

关于轧钢车间在线精整齐头挡板的改造设计
格式:pdf
大小:331KB
页数:1P
人气 :50
 4.4
4.4
一、设备简介在连续式轧钢车间的精整区域都有用来齐头的挡板,一般有升降式和横移式两种,在生产过程中此设备虽然结构简单,但起到的作用是非常大的,它直接影响生产过程的速度,甚至影响到产品的成材率和产品质量,此设备一般都在剪前、锯前和手机成捆前,它将成把的钢材进行齐头,提高剪切速度、成捆收集速度。此设备的好坏同时对工人的劳动强度也有很大的影响。二、齐头挡板设计时一般存在的问题及原因分析齐头挡板设计时一般都不采用升降式或横移式两种。此两种



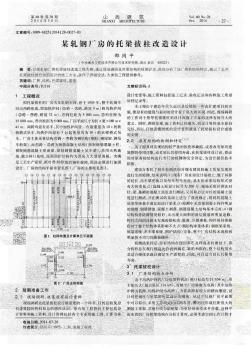
某轧钢车间厂房下柱托梁截柱改造设计
针对包钢集团轨梁生产线改造工程,结合生产工艺的使用要求,对原有轧钢车间矫直机跨u列和h列的137~#和142~#厂房下柱进行抽柱改造,采取"托梁截柱"的方案实施改造,仅将需抽掉的厂房柱下柱截除,上柱及屋面系统仍保留原有结构,采取可靠的设计构造和施工措施,既实现了新的生产工艺要求,又保证了厂房系统的空间整体性,并兼顾了改造工作经济合理性。
中厚板轧钢车间设计
中厚板轧钢车间设计 创建时间:2008-08-02 中厚板轧钢车间设计(designofplatemill) 以板坯或扁锭为原料,经加热轧制生产中厚钢板的车间设计。中国规定,钢板厚度大于4~20mm 的为中板,厚度大于20~60mm的为厚板,厚度大于60mm的为特厚板,统称为中厚板,中厚钢板主要用于 造船、建筑、机器制造、交通运输以及军事工业等部门,还可用作制造螺旋焊管,uoe焊管与焊接钢梁的 原料。在工业发达国家,中厚钢板的产量占钢材总产量的10%~20%。厚度为4~25.4mm的中厚钢板也 可以在带钢热轧机上生产。车间设计的原则及方法见轧钢厂设计。 简史18世纪初,西欧开始用二辊轧机轧制出小块中厚钢板。1854年欧洲建成用蒸汽机传动的二辊 可逆式中厚板轧机。1864年美国建成三辊劳特式中厚板轧机。1891年美国建成世界上第一台四辊可
编辑推荐下载
轧钢高线车间工艺操作规程
格式:pdf
大小:719KB
页数:80P
4.3
1 轧钢高线车间工艺操作规程 规程编号yf/gc-zg-04 规程版本号2010年第一版 编制轧钢厂 生产厂审核王会东 技术中心复核武卫东 公司批准李伟祥 开始执行日期2010年8月 使用单位发放编号 持有人 目录 2 1.上料工工艺规程2 2.一号台操作工工艺规程3 3.二号台操作工工艺规程5 4.加热工工艺规程6 5.三号台操作工工艺规程19 6.粗轧调整工工艺规程32 7.高线中轧调整工工艺规程35 8.高线预精轧350轧机调整工工艺规程37 9.高线预精轧2架轧机及精轧调整工工艺规程39 10a线双模块轧钢调整工工艺规程54 11导卫工工艺规程58 12装配工工艺规程62 13风冷线管理工工艺规程65 14集卷双芯棒操作工工艺规程66 15头尾在线剪切工工艺规程67 16打捆工工艺


廊坊神华酸洗车间与轧钢、精整、退火车间工程
格式:doc
大小:369KB
页数:52P
4.4
一、工程概况 1.1、工程简要 (图表no.1-a) 工程名称 ●酸洗车间与轧钢、精整、退火车间 工程地址 ●大厂夏垫镇 建设单位 ●廊坊神华工贸有限公司 设计单位 ●中冶地建设集团(三河)建筑设计咨询有限公司 建筑面积 ●16914.05平方米 结构类型 ●排架、轻钢结构 基础情况 ●独立基础、地脚螺栓 1.2、工程特点 ●1、该钢构工程有效施工面积较窄,施工时主构件需随吊随运,并有组织计划地运输,次构件必须分类堆放及保管,小构配件分类打包,同时合理安排起重机械和人力,做到均衡施工,以提高工效。 ●2、该钢构工程虽形状规则、跨度适中、檐高适中,但钢构件有效吊装工作面较小,吊装也有一定的难度,宜采用单机旋转法吊装。 ●3、该工程构件品种较多,各构件均需工厂加工制作,现场也有一定的拼装工作量,故必要
轧钢车间在线精整齐头挡板的改造设计热门文档
年产200万吨宽厚板轧钢车间设计
格式:pdf
大小:881KB
页数:94P
4.4
河北联合大学轻工学院 qinggongcollege,hebeiuniteduniversity 毕业设计说明书 设计题目:年产200万吨宽厚板轧钢车间设计 学生姓名: 学号: 专业班级:08轧钢1班 学部:材料化工部 指导教师: 2012年05月22日 摘要 i 摘要 根据设计任务要求,进行年产200万吨宽厚板车间设计。设计要求设备较为 强大,能生产多品种多用途优质宽厚板。 设计内容包括建厂经济依据、产品大纲分配、原料选择、总道次选择、轧机 比较及选择、压下规程计算、速度计算、温降计算、力能计算、轧辊校核、凸度 计算、辅助设备选择等。 高级中厚板具有高强度、高性能,一般力能较小的宽板轧机不能进行生产。 为了在新疆建立高档次宽厚板车间,轧制包括管线钢在内的多种优质宽板,特别 选择强力变形的中厚板轧机。 设计中尽量采用先进的厚板生产工艺和带辊形调整的轧
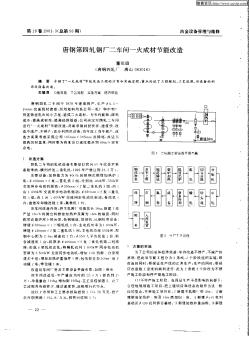
唐钢第四轧钢厂二车间—火成材节能改造
格式:pdf
大小:111KB
页数:2P
4.5
介绍了“一火成材”节能改造工程的方案和实施过程,重点论述了工程规划、工艺流程、旧设备的利用及设备改造。
大型铸钢车间的扩能改造设计
格式:pdf
大小:946KB
页数:3P
4.6
2005年第4期 铸 造 设 备 研 究 2005年 8月 researchstudiesonfoundryequipmentaug.2005 №4 收稿日期:2005-05-10 作者简介:王宇(1963-),男,高级工程师,从事工程设计工作。 ?车间设计? 大型铸钢车间的扩能改造设计 王 宇 (中国中元兴华工程公司,北京 100089) 摘 要:介绍了某大型铸钢车间扩能改造的工艺方案,主要建筑参数、工艺及辅助设施的设计情况,可为 同类工程或其它工程设计提供参考和借鉴。 关键词:铸钢车间设计;建筑参数;炼钢铸钢工艺;烟尘处理 中图分类号:tg28 文献标识码:a 文章编号:1004-6178(2005)04-0004-02
某轧钢厂房的托梁拔柱改造设计
格式:pdf
大小:521KB
页数:3P
4.5
以某轧钢厂房托梁拔柱改造工程为例,通过现场调研及对原结构的检测评定,具体分析了该厂房的结构特点,提出了运用托梁拔柱进行加固设计的施工方法,并作了详细论述,为类似工程提供参考。
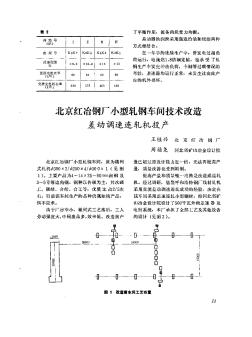
北京红冶钢厂小型轧钢车间技术改造——差动调速连轧机投产
格式:pdf
大小:220KB
页数:3P
4.7
北京红冶钢厂小型轧钢车间,原为横列式轧机φ300×2/φ250×4/φ300×1(见图1)。主要产品为4~14×25~60mm扁钢及3~5号等边角钢。钢种以普碳为主,其次碳工、碳结、合结、合工等,优质比占2/5左右。目前该车间生产的品种仍属短线产品,供不应求。
轧钢车间在线精整齐头挡板的改造设计精华文档
无菌药品生产车间的改造设计探讨
格式:pdf
大小:1.3MB
页数:5P
4.3
本文阐述了无菌灌装车间的改造设计。从符合药品生产质量管理规范(2010年修订)、工艺的角度,主要对空调系统、平面布置重新设计,并针对药厂车间能耗高、洁净度高的特点进行了节能、消毒设计。
小型轧钢厂热带车间中间辊道改造实践
格式:pdf
大小:191KB
页数:2P
4.6
随着生产能力的不断提高,宣钢小型轧钢厂热带车间中间辊道在结构形式、承载能力及控制方式等方面均无法满足生产实际的需要,故障率较高,严重影响了车间生产的顺行。为此该车间实施了设备及电气方面的改造,不仅有效的降低了设备的故障率,同时有效的减轻了维修人员的投入,降低了工人的劳动强度,取得了良好的效果。
唐钢第四轧钢厂二车间一火成材节能改造
格式:pdf
大小:144KB
页数:2P
4.5
介绍了"一火成材"节能改造工程的方案和实施过程,重点论述了工程规划、工艺流程、旧设备的利用及设备改造.
轧钢宽厚板车间地下液压润滑站通风设计分析
格式:pdf
大小:8KB
页数:5P
4.4
轧钢宽厚板车间地下液压润滑站通风设计分析 摘要:近年来,轧钢宽厚板作为造船钢板、海洋平台钢板、结构 钢板、管线钢板等的重要组成产品,工程数量及规模呈上升趋势。 随着宽厚板轧机工程的规模越来越大,地下液压润滑站内的通风要 求也越来越复杂,主要的通风设计方式也呈现出多样化、复杂化。 本文从实际工程入手,介绍了现阶段国内三个宽厚板车间中不同的 类型的通风设计方法,并作出简单的分析和比较。 关键词:宽厚板液压润滑站通风 近年来,轧钢宽厚板作为造船钢板、海洋平台钢板、结构钢板、 管线钢板等的重要组成产品,工程数量及规模呈上升趋势。宽厚板 车间主要由多个独立的机组组合而成,包括粗轧机组、精轧机组、 矫直机组、剪切机组等,每个机组都有一套庞大的液压润滑系统, 一般情况下这些液压润滑机组都放在各工艺机组地下的液压润滑 站内,这些液压润滑站内的液压设备、油泵电机或其他电气设备等 在运行过程中,会产生大量
某齿轮厂锻工车间“八五”节能节材改造设计
格式:pdf
大小:217KB
页数:5P
4.5
渗i3:一一⋯某齿轮厂锻工邑⋯八五"节能节材设计一“洛阳机电部第四设计研究院罗晴岚 摘蜜首先介绍了谈厂现况和锻造生产技术现状。接着夼绍了“八五一节材节能技术改造设 计所采用的主要设备和工艺,节材节能措兹与经济效果,最后措出了中小批齿轮毛坯生产厂改造 的目标和方向。 叙诃饭追车间齿轮毛坯精密锻造节能 一、 车问概况·标煤/锻件’是一魏的。 该齿轮厂铸锻分厂设有独立的支配电系 统,空压站,锅炉房、库房等动力和公用设施 锻工车间是6o年代来、7o年代初设计建造 的。现有职工总数包括锅炉房、空压站、修理 等人数在内共120人。车间包括下料,锻造、锻 件热处理和清理三个独立厂房,总面积约3571 mi 。 下料工段的主要设备有5mn梓料剪断机1 台,圆锯床6台,弓锯2台。 锻造设备有3t、n摸锻锤各1台,it自由 锻蒸汽锤
轧钢车间在线精整齐头挡板的改造设计最新文档
某齿轮厂锻工车间“八五”节能节材改造设计
格式:pdf
大小:829KB
页数:5P
4.7
首先介绍了该厂现况和锻造生产技术现状。接着介绍了“八五”节材节能技术改造设计所采用的主要设备和工艺,节材节能措施与经济效果,最后指出了中小批齿轮毛坯生产厂改造的目标和方向。
热轧窄带钢车间工艺技术改造
格式:pdf
大小:88KB
页数:3P
4.5
山东省张店钢铁厂利用原有设备,对热轧带钢车间的“二火成材”工艺进行半连续化改造,生产2.5~3.5mm×80~150mm的热轧窄带钢。实践证明,工艺设计合理,产品质量稳定,且节省了工程投资。
中小钢铁厂轧钢机结构改造设计
格式:pdf
大小:153KB
页数:2P
4.6
使用短应力线结构对轧钢机进行改造设计,轧制产生的应力回线变短,并且分散了轴承座的压力,这样让轧钢机机座的刚性显著增加,保证了轧制钢材的精度,节省了成本。
钢铁厂轧钢机结构改造设计
格式:pdf
大小:1.1MB
页数:1P
4.4
钢铁工业的发展对社会经济的发展具有直接影响,因其具备对多种钢材的生产能力,可以为社会上的多个领域服务,提供生产所需钢材。由此可见,发展钢铁工业是推进社会经济发展的重要途径。在钢铁生产中,轧钢机结构是生产的关键要素,它的稳定运行直接关系到钢材生产的质量和尺寸精确度,对钢铁工业的发展具有直接影响。在实际的生产过程中轧钢机会因轴承的压力问题对钢材的刚度和质量造成一定影响,严重制约了钢铁工业的稳定发展,为此,我们有必要针对钢铁厂的轧钢机结构进行改造,实现对钢材质量的提升。

浅谈生产车间粉尘治理工程的改造设计
格式:pdf
大小:26KB
页数:1P
4.5
1.工程概况广州市某高尔夫球制品有限公司厂房一层磨光区车间主要是生产高尔夫球竿头,在生产的多个环节中会产生大量的粉尘,车间设有粉尘治理系统对粉尘进行处理,以符合环保排放要求及改善工作环
 舞钢轧钢车间在砂轮片里捡出“金蛋”
舞钢轧钢车间在砂轮片里捡出“金蛋” 舞钢轧钢车间在砂轮片里捡出“金蛋”
格式:pdf
大小:68KB
页数:未知
4.5
8月份,河北钢铁集团舞钢二轧钢轧钢车间技术人员通过对轧辊磨床托瓦进行机构改造,使砂轮片的报废直径从原来的650mm降为630mm,每年可节约砂轮片备件费用8万元以上。
棒材第二轧钢车间精轧机组运行稳定性研究 棒材第二轧钢车间精轧机组运行稳定性研究
格式:pdf
大小:178KB
页数:未知
4.6
本文从棒材轧制设备方面入手,分析了影响轧机机组运行稳性性的原因,并对各个原因提出了相应的解决方案,经过实施后机组运行稳定性大大提高。
兰州钢厂线材车间的技术改造
格式:pdf
大小:311KB
页数:2P
4.7
兰州钢厂线材车间是于1980年底由老三轧车间经改造而建成的,由于当时施工时间紧迫,改造费用不足等原因,有些问题没有解决。遗留问题给生产带来隐患。到82年底,年产量仅为24858.64t,尚未达到年产量3万吨的设计指标,年利润11万元,虽勉强结束了连年亏损的局面,但仍面临着产品销路不畅、产量低、质量不稳定、消耗高、经济效率差的局面。近两年来,我们坚持走专业性的技术攻关和群众性的小改小革相结

热轧中厚板生产车间设计
格式:pdf
大小:40KB
页数:25P
4.6
热轧中厚板生产车间设计 本设计选用16mm×4500mm规格的中厚板作为典型产品。通过新工艺、新工艺的应用,设 计了优化的生产方案。完成了轧制参数的计算和相对强度校核,并计算了理论年产量。然后选择 车间的主辅助设备,确定主设备之间的距离,计算出相应的设施面积。最后,根据设计参数,提 出了车间布局设计方案,并绘制了车间布局示意图。 1.3我国中厚板生产现状 1.4中厚板生产的新技术以及发展趋势 1.5设计目的以及主要内容 第2章产品大纲的确定和金属平衡表的编制 2.1产品方案的制定 2.1.2编制产品方案的原则 2.2原料的种类和技术要求 2.2.1原料的类别 2.2.2原料质量要求 2.3.1制定金属平衡表 第3章生产工艺流程的制定 3.1.1制定生产工艺流程的主要依据 3.1.2工艺流程简述 3.2控制轧制与冷却 3.2.1控制轧制原理 3.2.2
莱钢特殊钢厂大型成材车间后部精整工序改造
格式:pdf
大小:1.2MB
页数:3P
4.7
莱钢特殊钢厂大型成材车间实施半连轧改造后,精整工序存在工艺流程不合理、热锯切影响产品质量、冷床能力不足等问题。经分析生产线的生产规模、产品方案及工艺流程,将轧机跨厂房东扩新建冷床跨,新增步进式冷床、桥式起重机、砂轮锯、定尺机等设备。改造后,精整工序流程合理顺畅,轧机生产能力得到释放,钢材产量由52万t/a提高到63万t/a。但仍存在打捆机无法投用、锯切成本高等问题。
轧钢车间在线精整齐头挡板的改造设计相关
文辑推荐
知识推荐
百科推荐


职位:一级消防工程师
擅长专业:土建 安装 装饰 市政 园林


