

中低温用双头螺柱、螺母技术条件
格式:pdf
大小:112KB
页数:8P
人气 :66
 4.8
4.8
中低温用双头螺柱、螺母技术条件 1总则 1.1 适用范围 % z% D7 i/ M( ?. U) M) o6 k3 ^ 1.2 引用标准 1.3 替代标准 2( G0 _1 7 Z; f2 z/ 材料和尺寸 , ` ^' Z. ^7 e ; j( i 3螺柱和螺母的加工与检验 , I3 w7 p3 s) F3 J7 }0 Q% P9 a7 T 附录 A , ^, o. I% R. m; w* o 螺柱扳手空间和最小间距推荐表 4 |& ^& V4 }$ S % p) [ 1 i# v , U 附录 B 编制说明 总则 6 u; L' [ Q9 j# V" \6 Q& } 1.1适用范围 本标准适用于炼油厂加氢、重整装置中设计温度低于 300℃的压力容器所使用的螺柱、螺母。其他类 似场合可参照执行。 0 Z1 f" Y' m. k9 A9 h6 @ 1.26 ] D-



高温用双头螺柱、螺母技术条件
高温用双头螺柱、螺母技术条件 编号:seeq0311-1999 目次 1总则 1.1适用范围 1.2引用标准 1.3替代标准 2材料和尺寸 3螺柱和螺母的加工与检验 附录a编制说明 总则 1.1适用范围 本标准适用于炼油厂加氢、重整装置中设计温度高于300℃的压力容器所使用的螺柱、螺母。 其他类似场合可参照执行。 1.2引用标准 在使用本标准时,尚应符合下列标准的规定: a)gb/t90《紧固件验收检查、标志与包装》 b)gb/t196《普通螺纹基本尺寸(直径1~600mm)》 c)gb/t197《普通螺纹公差与配合(直径1-355mm)》 d)gb/t1804《一般公差线性尺寸的未注公差》 e)gb/t3077《合金结构钢技术条件》 f)gb/t3098.2《紧固件机械性能螺母》 g)gb/t3103.1《紧固件公差
关于螺栓、螺母和双头螺柱选用说明
精品文档 。1欢迎下载 关于螺栓、螺母和双头螺柱选用补充说明 因为我们在《pctc滚装船管装生产设计》中,没有对螺栓、螺母的选用做 出明确说明。所以,现说明如下: 1)严格按下表说明选用,并在托盘表中对螺栓的处理做出明确说明;油舱 内和外的螺栓要按处理不同分开。 2)具体如下:8.8级螺栓的选用标准为:gb/t5782-2000(粗牙六角头螺 栓)和gb/t5783-2000(粗牙全螺纹六角头螺栓);8级螺母的选用标 准为:gb/t6170-2000(a级1型六角螺母):双头螺柱的选用标准为: gb/t953-1988(c级等长双头螺柱),8.8级。其余的:4.8级螺栓的 选用标准为:gb/t5780-2000(c级六角头螺栓)和gb/t5781-2000 (c级六角头全螺纹螺栓);螺母选用标准为:gb/t41-2000(c级1 型六角
编辑推荐下载
 普通双头螺柱的滚丝机加工
普通双头螺柱的滚丝机加工 普通双头螺柱的滚丝机加工
格式:pdf
大小:55KB
页数:1P
4.6
普通螺栓是机械行业常用紧固件之一,双头螺柱在化工设备、管道、机械等得到广泛应用。滚丝机以其加工精度高、生产率及机械性能好,在双头螺柱制造中应用很广。生产实际中加工双头螺柱,由专用机床加工光
中低温用双头螺柱、螺母技术条件热门文档
拆卸双头螺柱工装设计 拆卸双头螺柱工装设计
格式:pdf
大小:78KB
页数:1P
4.4
我公司是生产多缸内燃机的专业厂家,生产过程中经常会遇到双头螺柱的拆卸问题,如喷油器压板螺柱、喷油泵螺柱等处。以往人工拆卸双头螺栓常常利用两个背紧螺母和扳手借助螺纹副摩擦力来实现,但其效率低、耗力耗时,有些双头螺柱还会因锈蚀等原因无法拆卸,不得不采用野蛮手段拆卸,这样做会有很多连带损
双头螺柱安装专用工具
格式:pdf
大小:778KB
页数:2P
4.5
**资讯http://www.***.***valvedesignqq群号:40444436 提倡学术的公开共享 《阀门设计》qq群号:41469233 提倡学术的公开共享 valvedesignqq群号:404 valvedesignqq:40444436 **资讯http://www.***.***valvedesignqq群号:40444436 提倡学术的公开共享 《阀门设计》qq群号:41469233 提倡学术的公开共享 valvedesignqq群号:404 valvedesignqq:40444436

中低温用双头螺柱、螺母技术条件精华文档
全自动整体式双头螺柱拉伸机 全自动整体式双头螺柱拉伸机
格式:pdf
大小:544KB
页数:3P
4.5
针对核电站反应堆压力容器的工作特点,设计了用于该压力容器的全自动整体式双头螺柱拉伸机。本文介绍了该拉伸机的结构、功能、技术参数、工作原理。使用情况表明:该机性能可靠,工作安全。
双头螺栓(含螺母)工艺研究
格式:pdf
大小:1.6MB
页数:18P
4.6
四川工程职业技术学院 第1页共18页 毕业综合实践论文 专业:金属材料与热处理技术 班级: 姓名: 学号: 指导老师: 论文(设计)题目:双头螺栓、螺母热处理工艺研究 实习实训单位: 论文页数:18页图纸张数:一张 2015年1月15日 四川工程职业技术学院 第2页共18页 双头螺栓(含螺母)工艺研究 【摘要】:双头螺栓(含螺母)热处理工艺研究是本次毕业综合实践 论文的论述主题,本次研究的对象是螺栓和螺母。由于工件材料是属 于低碳钢,所以其力学性能要求较低。螺栓正火的性能等级为3.6级, 淬火+低温回火后是4.8级。螺母的性能等级为04级。为了达到本次 工艺设计的要求,我们采用了螺栓完全退火+正火,螺栓螺母完全退 火+淬火+低温回火两种工艺。在未确定的螺栓螺母的成分和找到正确 的工艺之前,我们按照最适合做螺栓螺母的中碳钢(45钢
浅析PW喷油泵柱塞套双头螺柱断裂的原因 浅析PW喷油泵柱塞套双头螺柱断裂的原因
格式:pdf
大小:529KB
页数:4P
4.6
为了解决在市场上出现的柱塞套双头螺柱断裂现象,对双头螺柱进行强度计算、可靠性试验和断裂现象分析,发现断裂并非由双头螺柱本身质量缺陷或疲劳断裂引起,而是双头螺柱上的螺母松动引起;对称双头螺柱上的两个螺母松动力矩不对称是引起单边螺母松动的重要原因。通过采取增强平垫圈刚度、选择适当的拧紧力矩范围等措施,可以解决这个问题,从而有效防止pw喷油泵双头螺柱断裂
航空发动机机匣双头螺柱的简易加工夹具 航空发动机机匣双头螺柱的简易加工夹具
格式:pdf
大小:143KB
页数:2P
4.7
在航空发动机前、后机匣安装过程中,通常要设计非标双头螺柱(见图1)。从表面看,双头螺柱属于简单结构零件,但是较之普通的双头螺柱而言,航空发动机用双头螺柱对两端的牙型以及双头螺纹的相互位置精
中低温用双头螺柱、螺母技术条件最新文档
M4-M36双头螺柱 M10-M12六角头螺栓 M4-M36双头螺柱 M10-M12六角头螺栓
格式:pdf
大小:475KB
页数:1P
4.4
江苏省靖江市标准件一厂生产标准紧固件已有38年光辉的历史,属省机械厅生产标准件重点企业。产品采用先进的自动化组合机床冷镦工艺,选用普通优质碳素钢加工而成,设备先进,检测手段齐全,质量持续稳定,产品的几何尺寸精度,机械性能以及外观质量均能达到国际标准要求。六角头螺栓属于标准件基础件,广泛用于拖拉机、柴油机以及各种机械配
双头螺栓
格式:pdf
大小:14KB
页数:5P
4.6
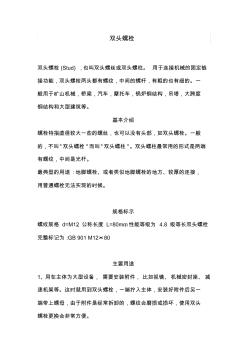
双头螺栓 双头螺栓(stud),也叫双头螺丝或双头螺柱。用于连接机械的固定链 接功能,双头螺栓两头都有螺纹,中间的螺杆,有粗的也有细的。一 般用于矿山机械,桥梁,汽车,摩托车,锅炉钢结构,吊塔,大跨度 钢结构和大型建筑等。 基本介绍 螺栓特指直径较大一些的螺丝,也可以没有头部,如双头螺栓。一般 的,不叫"双头螺栓"而叫"双头螺柱"。双头螺柱最常用的形式是两端 有螺纹,中间是光杆。 最典型的用途:地脚螺栓、或者类似地脚螺栓的地方、较厚的连接, 用普通螺栓无法实现的时候。 规格标示 螺纹规格d=m12、公称长度l=80mm、性能等级为4.8级等长双头螺栓 完整标记为:gb901m12×80 主要用途 1、用在主体为大型设备,需要安装附件,比如视镜、机械密封座、减 速机架等。这时就用到双头螺栓,一端拧入主体,安装好附件后另一 端带上螺母,由于附件是经常拆卸的,螺
双头螺栓基础知识
格式:pdf
大小:9KB
页数:1P
4.6
张家港市万万标准件 张家港市万万标准件 双头螺栓基础知识 双头螺栓是依照gb897-901标准制造,所用材质有:q235、45#、40cr、35crmoa、 q345d,规格有:m3mm-m100mm,长度可根据用户需要定制。 高强度双头螺栓,材质有35#、45#、35crmoa、25cr2mov、304、316、304l、316l、 2h、2hm、b7、b7m、b16、b8、8、b8m、8m,广泛应用于电力、化工、炼油、阀门、 铁路、桥梁、钢构、汽摩配件等领域双头螺栓作用:一般用于矿山机械、桥梁、汽车、摩 托车、锅炉钢结构、吊塔、大跨度钢结构和大型建筑等。 双头螺栓的表示方法:一般双头螺栓表示为:m12×100gb/t901-88(标准)35#/35#(材 质)8.8级/8级(调制级别)意思就是:直径为=12mm长度=100mmgb/t901
双头螺栓的工艺
格式:pdf
大小:829KB
页数:9P
4.6
个人资料整理仅限学习使用 1/9 双头螺栓的加工工艺 许众 [摘要]同一个零件的图纸,加工前可以编排成各种不同的加工工艺,一般来说这些不同的加工工艺都没有对错 之分,只是在不同的加工环境和不同的加工要求下才会有一种最合适的加工工艺产生,本文主要概述了工种及 机床设备的特点,然后针对双头螺栓的加工进行了最适合我们车间的工艺编排,并详述了编排工艺的原因以及 加工中的注意事项。b5e2rgbcap [关键词]双头螺栓工艺配合 引言 上海电气电站设备有限公司上海汽轮机厂是由上海汽轮机厂和德国西门子公司 共同投资组建的,是中国电站设备行业唯一大型合资企业,以6mw—1000mw火 电汽轮机和核电汽轮机及燃气轮机联合循环机组为主要产品,结合了两家企业 的优势,把中国的一流设计、先进设备、制造经验与西门子公司的先进技术、 先进管理紧密结合起来,组成了强有力的合营伙伴,在中国设计并
双头螺柱拧紧工具 双头螺柱拧紧工具
格式:pdf
大小:172KB
页数:未知
4.7
双头螺柱是机械制造业使用数量很多的一种标准件。其特点是两端都有螺纹、无方头或六角头。所以如何将双头螺柱拧紧在机体上一直是一个未曾妥善解决的技术问题。到目前为止,尚没有一种有效的拧紧双头螺柱的手动工具。传统的拧紧方法是使用普通扳手(需两把扳手),先将两个螺母逐一拧到双头螺柱的一端,并用两把扳手将两个螺母相对锁紧,使螺母不能相对螺柱转动,然后再用扳手扳动螺母,将螺柱拧紧在机体的螺孔里,之后再将两个螺母逐一拧下来。然后盖上缸盖或阀盖,再使用普通扳手将螺母拧紧。操作十分繁琐,拧紧速度慢,劳动强度大,工效甚低,与现代大规模生产不相适应。所以目前生产中急需一种高效、可靠、方便、实用的拧紧双头螺柱的工具。
汽轮机双头螺柱、等长双头螺柱、罩螺母技术条件等四项标准修订通过审查 汽轮机双头螺柱、等长双头螺柱、罩螺母技术条件等四项标准修订通过审查
格式:pdf
大小:80KB
页数:未知
4.6
汽轮机双头螺柱、等长双头螺柱、罩螺母技术条件等四项标准修订审查会于1987年9月21日至24日在无锡市举行。会议由上海发电设备成套设计研究所主持,哈汽、上汽、东汽、无锡叶片厂等10个单位共17名代表参加了会议。
用风扳机旋双头螺柱工具 用风扳机旋双头螺柱工具
格式:pdf
大小:137KB
页数:未知
4.4
我厂装配柴油机过程中,需拧入几种规格的双头螺栓。原来使用偏心扳手装,工效低。我们改进了如图所示工具,装在风扳机的扳头上,用风动代替了原来的手动装配,效果很
中低温用双头螺柱、螺母技术条件相关
文辑推荐
知识推荐
百科推荐

职位:交通运输工程
擅长专业:土建 安装 装饰 市政 园林


