

正反丝扣直螺纹套筒在钢筋笼对接中的应用
格式:pdf
大小:57KB
页数:1P
人气 :51
 4.6
4.6
通过对营双高速沙漠地区马跑沟大桥桩基施工中钢筋笼对接施工工艺的探索,总结了桩基钢筋笼对接施工工艺的选择、工艺流程及质量控制要点,对不良地质条件下的桩基钢筋笼施工作业节约时间、缩减成本、提高桩基成孔质量具有参考一定的参考价值。




钢筋直螺纹套筒 (2)
技术交底书 技术交底书 表格编号 1310 项目名称上海大众汽车有限公司新疆(吐鲁番)试验中心项目第1页 共4页交底编号 工程名称钢筋工程直螺纹套筒 设计文件图号 施工部位综合管理楼、联合站房、地下储污池、暴晒休息室、加油区遮阳棚、事故水池、 交底日期2017-02-17 技术交底内容: 1.交底范围 本交底适用于上海大众汽车新疆(吐鲁番)试验中心项目钢筋工程直螺纹套筒。 2.设计情况 本工程除特殊说明外,混凝土强度等级c30;混凝土结构材料的耐久性基本要求应符合《混凝土 结构设计规范》(gb50010-2010)3.5.3条的各项要求。 3、施工准备 1、材料及主要机具 (1)钢筋:应符合钢筋砼用热扎带肋钢筋标准(gb1499-91),具有产品合格证,并经二次 抽验合格的钢材。 (2)螺纹套筒材质必须具有足够的强度,应符合gb
编辑推荐下载
钢筋直螺纹套筒 (3)
格式:pdf
大小:80KB
页数:4P
4.6
技术交底书 技术交底书 表格编号 1310 项目名称上海大众汽车有限公司新疆(吐鲁番)试验中心项目第1页 共4页交底编号 工程名称钢筋工程直螺纹套筒 设计文件图号 施工部位综合管理楼、联合站房、地下储污池、暴晒休息室、加油区遮阳棚、事故水池、 交底日期2017-02-17 技术交底内容: 1.交底范围 本交底适用于上海大众汽车新疆(吐鲁番)试验中心项目钢筋工程直螺纹套筒。 2.设计情况 本工程除特殊说明外,混凝土强度等级c30;混凝土结构材料的耐久性基本要求应符合《混凝土 结构设计规范》(gb50010-2010) 3、施工准备 1、材料及主要机具 (1)钢筋:应符合钢筋砼用热扎带肋钢筋标准(gb1499-91),具有产品合格证,并经二次 抽验合格的钢材。 (2)螺纹套筒材质必须具有足够的强度,应符合gb699-88《优质碳素结构钢
钢筋直螺纹套筒
格式:pdf
大小:81KB
页数:4P
4.6
建筑 技术交底书 技术交底书 表格编号 1310 项目名称上海大众汽车有限公司新疆(吐鲁番)试验中心项目第1页 共4页交底编号 工程名称钢筋工程直螺纹套筒 设计文件图号 施工部位综合管理楼、联合站房、地下储污池、暴晒休息室、加油区遮阳棚、事故水池、 交底日期2017-02-17 技术交底内容: 1.交底范围 本交底适用于上海大众汽车新疆(吐鲁番)试验中心项目钢筋工程直螺纹套筒。 2.设计情况 本工程除特殊说明外,混凝土强度等级c30;混凝土结构材料的耐久性基本要求应符合《混凝土 结构设计规范》(gb50010-2010)3.5.3条的各项要求。 3、施工准备 1、材料及主要机具 (1)钢筋:应符合钢筋砼用热扎带肋钢筋标准(gb1499-91),具有产品合格证,并经二次 抽验合格的钢材。 (2)螺纹套筒材质必须具有足够的强度,应符合
正反丝扣直螺纹套筒钢筋笼对接中的应用热门文档
钢筋直螺纹套筒
格式:pdf
大小:80KB
页数:4P
4.7
技术交底书 技术交底书 表格编号 1310 项目名称上海大众汽车有限公司新疆(吐鲁番)试验中心项目第1页 共4页交底编号 工程名称钢筋工程直螺纹套筒 设计文件图号 施工部位综合管理楼、联合站房、地下储污池、暴晒休息室、加油区遮阳棚、事故水池、 交底日期2017-02-17 技术交底内容: 1.交底范围 本交底适用于上海大众汽车新疆(吐鲁番)试验中心项目钢筋工程直螺纹套筒。 2.设计情况 本工程除特殊说明外,混凝土强度等级c30;混凝土结构材料的耐久性基本要求应符合《混凝土 结构设计规范》(gb50010-2010) 3、施工准备 1、材料及主要机具 (1)钢筋:应符合钢筋砼用热扎带肋钢筋标准(gb1499-91),具有产品合格证,并经二次 抽验合格的钢材。 (2)螺纹套筒材质必须具有足够的强度,应符合gb699-88《优质碳素结构钢
直螺纹套筒连接
格式:pdf
大小:43KB
页数:3P
4.4
技术交底记录 2011年月日鲁jj-005□□□ 工程名称龙熙园小区住宅施工单位江苏建兴建工集团 交底部位钢筋连接工序名称钢筋直螺纹套筒连接 交底提要:钢筋加工机械、丝头加工质量要求、检验措施及连接要求。 交底内容: 1施工准备 1.1材料准备 本工程直径大于20的三级钢筋均采用直螺纹连接,钢筋应有出厂合格证和检测报告。 1.2连接套筒 本工程采用钢筋滚压直螺纹套筒连接技术,所采用的连接套筒,有出厂合格证及材质证明 书,套筒表面有规格标记。规格有?20,?22、?25。 1.3机具设备 直螺纹套丝机1台、无齿锯、专用锯片切割机、力矩扳手、量规等 1.4作业条件 1.4.1参加接头施工的操作人员已进行技术培训,套接合格,班组人员相对固定。 1.4.2机械设备经维修试用,测力扳手经检验,并满足施工要求。 1.4.3直螺纹套和钢筋端头已清理、去污,按规格尺寸加工,存放
钢筋墩粗直螺纹套筒连接 (2)
格式:pdf
大小:36KB
页数:3P
4.4
钢筋镦粗直螺纹套筒连接 钢筋原材料缺陷 1.现象 (1)钢筋端部45d范围内混有焊接接头,或端头气割切断。 (2)钢筋下料时,钢筋端面不垂直于钢筋轴线,端头出现挠曲或马蹄形。 (3)钢筋下料后安装时长度不足。 2.原因分析 (1)操作工下料前末仔细挑选钢筋原材料,距端头45d范围内混有其他接头。 (2)钢筋下料前未调直,导致切口与钢筋轴线不垂直或产生挠曲。 (3)钢筋翻样时未考虑钢筋澈粗时长度有损失。 3.防治措施 (1)所用钢材应符合有关钢筋的国家标准的要求。 (2)钢筋端部应先调直后下料,端头如微有翘曲,应进行调直处理后断料。特 别对定尺钢筋,要检查端部截面质量,不符合要求的端部重新切割后再镦粗, 并及时记录和反馈钢筋真实长度信息,作好标识。 (3)钢筋切割下料的机械设备宜采用砂轮切割机,以满足加工精度
滚压直螺纹套筒钢筋连接工艺
格式:pdf
大小:13KB
页数:3P
4.3
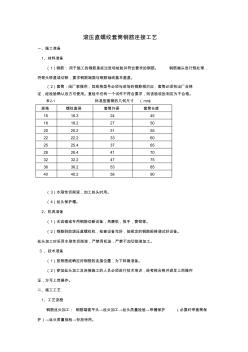
滚压直螺纹套筒钢筋连接工艺 一、施工准备 1、材料准备 (1)钢筋:用于施工的钢筋是经过进场检验并符合要求的钢筋。钢筋端头进行预处理, 将弯头矫直或切除,要求钢筋端面与钢筋轴线基本垂直。 (2)套筒:由厂家提供,其规格型号必须与进场的钢筋相对应,套筒必须有出厂合格 证,经检验确认后方可使用。 (3)水溶性切削液,加工丝头时用。 (4)丝头保护帽。 2、机具准备 (1)无齿锯或专用钢筋切断设备,角磨机,扳手,管钳等。 (2)钢筋剥肋滚压直螺纹机,检查设备完好,按规定的钢筋规格调试好设备。 丝头加工时采用水溶性切削液,严禁用机油,严禁不加切削液加工。 3、技术准备 (1)按照图纸确定好钢筋的连接位置,为下料做准备。 (2)参加丝头加工及连接施工的人员必须进行技术培训,经考核合格并颁发上岗操作 证,方可上岗操作。 二、施工工艺 1、工艺流程 钢筋丝头加工:钢筋端面平头→丝头加工→丝头质
正反丝扣直螺纹套筒钢筋笼对接中的应用精华文档
滚压直螺纹套筒钢筋连接资料
格式:pdf
大小:30KB
页数:4P
4.4
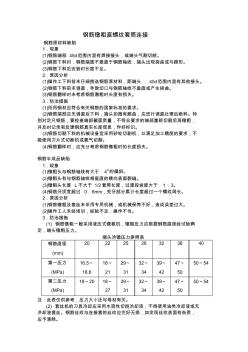
滚压直螺纹套筒钢筋连接工艺 一、施工准备 1、材料准备 (1)钢筋:用于施工的钢筋是经过进场检验并符合要求的钢筋。钢筋端头进行预处理, 将弯头矫直或切除,要求钢筋端面与钢筋轴线基本垂直。 (2)套筒:由厂家提供,其规格型号必须与进场的钢筋相对应,套筒必须有出厂合格 证,经检验确认后方可使用。复检中仍有一个试件不符合要求,则该验收批判定为不合格。 表2-1标准型套筒的几何尺寸(mm) 规格螺纹直径套筒外径套筒长度 1616.32445 1818.22750 2020.23155 2222.23360 2525.43765 2828.44170 3232.24775 3636.25385 4040.25890 (3)水溶性切削液,加工丝头时用。 (4)丝头保护帽。 2、机具准备 (1)无齿锯或专用钢筋切断设备,
钢筋滚压直螺纹套筒连接
格式:pdf
大小:5KB
页数:2P
4.5
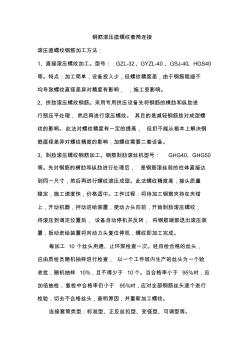
钢筋滚压直螺纹套筒连接 滚压直螺纹钢筋加工方法: 1、直接滚压螺纹加工。型号:gzl-32、gyzl-40、gsj-40、hgs40 等。特点:加工简单,设备投入少,但螺纹精度差,由于钢筋粗细不 均导致螺纹直径差异对精度有影响,,施工受影响。 2、挤肋滚压螺纹钢筋。采用专用挤压设备先将钢筋的横肋和纵肋进 行预压平处理,然后再进行滚压螺纹。其目的是减轻钢筋肋对成型螺 纹的影响。此法对螺纹精度有一定的提高,但扔不能从根本上解决钢 筋直径差异对螺纹精度的影响,加螺纹需要二套设备。 3、剥肋滚压螺纹钢筋加工。钢筋剥肋滚丝机型号:ghg40、ghg50 等。先对钢筋的横肋和纵肋进行处理后,是钢筋滚丝前的柱体直接达 到同一尺寸,然后再进行螺纹滚压成型。此法螺纹精度高,接头质量 稳定,施工速度快,价格适中。工作过程:将待加工钢筋夹持在夹钳 上,开动机器,拌动进给装置,使动力头向前,开始剥
钢筋滚轧直螺纹套筒如何连接
格式:pdf
大小:9KB
页数:1P
4.3
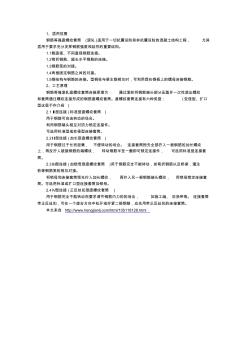
1、适用范围 钢筋等强直螺纹套筒(滚轧)适用于一切抗震设防和非抗震设防的混凝土结构工程,尤其 适用于要求充分发挥钢筋强度和延性的重要结构。 1.1粗直径、不同直径钢筋连接。 1.2弯折钢筋、超长水平钢筋的连接。 1.3钢筋笼的对接。 1.4两根固定钢筋之间的对接。 1.5钢结构与钢筋的连接。型钢柱与梁主筋相交时,可利用焊在钢板上的螺母连接钢筋。 2、工艺原理 钢筋等强滚轧直螺纹套筒连接原理为:通过滚轮将钢筋端头部分压圆并一次性滚出螺纹 和套筒通过螺纹连接形成的钢筋直螺纹套筒。直螺纹套筒连接有六种类型:(变径型、扩口 型这里不作介绍) 2.1ⅰ型连接(标准型直螺纹套筒) 用于钢筋可自由转动的场合。 利用钢筋端头相互对顶力锁定连接件。 可选用标准型或变径型连接套筒。 2.2ⅱ型连接(加长型直螺纹套筒) 用于钢筋过于长而密集,不便转动的场合。连接套筒预先全部拧入一根
钢筋墩粗直螺纹套筒连接
格式:pdf
大小:35KB
页数:3P
4.4
钢筋镦粗直螺纹套筒连接 钢筋原材料缺陷 1.现象 (1)钢筋端部45d范围内混有焊接接头,或端头气割切断。 (2)钢筋下料时,钢筋端面不垂直于钢筋轴线,端头出现挠曲或马蹄形。 (3)钢筋下料后安装时长度不足。 2.原因分析 (1)操作工下料前末仔细挑选钢筋原材料,距端头45d范围内混有其他接头。 (2)钢筋下料前未调直,导致切口与钢筋轴线不垂直或产生挠曲。 (3)钢筋翻样时未考虑钢筋澈粗时长度有损失。 3.防治措施 (1)所用钢材应符合有关钢筋的国家标准的要求。 (2)钢筋端部应先调直后下料,端头如微有翘曲,应进行调直处理后断料。特 别对定尺钢筋,要检查端部截面质量,不符合要求的端部重新切割后再镦粗, 并及时记录和反馈钢筋真实长度信息,作好标识。 (3)钢筋切割下料的机械设备宜采用砂轮切割机,以满足加工精度

钢筋直螺纹套筒连接
格式:pdf
大小:161KB
页数:7P
4.4
钢筋连接套筒 目录 1特点 2技术特点 3技术方向 4优缺点 5机械连接类型 1特点 钢筋连接套筒的特点:1.采用国际45号钢材,特殊制造工艺,尺寸精度高,质量可靠。2.可连接ф16-ф40mm的hrb335级和hrb400 级带肋钢筋。3.经过国家建筑工程质量监督检验中心检测,达到jgj107-2010中 的i级接头标准。4.标准型、正反丝扣型、异径型三大系列,五十二个品种,能满足建筑结构中横向、竖向、斜向等部位的同径、异 径及可调长度和方向的连接钢筋需求。 2技术特点 钢筋连接套筒的技术特点:1、适用于承受拉、压双向作用力的各类构筑物钢筋混凝土结构中的钢筋连接施工。2、节材、节能,不受 钢筋成份及种类的限制。3、可全方位连接。4、可提前预制,工厂化作业,不占用工期,全天候施工。5、操作方便、快捷,施工速度 快,可大大缩短工期 钢筋连接套筒技
正反丝扣直螺纹套筒钢筋笼对接中的应用最新文档
桩基钢筋笼墩粗直螺纹套筒技术交底
格式:pdf
大小:256KB
页数:3P
4.3
-1- 施工技术交底书 施工单位:中铁隧道三处有限公司合同段:a1 工程名称湄渝高速公路分部工程名称基础及下部构造 分项工程名称钢筋加工及安装桩号及部位 湖柄分离式桥梁、燕子厝分离式桥、孙厝中桥、 先锋中桥、吴城分离桥、东田分离式桥、北高 分离式桥、谢厝分离式桥、北高a匝道桥 交底项目桩基础钢筋笼墩粗直螺纹机械连接交底 桩基础钢筋笼墩粗直螺纹机械连接交底 一、施工准备 (1)作业条件 1、墩粗直螺纹机械连接作业的人员必须经过培训,取证后方可上岗操作。 2、工程开工前,应由墩粗直螺纹机械连接技术提供单位提交有效的型式检验报 告。型式检验报告必须记载送检试件的各项参数。 3、墩粗直螺纹机械连接作业开始前,应对每批进场钢筋进行机械接头工艺检验, 根据不同品牌的钢筋原材料直径负偏差来控制墩粗机压模内径,滚丝机滚丝轮直径 和细微调整螺纹套筒的内径。以便检查接头技术提

直螺纹套筒连接套丝标准---精品资料
格式:pdf
大小:92KB
页数:3P
4.4
表c2-2 技术、安全交底记录 施工单位:年月日编号: 工程名称交底部位 共页 第页 交底内容: 钢筋机械连接(直螺纹滚压套筒)¢16及以上钢筋拟用直螺纹套筒连接。通过连接件的机械 咬合作用或钢筋端面的承压作用,将一根钢筋中的力传递至另一根钢筋。实践证明采用机械连接接 头质量稳定可靠,不受钢筋化学成分的影响,人为因素的影响也小,操作简便,施工速度快,且不 受气候条件影响。 钢筋滚压直螺纹套筒连接是利用金属材料塑性变形后冷作硬化增强金属材料强度的特性,使接 头与母材等强的连接方法。根据滚压直螺纹成型方式,又可分为直接滚压螺纹、挤压肋滚压螺纹、 剥肋滚压螺纹三种类型。 剥肋滚压螺纹加工:采用钢筋剥肋滚丝机,先将钢筋的横肋和纵肋进行剥切处理后,使钢筋滚 丝前的柱体直径达到同一尺寸,然后再进行螺纹滚压成型。螺纹精度高,接头质量稳定,施工速度 快。 钢筋剥肋滚丝机工作过程:将待加工
直螺纹套筒连接套丝标准 (2)
格式:pdf
大小:168KB
页数:4P
4.6
葿表c2-2 袇技术、安全交底记录 袅施工单位:年月日编号: 袄工程名称天 羇交底部 位 芆共页 莁第页 芁交底内容: 肇钢筋机械连接(直螺纹滚压套筒)¢16及以上钢筋拟用直螺纹套筒连接。通过连接件的机械咬 合作用或钢筋端面的承压作用,将一根钢筋中的力传递至另一根钢筋。实践证明采用机械连接接头 质量稳定可靠,不受钢筋化学成分的影响,人为因素的影响也小,操作简便,施工速度快,且不受 气候条件影响。 蚆钢筋滚压直螺纹套筒连接是利用金属材料塑性变形后冷作硬化增强金属材料强度的特性,使接 头与母材等强的连接方法。根据滚压直螺纹成型方式,又可分为直接滚压螺纹、挤压肋滚压螺纹、 剥肋滚压螺纹三种类型。 肃剥肋滚压螺纹加工:采用钢筋剥肋滚丝机,先将钢筋的横肋和纵肋进行剥切处理后,使钢筋滚 丝前的柱体直径达到同一尺寸,然后再进行螺纹滚压成型。螺纹精度高,接头质量稳定,施工速度 快。 聿钢筋

直螺纹套筒连接套丝标准 (3)
格式:pdf
大小:56KB
页数:2P
4.6
表c2-2 技术、安全交底记录 施工单位:福州亨源建设工程有限公司年月日编号: 工程名称 六盘水凤凰城b区1#、2#、 3#、5#、6#、7#楼及地下室 交底部位钢筋机械连接(直螺纹滚压套筒)施工 交底内容: 钢筋机械连接(直螺纹滚压套筒)c22及以上钢筋拟用直螺纹套筒连接。通过连 接件的机械咬合作用或钢筋端面的承压作用,将一根钢筋中的力传递至另一根钢筋。实 践证明采用机械连接接头质量稳定可靠,不受钢筋化学成分的影响,人为因素的影响也 小,操作简便,施工速度快,且不受气候条件影响。 钢筋滚压直螺纹套筒连接是利用金属材料塑性变形后冷作硬化增强金属材料强度 的特性,使接头与母材等强的连接方法。根据滚压直螺纹成型方式,又可分为直接滚压 螺纹、挤压肋滚压螺纹、剥肋滚压螺纹三种类型。 剥肋滚压螺纹加工:采用钢筋剥肋滚丝机,先将钢筋的横肋和纵肋进行剥切处理后, 使钢筋滚丝前的柱
直螺纹套筒连接套丝标准
格式:pdf
大小:56KB
页数:2P
4.4
表c2-2 技术、安全交底记录 施工单位:福州亨源建设工程有限公司年月日编号: 工程名称 六盘水凤凰城b区1#、2#、 3#、5#、6#、7#楼及地下室 交底部位钢筋机械连接(直螺纹滚压套筒)施工 交底内容: 钢筋机械连接(直螺纹滚压套筒)c22及以上钢筋拟用直螺纹套筒连接。通过连 接件的机械咬合作用或钢筋端面的承压作用,将一根钢筋中的力传递至另一根钢筋。实 践证明采用机械连接接头质量稳定可靠,不受钢筋化学成分的影响,人为因素的影响也 小,操作简便,施工速度快,且不受气候条件影响。 钢筋滚压直螺纹套筒连接是利用金属材料塑性变形后冷作硬化增强金属材料强度 的特性,使接头与母材等强的连接方法。根据滚压直螺纹成型方式,又可分为直接滚压 螺纹、挤压肋滚压螺纹、剥肋滚压螺纹三种类型。 剥肋滚压螺纹加工:采用钢筋剥肋滚丝机,先将钢筋的横肋和纵肋进行剥切处理后, 使钢筋滚丝前的柱体
直螺纹套筒连接套丝标准精编版
格式:pdf
大小:56KB
页数:2P
4.5
⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯最新资料推荐⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 表c2-2 技术、安全交底记录 施工单位:福州亨源建设工程有限公司年月日编号: 工程名称 六盘水凤凰城b区1#、2#、 3#、5#、6#、7#楼及地下室 交底部位钢筋机械连接(直螺纹滚压套筒)施工 交底内容: 钢筋机械连接(直螺纹滚压套筒)c22及以上钢筋拟用直螺纹套筒连接。通过连 接件的机械咬合作用或钢筋端面的承压作用,将一根钢筋中的力传递至另一根钢筋。实 践证明采用机械连接接头质量稳定可靠,不受钢筋化学成分的影响,人为因素的影响也 小,操作简便,施工速度快,且不受气候条件影响。 钢筋滚压直螺纹套筒连接是利用金属材料塑性变形后冷作硬化增强金属材料强度 的特性,使接头与母材等强的连接方法。根据滚压直螺纹成型方式,又可分为直接滚压 螺纹、挤压肋滚压螺纹、剥肋滚压螺纹三
直螺纹套筒施工方案
格式:pdf
大小:9KB
页数:4P
4.7
一、适用范围: 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径16~40mm的热轧ⅱ、ⅲ级同 级钢筋的同径或异径钢筋的连接。所连接钢筋直径之差不直超过9mm。 采用锥螺纹钢筋接头应经设计人员同意。 二、施工准备: 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 2.1.2连接套应符合以下要求: 2.1.2.1有明显的规格标记(如32或32)。 2.1.2.2锥孔用塑料密封盖封住。 2.1.2.3同径或异径连接套尺寸在表4-25的规定范围。 连接套规格尺寸表表4-25 连接套规格标记外径不小于(mm)长度不小于(mm) 16、1625-0.565-0.5
直螺纹套筒施工规范 (2)
格式:pdf
大小:56KB
页数:3P
4.4
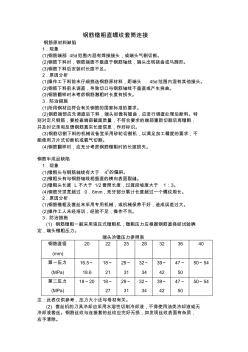
直螺纹套筒施工规范 1、剥肋滚丝头加工尺寸应符合φ25,剥肋直径23.7±0.2、螺纹尺寸m26×3、丝头 长度35、完整丝扣圈数≥9规定。丝头加工长度为标准型套铜长度的1/2,其公 差为+2p(p为螺距)。 2、操作工作应按下表的要求检查丝头加工质量,每加工10个丝头用通、止环规检 查一次,经自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班内生 产的丝头为一个验收批,随机抽样10%,且不得少于10个。当合格率小于95% 时,应加倍抽检,复检中合格率仍小于95%时,应对全部钢筋丝头逐个进行检 验,切去不合格丝头,查明原因,并重新加工螺纹。 滚压直螺纹接头用连接套筒,采用优质碳素结构钢。连接套筒的类型有:标准型、 正反丝扣型、变径型、可调型等。 滚压直螺纹接头用连接套筒的规格与尺寸应符合φ25,螺纹直径m26×3、套 筒外径39、套筒长度
直螺纹套筒施工规范 (4)
格式:pdf
大小:56KB
页数:3P
4.4
直螺纹套筒施工规范 1、剥肋滚丝头加工尺寸应符合φ25,剥肋直径23.7±0.2、螺纹尺寸m26×3、丝头 长度35、完整丝扣圈数≥9规定。丝头加工长度为标准型套铜长度的1/2,其公 差为+2p(p为螺距)。 2、操作工作应按下表的要求检查丝头加工质量,每加工10个丝头用通、止环规检 查一次,经自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班内生 产的丝头为一个验收批,随机抽样10%,且不得少于10个。当合格率小于95% 时,应加倍抽检,复检中合格率仍小于95%时,应对全部钢筋丝头逐个进行检 验,切去不合格丝头,查明原因,并重新加工螺纹。 滚压直螺纹接头用连接套筒,采用优质碳素结构钢。连接套筒的类型有:标准型、 正反丝扣型、变径型、可调型等。 滚压直螺纹接头用连接套筒的规格与尺寸应符合φ25,螺纹直径m26×3、套 筒外径39、套筒长度
正反丝扣直螺纹套筒钢筋笼对接中的应用相关
文辑推荐
知识推荐
百科推荐


职位:造价审核岗
擅长专业:土建 安装 装饰 市政 园林


