后,焊接区组织为细小的针状铁素体,硬度低、冲击功高。采用900~950℃正火可保证焊接区有最佳的组织和性能。



螺旋缝埋弧焊管与直缝电阻焊管比较
螺旋缝埋弧焊管与直缝电阻焊管的对比 1关于钢管选用问题 国内关于油气输送干线钢管选用问题,进行了多次学术讨论,其中有两次重大学术讨论 会,一次是1998年“大中直径长输管线用埋弧型直缝焊接钢管研讨会”,一次是200 0年“天然气管道输送技术及制管技术高级研讨会”。前一次大中直径长输管线讨论会主张 发展直缝双面埋弧焊管取代螺旋管,后一次会议提出“继续坚持油气输送干线钢管以国产螺 旋焊管为主的技术路线”。这两次研讨会的结论显然相反,因此,对制管业影响也不同。前 一次讨论会引导珠江钢管公司上了hme及uoe大口径直缝双面埋弧焊管生产线,以及其 它的直缝焊管生产线。后一次的讨论会催生了石油天然气系统新上了6条大口径螺旋埋弧焊 管生产线,以及非石油天然气系统新上了十多条大口径螺旋焊管生产线。 目前国内螺旋焊管用途方面的范围已达成共识,在输送天然气的长输管线上只能用于1 类地区
 X65钢高频焊管焊接区的显微组织和低温韧性
X65钢高频焊管焊接区的显微组织和低温韧性 X65钢高频焊管焊接区的显微组织和低温韧性
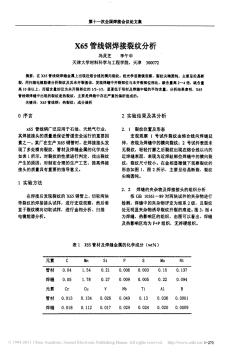
为查明x65钢高频焊管焊接区冲击功异常的原因,通过光学显微镜和x射线衍射对母材、焊缝及焊接热影响区进行微观研究.结果表明,显微组织对金属低温韧性有显著影响.当块状铁素体组织较多时,焊接区晶粒尺寸大,硬度小,冲击功低;当多边形铁素体组织较多时,焊接区晶粒尺寸小,硬度大,冲击功高.通过合理的热处理工艺,可在焊接区获得粒状铁素体组织,提高冲击功,改善焊缝和焊接热影响区低温韧性.
编辑推荐下载
应力对直缝高频电阻焊管沟槽腐蚀的影响 应力对直缝高频电阻焊管沟槽腐蚀的影响
格式:pdf
大小:661KB
页数:3P
4.6
对处于0mpa、100mpa、200mpa和300mpa恒定拉应力下的直缝高频电阻焊管(erw)进行阳极极化,并测定了其焊缝沟槽腐蚀敏感性。测定结果表明,随拉应力增大沟槽腐蚀敏感系数增大,腐蚀电流增大。但焊管经整管热处理后,焊缝处沟槽腐蚀敏感系数明显减小。
正火温度对X65钢直缝电阻焊管焊接区组织和性能的影响热门文档
JFE将为StatoiI供应高端直缝电阻焊管和13-Cr无缝不锈钢管 JFE将为StatoiI供应高端直缝电阻焊管和13-Cr无缝不锈钢管
格式:pdf
大小:59KB
页数:未知
4.7
7月14日,日本jfe钢铁公司宣布与marubeni-itochu钢铁公司一起赢得了为挪威油气公司statoil的北海天然气项目供应2200吨管线的合同。这批管线包括1400吨mightyseam?直缝电阻焊管(erw)和800吨13-cr无缝不锈钢管。
直缝电阻焊焊管焊缝探伤中心偏差控制分析 直缝电阻焊焊管焊缝探伤中心偏差控制分析
格式:pdf
大小:173KB
页数:3P
4.6
结合焊管焊缝自动超声波探伤及设备特点,在现场调查与试验的基础上,分析了焊缝中心偏差对探伤灵敏度的影响,提出了相应的控制措施,并取得了良好效果。
电阻焊接标准
格式:pdf
大小:1.2MB
页数:9P
4.4
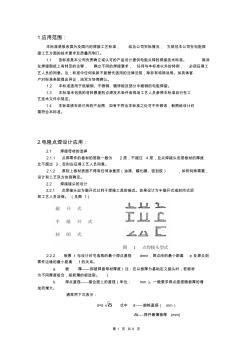
第1页共9页 1.应用范围: 本标准是吸收国外及国内的焊接工艺标准,结合公司实际情况,为规范本公司在电阻焊 接工艺方面的技术要求及质量而制订。 1.1该标准是本公司负责确立或认可的产品设计提供电阻点焊的焊接技术标准。除非 在焊接图纸上有特定的注释,确立不同的焊接要求,任何与本标准以外的特例,必须征得工 艺人员的同意。注:标准中任何条款不能替代适用的法律法规,除非有特殊说明。如具体客 户对标准条款提出异议,由双方协商确认。 1.2本标准适用于低碳钢、不锈钢、镀锌板及部分中碳钢的电阻焊接。 1.3本标准未包括的材料厚度的点焊技术条件由现场工艺人员参照本标准自行在工 艺技术文件中规定。 1.4本标准颁布前已有的产品图,如有不符合本标准之处可不作修改,新图纸设计时 需符合本标准。 2.电阻点焊设计应用: 2.1焊接母材的选择 2.1.1点焊零件的板材的层数一般
二次正火温度对B+级钢低温韧性的影响 二次正火温度对B+级钢低温韧性的影响
格式:pdf
大小:228KB
页数:3P
4.3
用金相显微镜、扫描电镜、低温冲击及拉伸试验等方法,研究了二次正火温度对b+级钢显微组织和低温冲击性能的影响。结果表明:较之一次正火,二次正火后组织明显细化,强度有所提高,塑性变化不大,低温冲击功明显提高,增加幅度为30%以上;二次正火温度不宜过高,否则将导致低温冲击功降低;亚温二次正火对提高低温冲击功作用不大;在870℃二次正火,可获得优良的强韧性配合。
正火温度对X65钢直缝电阻焊管焊接区组织和性能的影响精华文档
温度对X65/316L机械复合管焊接接头CO_2腐蚀的影响 温度对X65/316L机械复合管焊接接头CO_2腐蚀的影响
格式:pdf
大小:1.1MB
页数:5P
4.7
在模拟co2腐蚀环境中,采用高温高压釜对复合管内层不锈钢焊接接头的co2腐蚀行为进行了试验研究。结果表明,焊接接头随着腐蚀温度的升高,腐蚀产物膜上微孔越来越多,腐蚀速率随温度升高不断增加。通过eds分析结果可知,复合管内层发生co2腐蚀的产物可能为feco3和cr2o3的混合物。经去膜后,焊接接头经不同温度腐蚀后为均匀且较为光亮的,没有局部腐蚀或点蚀特征。随着温度升高,腐蚀方式有从均匀腐蚀向局部腐蚀转变的趋势。
X65级薄壁直缝埋弧焊管焊接工艺试验研究 X65级薄壁直缝埋弧焊管焊接工艺试验研究
格式:pdf
大小:382KB
页数:4P
4.4
针对x65级9.5mm薄壁jcoe钢管进行了内外焊三丝和双丝两种不同焊接工艺参数的试验研究,并对两种方案的焊接接头性能进行对比分析。结果表明,两种方案均能满足技术条件要求,内外焊双丝焊接工艺生产的钢管各项指标更优。选择该方案在工厂进行了批量生产,其焊缝拉伸性能均达到标准要求,且断裂位置均位于母材;母材、焊缝及热影响区的硬度均低于较低技术条件最大允许硬度265hv10的要求;焊缝组织为针状铁素体,焊接接头具有良好的韧性。
ERW直缝电阻焊钢管与直缝埋弧焊管的比较
格式:pdf
大小:17KB
页数:2P
4.4
erw直缝电阻焊钢管与直缝埋弧焊(uoe)钢管的区别: 直缝焊接钢管,按焊接工艺分有高频电阻焊和埋弧焊,直缝埋弧 焊简称uoe,直缝高频电阻焊简称erw。 高频电阻焊钢管(erw钢管)因它焊接过程与埋弧焊相比,erw工艺 在焊接过程中不添加任何焊接材料,焊缝成型没有经过热熔化状态, 只是焊缝金属经过再结晶过程,故形成的焊缝与母材的化学成份完全 一致,钢管焊接后经过退火处理,制造成型冷加工内应力,焊接内应 力均得到改善,因此erw钢管综合机械性能较好。 直缝埋弧焊(uoe钢管)因它采用焊后冷扩径工艺涨管,故uoe钢管 几何尺寸比较精确,采用uoe钢管对接时的对口质量好从而确保了焊接 质量,通过扩管工艺一定程度消除了部分内应力。另外uoe钢管焊接 时采用多丝焊接(三丝、四丝),这样的焊接工艺焊接时产生的线能量 小,对母材热影响区影响程度也小。多丝焊接后道焊

正火温度对低合金建筑用钢性能的影响
格式:pdf
大小:170KB
页数:4P
4.4
通过在低碳钢中添加mo、nb以及v元素,设计了三种不同成分的低合金建筑用钢,分析了正火工艺对钢材力学性能和组织的影响,研究了其高温力学性能。结果表明同时添加mo、nb以及v元素的低合金建筑用钢能获得最佳的性能;当正火温度为825℃时,其抗拉强度为545mpa,屈服强度为452mpa,伸长率为43.5%;650℃的高温力学性能为抗拉强度285mpa,屈服强度196mpa,伸长率62.7%。
正火温度对X65钢直缝电阻焊管焊接区组织和性能的影响最新文档
焊接温度对铝真空钎焊的影响 焊接温度对铝真空钎焊的影响
格式:pdf
大小:82KB
页数:2P
4.5
近年来真空钎焊技术快速发展,用途最广泛的铝合金真空钎焊产品也越来越普及。焊接温度是铝合金真空钎焊中的必要参数,需要考虑方方面面的因素,想要获得高质量的焊接产品,就必须选取最恰当的焊接温度。
X65管线钢焊缝返修的焊接工艺 X65管线钢焊缝返修的焊接工艺
格式:pdf
大小:140KB
页数:2P
4.6
本文依据工艺管道的施工特点,分析研究了油气处理终端段塞流捕集器设备制作所采用的x65管线钢的焊缝返修的焊接工艺。根据jb/t4730-2005《承压设备无损检测》的有关规定和业主的相关要求,结合现场施工的实际情况,项目组对段塞流捕集器不合格焊缝进行了返修。通过施工实践证明,射线探伤和管口外观检查合格,各项性能指标均能满足相关要求,取得了良好的实施效果。
电阻焊机工作时对电网的影响 电阻焊机工作时对电网的影响
格式:pdf
大小:394KB
页数:3P
4.7
本文通过对电阻焊机、晶闸管、焊接变压墨的分析,求得减小对电网的影响及解决方法,特别是在三相四线制的系统中晶闸管、焊接变压器,可引起低压配电网各项指标的下降。
加工率和去应力退火温度对厚壁焊接冷轧钛管性能的影响 加工率和去应力退火温度对厚壁焊接冷轧钛管性能的影响
格式:pdf
大小:78KB
页数:1P
4.5
厚壁焊接冷轧钛管的生产包括压力机弯板、板两端对焊、冷轧加工、去应力退火(sr处理)以及酸洗工序等。为了积累厚壁焊接冷轧钛管的耐蚀性、力学性能等基础数据,以扩大其应用范围,大同特殊钢公司的研究人员研究了加工率以及sr处理温度对焊接冷轧钛管显微组织的影响,以及酸洗对显微
电阻焊直缝焊接套管残余应力分布的测定 电阻焊直缝焊接套管残余应力分布的测定
格式:pdf
大小:696KB
页数:4P
4.6
采用x射线法结合环劈法对电阻焊直缝焊接套管的管体和焊缝的应力分布,以及焊接套管切割后应力的变化进行研究。结果表明:焊接套管残余应力在周向上分布不均,并且焊缝处残余应力很高,接近其屈服强度;焊接套管切割后管体外表面残余应力随着时效时间的增长由拉应力转为压应力,而内表面由压应力转为拉应力。
温度对X65管线钢CO_2腐蚀产物膜结构和力学性能的影响 温度对X65管线钢CO_2腐蚀产物膜结构和力学性能的影响
格式:pdf
大小:501KB
页数:3P
4.4
利用sem、xrd、能谱仪对不同温度下形成的腐蚀产物膜的形貌、厚度、结构和成分进行分析,利用纳米压痕仪测量腐蚀产物膜的硬度和弹性模量。结果表明,温度对腐蚀产物膜的表面形貌没有明显影响。在65℃到90℃温度范围内,温度对腐蚀产物膜的晶粒尺寸影响不大;115℃时,膜表面的晶粒尺寸不均匀,差别较大。温度对腐蚀产物膜的厚度影响较大,在65℃到115℃温度范围内,随着温度的升高,腐蚀产物膜的厚度降低;温度对腐蚀产物膜的表面成分影响不大,不同温度下膜的表面成分均为(fe,ca)co3复盐;在65℃到90℃温度范围内,随着温度的升高,腐蚀产物膜的硬度和弹性模量降低,在90℃时出现最低值,温度升高至115℃,膜的硬度和模量又明显升高
电阻焊和激光焊焊接超低碳钢显像管支架的磁性能 电阻焊和激光焊焊接超低碳钢显像管支架的磁性能
格式:pdf
大小:511KB
页数:4P
4.7
采用电阻焊焊接超低碳钢显像管支架会出现显示器图象失真、信号滞后等问题。实验证明这种现象可以采用焊后热处理的方式得以解决,但是这会提高能量的消耗和增加生产时间。而改用激光束来焊接来对显示器支架进行焊接,在不需要焊后热处理的情况下就能获得良好的显示效果。电阻焊焊接导致显示效果不佳的主要原因是由于其焊接后焊缝接头的微观组织畸变太大,致使焊缝处的矫顽力hc和剩磁强度mr大大提高,不利于从新磁化。但是采用激光焊接的焊缝微观组织畸变相对来说小得多,而且焊缝晶粒贴近于原始母材,所以对hc和mr的影响很小。因此,激光焊接的显像管支架不经焊后热处理也不会导致图象失真。

直缝电阻焊钢管与无缝管对比
格式:pdf
大小:1.4MB
页数:7P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
直缝电阻焊钢管与无缝管对比 直缝电阻焊钢管与无缝管对比
格式:pdf
大小:182KB
页数:7P
4.3
叙述了直缝电阻焊钢管的生产和应用情况,着重说明直缝电阻焊钢管与无缝钢管化学成分、力学性能包括冲击韧性、工艺质量和尺寸精度等方面作实物试验研究对比后的情况,并提出了综合评价。
终轧和终冷温度对X65/X70中厚板管线钢屈强比的影响 终轧和终冷温度对X65/X70中厚板管线钢屈强比的影响
格式:pdf
大小:1.4MB
页数:6P
4.5
通过对不同终轧、终冷温度条件下x65/x70中厚板管线钢的板屈强比值和微观组织的变化研究发现,当终轧温度低于ar3温度时,钢板进入两相区轧制,钢板组织呈带状分布,钢板屈服强度的提高幅度大于抗拉强度的提高,屈强比呈上升趋势.水冷中钢板头部温度过冷对屈强比控制也非常不利.通过对x65/x70管线钢进行控轧控冷工艺优化,屈强比值得到显著降低,大幅提高了管线钢板合格率和成材率.
正火温度对X65钢直缝电阻焊管焊接区组织和性能的影响相关
文辑推荐
知识推荐
百科推荐


职位:桥梁工程师
擅长专业:土建 安装 装饰 市政 园林


