

直缝钢管的验收
格式:pdf
大小:9KB
页数:1P
人气 :54
 4.7
4.7
直缝钢管的验收、标志 本文档介绍了直缝钢管的验收、标志。当产品标准有特殊规定时,应按产品标准的规定执行。 1 验收 1.1 直缝钢管的质量检查和验收,应由供方技术质量监督部门进行。 1.2 供方必须保证交货直缝钢管符合相应产品标准的规定。需方有权按相应产品标准进行检查和验收。 1.3 直缝钢管应成批提交验收,组批规则应符合相应产品标准的规定。 1.4 直缝钢管的检验项目、取样数量、取样部位和试验方法,按相应产品标准的规定。 经需方同意,热轧无缝直缝钢管可按轧制根数组批取样。 1.5 直缝钢管试验结果,某一项不符合产品标准的规定时,应将不合格者挑出,并从同一批直缝钢管中, 任取双倍数量的试样,进行不合格项目的复验。 复验结果(包括该项目试验所要求的任一指标)不合格,则该批直缝钢管不得交货。 下列检验项目,初验不合格时,不允许进行复验: a. 低倍组织中有白点; b. 显微组织。 1.6 复验




直缝钢管的验收、标志 (2)
直缝钢管的验收、标志 本文由钢管经贸网资讯部整理(www.***.***),如有转载,请注明出处。 本文档介绍了直缝钢管的验收、标志。当产品标准有特殊规定时,应按产品标准的规定执行。 1验收 1.1直缝钢管的质量检查和验收,应由供方技术质量监督部门进行。 1.2供方必须保证交货直缝钢管符合相应产品标准的规定。需方有权按相应产品标准进行检查和验收。 1.3直缝钢管应成批提交验收,组批规则应符合相应产品标准的规定。 1.4直缝钢管的检验项目、取样数量、取样部位和试验方法,按相应产品标准的规定。 经需方同意,热轧无缝直缝钢管可按轧制根数组批取样。 1.5直缝钢管试验结果,某一项不符合产品标准的规定时,应将不合格者挑出,并从同一批直缝钢管中, 任取双倍数量的试样,进行不合格项目的复验。 复验结果(包括该项目试验所要求的任一指标)不合格,则该批直缝钢管不得交货。 下

直缝钢管的验收、标志
直缝钢管的验收、标志 本文由钢管经贸网资讯部整理(www.***.***),如有转载,请注明出处。 本文档介绍了直缝钢管的验收、标志。当产品标准有特殊规定时,应按产品标准的规定执行。 1验收 1.1直缝钢管的质量检查和验收,应由供方技术质量监督部门进行。 1.2供方必须保证交货直缝钢管符合相应产品标准的规定。需方有权按相应产品标准进行检查和验收。 1.3直缝钢管应成批提交验收,组批规则应符合相应产品标准的规定。 1.4直缝钢管的检验项目、取样数量、取样部位和试验方法,按相应产品标准的规定。 经需方同意,热轧无缝直缝钢管可按轧制根数组批取样。 1.5直缝钢管试验结果,某一项不符合产品标准的规定时,应将不合格者挑出,并从同一批直缝钢管中, 任取双倍数量的试样,进行不合格项目的复验。 复验结果(包括该项目试验所要求的任一指标)不合格,则该批直缝钢管不得交货。 下
编辑推荐下载


直缝钢管验收热门文档
直缝钢管与无缝钢管的区别
格式:pdf
大小:10KB
页数:1P
4.7
直缝钢管与无缝钢管的主要区别介绍 直缝钢管和无缝管的主要区别有生产技术,还有应用两个部分。直缝管是铁板,经过压 弯,合口,焊接等工序生产出来的,允许有一条焊缝。而无缝管是圆钢通过轧管机热轧 出来的,是没有焊缝的。 直缝钢管是用带钢卷曲通过焊接完成的, 无缝管是没有焊接的缝隙的, 无缝管是用圆钢 直接制作而成的一个整体的圆形钢管,用钢胚直接拉出来的。 直缝焊管是用钢板或是刚带经过卷曲成型后焊接制成的钢管,焊接钢管生产工艺简单, 生产效率高,品种规格多,单一般强度低于无缝管。 直缝钢管和无缝管的主要区别有生产技术, 还有应用两个部分。 直缝管是铁板, 经过压 弯,合口, 焊接等工序生产出来的, 允许有一条焊缝。而无缝管是圆钢通过轧管机热轧出来 的, 是没有焊缝的。 无缝管和直缝管在直径壁厚相等的情况下, 无缝管所承受的压力和坚固 程度, 是远远大于直缝管的。 一般压力比较高的工程用管就选择无缝

直缝钢管的生产方法及应用 (2)
格式:pdf
大小:8KB
页数:2P
4.5
直缝钢管的生产方法及应用 本文由钢管经贸网资讯部整理(www.***.***),如有转载,请注明出处。 应用范围直缝钢管直径范围在406~1600mm之间,在特殊情况下甚至可以更大,管壁厚度与管径的 比值约为0.06~0.08。国外的现代制管技术可以制作壁厚高达100mm的焊管。 工业上用钢板或钢带生产直缝钢管只有几种方法,其原则上的不同在于钢管的成形方法上,成形后钢管后 续加工过程基本上是相同的。成形方法原则上取决于钢管焊缝的分布,按焊缝的分布将钢管分为两种基本形 式:直缝钢管和螺旋缝管。与此相应,焊管生产分为直缝钢管的生产和螺旋缝管的生产。直缝钢管和螺旋 缝管应用最广泛的焊接方法是埋弧焊(saw),其质量好、生产率高、技术成熟、稳定。 目前,国外直缝钢管广泛应用下述范围: ·陆地和海洋输送气、水和石油的干线管道; ·化学工业输送化工原料和产品的不锈钢管
 直缝钢管预焊设备与工艺
直缝钢管预焊设备与工艺 直缝钢管预焊设备与工艺
格式:pdf
大小:524KB
页数:4P
4.4
介绍了直缝钢管焊接生产对预焊的要求及预焊设备与工艺。该设备主要由拘束合缝装置、焊接操作机、焊接系统、电控与激光跟踪系统构成。焊接采用粗丝mag高速焊工艺,电控采用profibus-dp现场总线构成的分布式控制系统,焊缝跟踪及错边检测采用激光闭环跟踪系统。研制出的设备与所提供的工艺已在工厂实际生产中得到应用

直缝钢管的生产方法及应用 (3)
格式:pdf
大小:8KB
页数:2P
4.5
直缝钢管的生产方法及应用 本文由钢管经贸网资讯部整理(www.***.***),如有转载,请注明出处。 应用范围直缝钢管直径范围在406~1600mm之间,在特殊情况下甚至可以更大,管壁厚度与管径的 比值约为0.06~0.08。国外的现代制管技术可以制作壁厚高达100mm的焊管。 工业上用钢板或钢带生产直缝钢管只有几种方法,其原则上的不同在于钢管的成形方法上,成形后钢管后 续加工过程基本上是相同的。成形方法原则上取决于钢管焊缝的分布,按焊缝的分布将钢管分为两种基本形 式:直缝钢管和螺旋缝管。与此相应,焊管生产分为直缝钢管的生产和螺旋缝管的生产。直缝钢管和螺旋 缝管应用最广泛的焊接方法是埋弧焊(saw),其质量好、生产率高、技术成熟、稳定。 目前,国外直缝钢管广泛应用下述范围: ·陆地和海洋输送气、水和石油的干线管道; ·化学工业输送化工原料和产品的不锈钢管
直缝钢管的生产方法及应用
格式:pdf
大小:8KB
页数:3P
4.4
直缝钢管的生产方法及应用: 用范围直缝钢管直径范围在406~1600mm之间,在特殊情况下甚至可以更大,管壁厚度与 管径的比值约为0.06~0.08。国外的现代制管技术可以制作壁厚高达100mm的焊管。 工业上用钢板或钢带生产直缝钢管只有几种方法,其原则上的不同在于钢管的成形方法上, 成形后钢管后续加工过程基本上是相同的。成形方法原则上取决于钢管焊缝的分布,按焊缝 的分布将钢管分为两种基本形式:直缝钢管和螺旋缝管。与此相应,焊管生产分为直缝钢管 的生产和螺旋缝管的生产。直缝钢管和螺旋缝管应用最广泛的焊接方法是埋弧焊(saw), 其质量好、生产率高、技术成熟、稳定。 目前,国外直缝钢管广泛应用下述范围: ·陆地和海洋输送气、水和石油的干线管道; ·化学工业输送化工原料和产品的不锈钢管; ·海洋工业结构用管; ·锅炉制造用管和特殊用途的结构管。 直缝钢管的生产 直缝钢管的生
直缝钢管验收精华文档

直缝钢管的材质、用途及生产流程
格式:pdf
大小:22KB
页数:3P
4.3
一、什么是直缝焊管 直缝焊管,凡是生产直缝焊管,热扩管等150.75767.444以带钢为生产原料,在高频焊接 设备上进行直缝焊接得到的管子都叫直缝焊管。(由于钢管的焊接处成一条直线故而得名)。 按照用途不同,又不同的后道生产工序,.(大致可分为脚手架管,流体管,电线套管,支 架管,护栏管等几种)。直缝焊管标准gb/t13793-1992而低压流体焊管是直缝焊管的一种, 一般用水,煤气的输送,在焊接完毕后比普通焊管多加以一道水压测试,故而低压流体管 比普通直缝焊管价格一般高出一点(按现在的市场价来说,大概高出80元左右)例如:焊 接钢管流体管1寸(dn25)(就是φ33.5*3.25)价格大概在3950每吨。而普通直缝焊管在 3880左右。 二、直缝焊管的材质 国内常用材质一般是q235a,q235b、0cr13、1cr17、00cr19ni11、1c
直缝钢管轧机成形辊的失效分析 直缝钢管轧机成形辊的失效分析
格式:pdf
大小:310KB
页数:3P
4.6
介绍对直缝钢管冷轧机的成形辊进行失效分析的过程。针对成形辊的服役环境,这里对成形辊的开裂和磨损原因进行了分析,认为成形辊与管坯相对滑动而引起的摩擦磨损、成形辊表面被反复加热和冷却而引起的热疲劳是引起成形辊磨损的主要原因。认为裂纹是由热应力引起的热疲劳开裂,从理论上推算热应力的大小,并分析其使工件热疲劳破坏的可能性,这里还将在提高成形辊寿命方面作一些探讨
基于结构光的直缝钢管焊缝视觉跟踪系统研究 基于结构光的直缝钢管焊缝视觉跟踪系统研究
格式:pdf
大小:85KB
页数:3P
4.4
本文研究了一种基于结构光的直缝焊管焊缝视觉跟踪系统;系统采用滤波处理和阈值分割作为图像的预处理过程,采用边缘检测、边缘取平均值法获得结构光光带中心线,进而用经验方法准确地获取焊缝中心点,精确性、实时性好,能够很好地完成实时焊缝跟踪任务。
直缝钢管验收最新文档

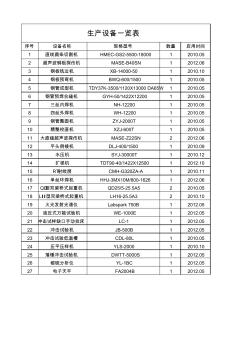
直缝钢管生产设备一览表
格式:pdf
大小:20KB
页数:1P
4.4
序号设备名称规格型号数量启用时间 1直线裁条切割机hmec-gs2-5500-1800012010.05 2超声波钢板探伤机mase-b40sn12012.06 3钢板铣边机xb-14000-5012010.10 4钢板预弯机bwq-600/150012010.05 5钢管成型机tdy37k-3500/1120x13000da65w12010.05 6钢管预焊合缝机gyh-50/1422x1220012010.05 7三丝内焊机nh-1220012010.05 8四丝外焊机wh-1220012010.05 9钢管整圆机zyj-2000t12010.05 10精整校直机xzj-600t12010.05 11大直缝超声波探伤机mase-z22sn22012.06 12平头倒棱机dlj-400/
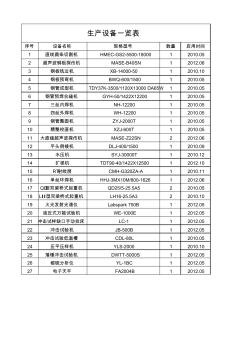
直缝钢管生产设备一览表 (2)
格式:pdf
大小:20KB
页数:1P
4.4
序号设备名称规格型号数量启用时间 1直线裁条切割机hmec-gs2-5500-1800012010.05 2超声波钢板探伤机mase-b40sn12012.06 3钢板铣边机xb-14000-5012010.10 4钢板预弯机bwq-600/150012010.05 5钢管成型机tdy37k-3500/1120x13000da65w12010.05 6钢管预焊合缝机gyh-50/1422x1220012010.05 7三丝内焊机nh-1220012010.05 8四丝外焊机wh-1220012010.05 9钢管整圆机zyj-2000t12010.05 10精整校直机xzj-600t12010.05 11大直缝超声波探伤机mase-z22sn22012.06 12平头倒棱机dlj-400/
 关于直缝钢管扩径技术的探讨
关于直缝钢管扩径技术的探讨 关于直缝钢管扩径技术的探讨
格式:pdf
大小:201KB
页数:未知
4.3
直缝埋弧焊管是长距离输送石油、天然气的主要管线产品,钢管由厚钢板压制成形。扩径是直缝埋弧焊管生产过程的一个重要环节,一方面对焊管进行整形,提高焊管的直线度和圆度;另一方面是为了两根焊管连接的需要。因此,研究直缝埋弧焊管的扩径技术具有重要的意义。

无缝钢管无缝钢管
格式:pdf
大小:324KB
页数:17P
4.8
gb5310无缝钢管,gb5310-2008无缝钢管 电话:0, 规格规格规格规格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*
有缝钢管与无缝钢管
格式:pdf
大小:6KB
页数:2P
4.5
对于有缝与无缝的生产工艺区别就没有必要说了,主要说一下使用区别: 1、有缝管一般能够承受的最大使用压力在20公斤以内,这是最安全的使用范围。它一般 用于输水、煤气、压缩空气等低压流体; 2、无缝管可以承受超高压,当然其壁厚也会随之增加,这需要根据压力要求来进行设计。 它一般用于高压油管、锅炉管等高温高压的设备使用。也有结构用的无缝管,这就看设计要 求了。 3、当前也有一些有缝钢管无缝化处理的管,它是对焊缝进行了退火处理,消除了焊缝的残 余应力,使焊缝与母材相当,其承压范围基本与无缝管相当。也可考虑使用。 4、当然市场上也有一些采用有缝钢管整体加热以后再拉拔或带芯头轧制的无缝钢管,主要 以小规格为主,这类管仅在外形方面属于无缝管,其实质并不是很好,要注意哦!! 无缝钢管是一种具有中空截面、周边没有接缝的长条钢材,无缝钢管是用钢锭或实心管坯经 穿孔制成毛管,然后经热轧、冷轧或冷拨
三丝埋弧焊工艺在薄壁小口径直缝钢管焊接中的应用 三丝埋弧焊工艺在薄壁小口径直缝钢管焊接中的应用
格式:pdf
大小:154KB
页数:3P
4.5
基于薄壁小口径直缝焊管生产的需要,分析了三丝埋弧焊的原理及特点,确定了焊接电流配置方式,焊丝空间排布方式,各焊丝直径大小的组合,焊剂品种的选用以及焊接电流、电弧电压、焊接速度等工艺参数。
东海大桥上部直缝钢管桩制造技术 东海大桥上部直缝钢管桩制造技术
格式:pdf
大小:480KB
页数:4P
4.8
东海大桥由于其工程的特殊性,钢管桩生产必须在保证100%无损检测合格的前提下实施批量化生产,本文对整个上部直缝钢管桩的生产过程进行了详细的分析和论述
直缝钢管验收相关
文辑推荐
知识推荐
百科推荐


职位:资深造价工程师
擅长专业:土建 安装 装饰 市政 园林


