




中厚钢板的超声波探伤 (2)
2007年12月中国设备工程 文章编号:1671-0711(2007)12-0049-02 济钢中厚钢板厂在线钢板探伤采用超声波探伤 检测系统。根据标准规定或用户要求,锅炉与压力 容器、桥梁、建筑、管线用板等特殊用途的钢板, 需要进行超声波探伤。随着对钢板产品内在质量、 性能、规格要求的不断提高,越来越多的用户要求 对钢板进行100%的探伤。 超声波探伤可分为手动和自动探伤两种。手动 探伤具有投资低、使用灵活等优点,国内中厚钢板 厂多采用此法。但手动探伤存在着探伤时间长、生 产效率低、劳动强度大、占用生产场地多、易造成 漏探和误探、以及探伤速度慢等缺点。自动探伤具 有速度快、效率高、占用生产场地少等明显优点, 采用在线方式则基本上不占用生产场地也不存在钢 板的重复搬运问题。 济钢中厚钢板厂采用的sonotrotm66钢板检测 器是
编辑推荐下载
 中厚钢板自动超声波探伤系统技术及应用
中厚钢板自动超声波探伤系统技术及应用 中厚钢板自动超声波探伤系统技术及应用
格式:pdf
大小:1.0MB
页数:4P
 4.5
4.5
介绍了中厚钢板自动超声波探伤的发展情况,阐述了中厚钢板自动超声波探伤系统的技术与应用。自动超声波探伤技术对钢板缺陷检测分析具有较好的实用价值。
超声波探伤系统在中厚钢板生产中的应用和评价 超声波探伤系统在中厚钢板生产中的应用和评价
格式:pdf
大小:195KB
页数:3P
4.3
文章首先介绍了jgc—t7超声波自动探伤系统的基本组成,然后描述了关键技术和系统的基本参数。通过对钢板的对比探伤分析,超声波自动探伤系统不但满足了生产流程的要求,而且能对钢板自动评级,对提高钢板质量起到了促进作用。
中厚钢板超声波检测方法热门文档
中厚钢板自动超声波探伤系统技术及应用 中厚钢板自动超声波探伤系统技术及应用
格式:pdf
大小:176KB
页数:3P
4.7
自动超声波探伤技术对钢板缺陷检测分析具有较好的实用价值。文章介绍了中厚板自动超声波探伤的发展情况,阐述了中厚板自动超声波探伤系统的技术与应用。
中厚钢板超声波探伤不合格原因分析 中厚钢板超声波探伤不合格原因分析
格式:pdf
大小:1.0MB
页数:3P
4.7
针对中厚钢板超声波探伤出现的两类典型缺陷,通过低倍检验和金相检验等手段,并结合实际探伤过程中缺陷的分布位置对探伤不合格的原因进行了分析。结果表明:点状密集型缺陷主要与连铸坯的中心偏析有关,侧边条型缺陷则主要来源于连铸坯的三角区裂纹或靠近三角区的中心裂纹,钢板体部的条型缺陷则是由连铸坯的中间裂纹造成的。
灌注桩超声波检测检测方法分析
格式:pdf
大小:9KB
页数:1P
4.6
灌注桩超声波检测检测方法分析 【摘要】桩基础检测成为土木工程中主要的基础形式之一,其理论成果也不 断出现。混凝土灌注桩,由于水下浇筑,工艺复杂,隐蔽性强,其检测技术要求也相 当高。本文主要阐述超声波检测混凝土缺陷的原理,结合工程实例介绍超声波检 测混凝土灌注桩质量的具体方法和技术,超声波检测结果说明,这是一种精确检 测桩身混凝土质量缺陷的有效方法。 【关键词】超声波检测;灌注桩;无损检测 一、前言 结构混凝土在施工过程中常因各种原因产生缺陷,尤其是混凝土灌注桩, 由于水下浇筑,工艺复杂,隐蔽性强,混凝土硬化环境及成型条件复杂,且混凝土由 自重、自流密实更易产生空洞、夹杂物、局部疏松、缩径等各种桩身缺陷,对建 筑的安全和耐久性构成严重的威胁。超声波检测是检测混凝土灌注桩桩身缺陷、 评价其完整性的一种有效方法,当声波经混凝土传播后,它将携带有关混凝土材 料性质、内
工字钢结构焊接过焊孔处超声波检测方法 (2)
格式:pdf
大小:20KB
页数:9P
4.5
工字钢结构焊接过焊孔处超声波检测方法 焊接可以不为探伤所考虑,但是探伤必须为焊接所考虑,过焊孔 探伤原本是很正常的一件事,正面探伤过焊孔无任何影响,工艺一改 变,正面不能探伤了,问题就复杂了,探伤人员要解决这一问题。 一、焊接形式 工字钢组块的焊接,有工字钢端部与端部的焊接,工字钢端部与 工字钢侧面的焊接,有尺寸相同的,也有尺寸不相同的工字钢焊接, 形成的焊缝有面板与面板对接焊缝,腹板与腹板对接焊缝,还有面板 与腹板,腹板与腹板的角接焊缝,厚度范围在8mm到30mm不等, 焊缝的波口角度如图(一)。这些焊缝使用常规的超声波探伤技术可 以完成,探伤结束后进行下道工序,在组块上铺设甲板。 随着科技的发展,运用组块甲板反造工艺技术,缩短建造周期, 节省人力和物力。这一技术是在甲板上直接铺设工字钢,导致一侧面 板不能从正面探伤检验,多年来为了保证过焊孔处焊接质量,
工字钢结构焊接过焊孔处超声波检测方法
格式:pdf
大小:20KB
页数:9P
4.6
工字钢结构焊接过焊孔处超声波检测方法 焊接可以不为探伤所考虑,但是探伤必须为焊接所考虑,过焊孔 探伤原本是很正常的一件事,正面探伤过焊孔无任何影响,工艺一改 变,正面不能探伤了,问题就复杂了,探伤人员要解决这一问题。 一、焊接形式 工字钢组块的焊接,有工字钢端部与端部的焊接,工字钢端部与 工字钢侧面的焊接,有尺寸相同的,也有尺寸不相同的工字钢焊接, 形成的焊缝有面板与面板对接焊缝,腹板与腹板对接焊缝,还有面板 与腹板,腹板与腹板的角接焊缝,厚度范围在8mm到30mm不等, 焊缝的波口角度如图(一)。这些焊缝使用常规的超声波探伤技术可 以完成,探伤结束后进行下道工序,在组块上铺设甲板。 随着科技的发展,运用组块甲板反造工艺技术,缩短建造周期, 节省人力和物力。这一技术是在甲板上直接铺设工字钢,导致一侧面 板不能从正面探伤检验,多年来为了保证过焊孔处焊接质量,
中厚钢板超声波检测方法精华文档
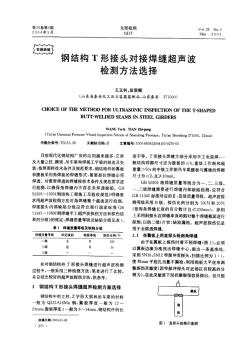
钢结构T形接头对接焊缝超声波检测方法选择
格式:pdf
大小:1.0MB
页数:4P
4.4
钢结构t形接头对接焊缝超声波检测方法选择 作者:王玉利,田质棚 作者单位:山东省泰安化工压力容器监测站,山东,泰安,271000 刊名:无损检测 英文刊名:nondestructivetesting 年,卷(期):2004,26(5) 被引用次数:2次 本文读者也读过(10条) 1.郑爱洋.徐永乐.魏东钢结构工程中钢梁对接焊缝超声波探伤[期刊论文]-无损检测2002,24(12) 2.吴新中.喻军.wuxinzhong.yujun浅谈轻钢结构超声波探伤[期刊论文]-工业建筑2007,37(z1) 3.董勇军.安勤岗.陆军.郑敏浅谈电站锅炉压力容器磁粉检测的应用问题及改进措施[会议论文]- 4.路晓玲.luxiao-ling超声波探伤在钢结构中的应用[期刊论文]-科技情报开发与经济2010,20(19) 5
一次厚钢板的超声波检测定位分析 一次厚钢板的超声波检测定位分析
格式:pdf
大小:141KB
页数:1P
4.5
厚钢板的来样检测中,进行超声波检测时发现大面积缺陷,由于缺陷无反射回波,即可利用超声波的特性及超声波检测原理,本文对缺陷原理进行了定位分析。
绝缘引水管接头超声波检测方法研究及应用 绝缘引水管接头超声波检测方法研究及应用
格式:pdf
大小:351KB
页数:4P
4.6
发电机定子线棒是发电机组的核心部件,其运行过程中的导电和升温控制确保了机组的稳定运行。本文探讨了与定子线棒密切相连的绝缘引水管超声波检测技术的应用,经过一系列的超声波检测试验证明,超声波检测方法为绝缘引水管的质量提供了有力保障,并提高了工作效率,为产品质量提供了可靠保障。
承插焊接接头超声波检测方法研究 承插焊接接头超声波检测方法研究
格式:pdf
大小:450KB
页数:3P
4.3
为了检测发电机组各种连接管的承插焊接接头内部缺陷,通过承插焊接接头的有限元应力分析,制作了模拟缺陷试块,选择合理的超声系统及超声反射信号进行试块的检测分析。检验结果表明,该超声波检验方法能灵敏有效地检测出该类焊接结构早期内部缺陷,可为该类焊接结构安全运行提供技术支持。

中厚钢板
格式:pdf
大小:45KB
页数:3P
4.7
中厚钢板理论重量表|中厚钢板的理论重量 中厚钢板理论重量表 厚 度 ( m m ) 理论 重量 (kg /m2 ) 厚 度 ( m m ) 理论 重量 (kg /m2 ) 厚 度 ( m m ) 理论 重量 (kg /m2 ) 4. 5 35.3 3 16 125. 60 38 298. 30 5 39.2 5 18 141. 30 40 314. 00 5. 5 43.1 8 20 157. 00 42 329. 70 6 47.1 6 22 172. 70 44 345. 40 7 54.9 5 24 188. 40 45 353. 25 8 62.8 0 25 196. 25 46 361. 10 9 70.6 5 26 204. 10 48 376. 80 10 78.6 0 28 21
中厚钢板超声波检测方法最新文档
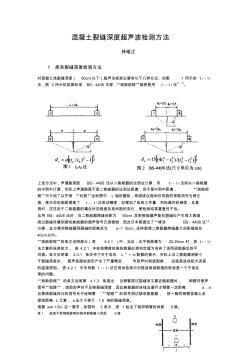
混凝土裂缝深度超声波检测方法(完整)
格式:pdf
大小:783KB
页数:9P
4.3
混凝土裂缝深度超声波检测方法 林维正 1原来裂缝深度检测方法 对混凝土浅裂缝深度(50cm以下)超声法检测主要有以下几种方法,如图1所示的tc-t0 法,图2所示的英国标准bs-4408法等,“测缺规程”推荐使用tc-t0法[2,3]。 上述方法中,声通路测距bs-4408法以二换能器的边到边计算,而tc-t0法则以二换能器 的中到中计算,实际上声通路既不是二换能器的边到边距离,也不是中到中距离,“测缺规 程”中介绍了以平测“时距”坐标图中l轴的截矩,即直线议程回归系数的常数项作为修正 值,修正后的测距提高了tc-t0法测试精度,但增加了检测工作量,实际操作较麻烦,且复 测时,往往由于二换能器的耦合状态程度及其间距的变化,使检测结果重复性不良。 应用bs-4408法时,当二换能器跨缝间距为60cm,发射换能器声能在裂缝处
镍铜合金棒材超声波检测方法 镍铜合金棒材超声波检测方法
格式:pdf
大小:272KB
页数:4P
4.5
镍铜合金棒材中心部位存在的缩孔、夹渣类缺陷是棒材断裂的主要因素,提出的超声波探伤方法最大限度减少了横波探伤的盲区,提高了缺陷检出率。
绝缘引水管接头超声波检测方法的应用探讨 绝缘引水管接头超声波检测方法的应用探讨
格式:pdf
大小:234KB
页数:4P
4.3
发电机定子线棒是发电机组的核心部件,其运行过程中的导电和升温控制确保了机组的稳定运行。本文探讨了与定子线棒密切相连的绝缘引水管超声波检测技术的应用。经过一系列的超声波检测试验证明,超声波检测方法为绝缘引水管的质量提供了有力保障,并提高了工作效率,为产品质量提供了可靠保障。
中厚钢板60通道在线超声波自动探伤技术的研发 中厚钢板60通道在线超声波自动探伤技术的研发
格式:pdf
大小:69KB
页数:4P
4.7
介绍柳钢开发研制热轧中厚板在线自动化超声波探伤技术的历程,以及60通道超声波自动探伤技术及其装置。
中厚钢板热处理方法比较 中厚钢板热处理方法比较
格式:pdf
大小:159KB
页数:3P
4.7
传统的中厚钢板热处理方法正逐渐被微合金化钢种设计、控制轧制、控制冷却、直接淬火工艺所代替。控制轧制细化晶粒,提高钢板强度和韧性,控制冷却可生产高强度超细晶铁素体和低碳贝氏体钢,在线直接淬火可代替原传统离现淬火热处理,减少消耗,降低成本,提高钢板外形质量。不同钢种的中厚板热处理工艺参数应根据生产厂装备及钢种成分确定。
中厚钢板的生产
格式:pdf
大小:236KB
页数:9P
4.7
中厚钢板的生产 中厚板热处理的要紧方式 中厚钢板热处理的要紧方式有正火、调质(淬火+高温回火)、正火+ 控冷、正火+回火、回火、退火、直截了当淬火(dq)、直截了当淬火+回火 等。其中,处理量最大的是正火板,包括正火+回火,大约占所有热处理产 品的70%左右;其次是调质板,占15%左右;其它如回火等占15%。中厚 板热处理工艺流程见图1。 图1中厚板热处理工艺流程 1正火工艺的特点及注意事项 正火也叫常化或正常化,其目的在于使上一道工序中产生的非正常 组织(如铁素体晶粒粗大、魏氏组织、带状组织、非铁素体+珠光体组织产 物等亚共析钢组织缺陷)通过重结晶、平均化组织予以改善(对低碳钢为细小 等轴铁素体+平均分布的块状珠光体组织),从而改善其力学性能和工艺性 能。 正火能够作为预备热处理,也能够作为最终热处理。对机加工零件 的结构钢来讲,正火多半作为预备
 中厚钢板的应用与发展
中厚钢板的应用与发展 中厚钢板的应用与发展
格式:pdf
大小:190KB
页数:未知
4.5
中厚钢板是钢的轧制材料中主要产品之一,它约占当前世界上钢材总产量的14%左右。其产品厚度规格从4mm可至300mm以上,钢板的宽度可大于5m。按厚度划分4~25mm为中板,25~60mm为厚板而大于60mm则称为特厚板。中厚钢板的生产约有200年历史。现今世界上已有120多套中厚板轧机(不包括热轧机),其中宽度在3m以上约有74套,4m以上轧机日本有9套,美国有11套,德国和独联体各有5套,约属于70年代的装备水平。我国目前有中厚板轧机24套,最宽的是4300mm轧机,年产量可达100万吨。
中厚钢板超声波检测方法相关
文辑推荐
知识推荐
百科推荐


职位:见习建筑给排水绘图员
擅长专业:土建 安装 装饰 市政 园林


