

自动点焊机的设计
格式:pdf
大小:963KB
页数:37P
人气 :96
 4.4
4.4
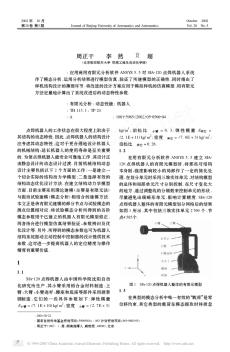
I XX 大学 毕业设计 (论文 ) 自动点焊机的设计 所 在 学 院 专 业 班 级 姓 名 学 号 指 导 老 师 年 月 日 II 摘 要 随着工业水平的发展 ,重要的大型焊接结构件的应用越来越多 ,其中大量的焊接工作 必须在现场作业 ,如自动点焊机、大型舰船舱体、甲板的焊接、大型球罐 (储罐 )的焊接等。 而这些焊接场合下,自动点焊机要适应焊缝的变化,才能做到提高焊接自动化的水平。 无疑 ,将自动点焊机技术和焊缝跟踪技术结合将有效地解决大型结构件野外作业的自动 化焊接难题。因此自动点焊机的设计对于解决这一难题至关重要。 关键词:焊接技术 机构设计 强度校核 III Abstract With the development of industrial level, it is important to large-scale structure of the appli



点焊机对焊机常见故障及处理方法
点焊机对焊机常见故障及处理方法 1.焊接时出现不应有的飞溅: 先问是不是经常用的点焊机还是偶尔用一次,检查电极头是否氧 化严重。 焊接工件不能锈的太厉害,检查焊接工件是否严重锈蚀接 触不良。 工人的熟练程度不一样,焊接工件的时候电流越大焊接时间 越短,如电流过大,焊接时间过长,就要调节一下焊接电流,或缩短焊接时间。 检查电极压力是否太小,焊接程序是否正确。焊接程序 是先压紧后给电,检查一下行程开关的行程,一般建议两个焊接电极接触在一起 后,行程开关的距离保持在5mm至10mm之间 焊点压痕严重并有挤出物:(就是焊接完成以后表面烧伤严重,有坑) 检查电流是否过大。或压力太小。电流过大会影响焊接 工件的表面焊接效果,压力太小会出现挤出物,有一般要做到表面无烧伤而且焊 接牢固就要推荐气动大功率的点焊机(100kva气动点焊机) 检查焊接工件是否有凹凸不平。 2.
编辑推荐下载
点焊机安全操作规程
格式:pdf
大小:12KB
页数:8P
4.4
点焊机安全操作规程 一、持有电焊操作特殊工作证的人员方可使用。 二、使用前,应检查并确认初次极线正确,输入电压符 合电焊机的铭牌规定。接通电源后,严禁接触初级 线路的带电部分。 三、次级抽头连接铜板应压紧,接线柱应有垫员,合压 前,应详细检查接线螺帽、螺栓及其它部分并确认 齐全、无松动或顺坏。 四、多台点焊机集中使用时,应分接为三相电源网络上, 使三相负载平衡。多台点焊机的接地装置应分别有 接地处引接,不得串联。 五、移动点焊机时,应切断电源,不得用拖拉地揽的方 法移动点焊机。当焊接中突然停电时,应切断电源。 六、焊接时,不允许用铁板搭接。 七、点焊机外壳,必须有良好的接零或接地保护,其电 源的装拆应有电工进行。点焊机的一次于二次绕组 之间,绕组于铁芯之间,绕组、引线于外壳之间, 绝缘电阻不得低于0.5兆欧。 八、点焊机应放在防雨和通风良好的地方,焊接现场不 得堆放
点焊机安全操作规程
格式:pdf
大小:24KB
页数:2P
4.3
页号: 技术交底记录 年月日 工程名称上海客运专线维修基地 工程部位 名称 围墙 工程工序名称电焊机安全操作规程 交底内容: 1、岗位安全职责 1.1负责机械设备日常保养,对设备进行检查、维修、调整、紧固,确保完好状态,并 作好日常记录。 1.2严格按安全技术交底和操作规程作业。 2、岗位任职条件 2.1接受过良好专业安全技术及技能培训,熟悉点焊机的安全操作规程。 2.2持证上岗。 3、上岗作业准备 3.1接受安全技术交底,清楚其内容。 3.2按规定穿戴好劳动防护用品。 3.3仔细检查各机件、电气设备是否完好。 4、安全操作规程 4.1工作前必须清除油渍和污物,以免降低电极的使用期限,影响焊接质量。 4.2焊机通电后,应检查电气设备、操作机构、冷却系统、气路系统及机体外壳有无漏 电。 4.3焊机起动前,首先接通控制线路的转换开关和焊接电流的小开关,安
自动点焊机设计热门文档
点焊机焊接变压器的结构特点和设计制造
格式:pdf
大小:23KB
页数:15P
4.5
点焊机焊接变压器的结构特点和设计制造 兰;群谯磊i&考钏 }兰竖一高级程师 (第七0七研究所) i 摘要 本文叙述了点焊机变压器的结构特点.介绍了点焊机变压器铁心和绕组的设计要 点.列举了 点焊机变压器的设计计算方法,强调了点焊机变压器制作的工艺难点 主题词:盘丹;绕组壳式铁0趋表效应绝缘混合物浇注汇流排 l概述 电阻焊机有点焊机,缝焊机和对焊机三 种类型.电阻焊是利用电流流过焊接区的电 阻产生的热量加热的.焊接区所产生的热量, 可用焦耳定律确定: 口一i,0")(1)dt jo 以有效值表示,上式可简化为: 口=12rf 可见,焊接区获得的热量与焊接电流i 的平方,焊接区的总电阻r以及通电时间t 成正比. 为了有效地利用能量,防止过大的加热 变形,电阻焊通常采用低电压,大电流,短时 间的加热方式. 我们目前设计制造的电阻
 PLC在预应力大型屋面板钢筋网片自动点焊机上的应用
PLC在预应力大型屋面板钢筋网片自动点焊机上的应用 PLC在预应力大型屋面板钢筋网片自动点焊机上的应用
格式:pdf
大小:505KB
页数:4P
4.4
介绍了可编程序控制器(plc)在钢筋网片自动点焊机上的应用,着重介绍了控制系统软硬件的组成及软件的特点。
点焊机、对焊机安全操作规程技术交底
格式:pdf
大小:47KB
页数:4P
4.5
点焊机、对焊机 安全操作规程技术交底技术交底 点焊机安全操作规程技术交底技术交底 工程名称: 施工单位建设单位 安全设施名称作业部位 交底部门交底人施工期限年月日至年月日 接受交底班组或员工签名: 交底内容: 1.作业前,应清除上、下两电极的油污。通电后,机体外壳应无漏电。 2.启动前,应先接通控制线路的转向开产和焊接电流的小开关,调整好 极数,再接通水源、气源,最后接通电源。 3.焊机通电后,应检查电气设备、操作机构、冷却系统、气路系统及机体 外壳有无漏电现象。电极触头应保持光洁。有漏电时,应立即更换。 4.作业时,气路、水冷系统应畅通。气体应保持干燥。排水温度不得超过 40℃,排水量可根据气温调节。 5.严禁在引燃电路中加大熔断器。当负载过小使引燃管内电弧不能发生 时,不得闭合控制箱的引燃电路。 6.当控制箱长期停用时,每月应通电加热30min。更换闸流管时
悬挂点焊机电缆线的改进 悬挂点焊机电缆线的改进
格式:pdf
大小:105KB
页数:1P
4.7
我厂是联合收割机专业生产厂.收割机部件有80%是薄铁皮件,因此对点焊机的质量及周期生产中的停机率要求较高.我厂最早购买的dn5—200悬挂点焊机,每台需要配套两根电缆线(每根电缆线600元).这种电缆线在使用时摆动很厉害,电缆线极容易折断,为防止电缆线外皮划破造成漏电伤人,这种电缆线还配有两根与电缆线相同长度的镀锌铁皮螺旋护圈.这样点焊机在工作时,感抗增加,电流不稳定,点焊质量较差.由于有两根电缆线,再加上摆动大,工人操作很费劲,劳动强度很大,这种电缆线每台每年至少需要10根,价值约6000元,还不算维修安装及停机的费用.为改善这种状况,我们于1990年对这种悬挂点焊机进行了改制(如图所示).改制选用了无感抗同轴电缆(1100元/根),这种电缆线的特点是:无感抗,电流稳定,重量轻,使用轻巧方便可靠,焊接质量可靠,便于维修.为了用于生产,我们自制了两件连接杆,它将电源和无感抗同轴电缆连接起来,替代了原来的2根电缆线,又用紫铜制
关于白车身装焊夹具的设计及点焊机器人的焊接仿真分析 关于白车身装焊夹具的设计及点焊机器人的焊接仿真分析
格式:pdf
大小:1.5MB
页数:2P
4.7
整车产品想要实现质量和生产效率的稳步提升,离不开白车身焊接技术的帮助,其对于整车质量有着至关重要的影响作用,同时对整车产品设计及其行驶安全等也同样起到了直接的正向影响.在此背景下,本文将从简单介绍白车身及焊装夹具入手,以左前纵梁轮罩分总成为例,简要分析研究白车身装焊夹具的设计及点焊机器人的焊接仿真,希望能够为相关研究人员提供必要参考.
自动点焊机设计精华文档
多点焊机的技术改造——BR车混流生产焊装工艺设计及实施
格式:pdf
大小:430KB
页数:3P
4.8
介绍了公司在实施br车型生产过程中,对焊装分厂侧围线4台多点焊机的技术改造工作,实现了n21车与br车的混流生产,保证了br车按公司计划要求投放市场。
点焊机安全操作规程(20200728203433)
格式:pdf
大小:16KB
页数:2P
4.4
点焊机安全操作规程 一,工作前必须清除油渍和污物,否则将严重低电极的使用期限,影响焊接质量。 二,焊机通电后应检查电器设备、操作机构、冷却系统及机体外壳有无漏电。 三、焊机启动前,首先接通控制线路的转换开关和焊接电流的小开关,安插好级数调节开关 的闸刀位置,接通水源、控制箱上各调节按钮,最后接通电源、即可进行工作。 四、电极触头应保持光洁,必要时可用细锉刀或砂布修光。 五、焊机的轴承铰链、衬环等应定期润滑。 六、焊机工作时,水冷却系统应畅通。排水温度不应超过40℃,排水流量可根据季节调节 (冬季小些,夏季大些)。 七、焊机在气温0℃以下停止工作时,必须用压缩空气吹除冷却系统的存水,以防管路冻裂 或堵塞。 八、上电极的工作行程通过调节气缸体下面的两个螺母来实现,调节完毕,必须拧紧。 九、电极压力可以根据焊接规范的要求,通过旋转减压阀手柄来调节。 十、避免引燃管和硒整流器毁坏,严禁在
 点焊机安全操作规程技术交底
点焊机安全操作规程技术交底 点焊机安全操作规程技术交底
格式:docx
大小:16KB
页数:未知
3
点焊机安全操作规程技术交底——交底内容: 1.作业前,应清除上、下两电极的油污。通电后,机体外壳应无漏电。 2.启动前,应先接通控制线路的转向开产和焊接电流的小开关,调整好极数,再接通水源、气源,最后接通电源。 3.焊机通电后,应检查电...
悬挂式点焊机电缆线的改进 悬挂式点焊机电缆线的改进
格式:pdf
大小:184KB
页数:1P
4.7
我厂是收割机专业生产厂,由于生产批量大,周期性强,而收割机部件又有80%是薄铁皮件,所以对点焊机的质量及周期性生产中的停机率要求较高。圈1是我厂早期购买的dn5—200悬挂式点焊机电缆线,每台焊机需配套两根线(每根电缆线600元)。这种电缆线在生产使用中发现有如下缺点:
悬挂式点焊机加装通水电缆保护系统 悬挂式点焊机加装通水电缆保护系统
格式:pdf
大小:75KB
页数:1P
4.5
1.问题分析中国一拖(洛阳)福莱格车身有限公司购置一批悬挂式点焊机,设备规定正常使用时冷却循环水主管路流量≥36l/min,支路流量≥6l/min,确保整个工作过程中双向可控硅、焊接变压器和通水电缆得到有效冷却、降温。目前设备使用过程中通水电缆频
自动点焊机设计最新文档

空调用底盘组件定位螺栓点焊机理及其检验方法
格式:pdf
大小:33KB
页数:2P
4.5
通过对空调用底盘组件的定位螺栓点焊原理进行研究,了解螺栓点焊机理及其缺陷形成原因,为提高空调底盘组件的点焊质量提供了依据,并且通过抗压测试及破坏性试验评估点焊的质量。研究结果表明,合格的组件点焊后螺栓内、外侧有明显的凸点点焊痕迹,使用抗压测试及破坏性试验后螺栓与母材一起被拉掉。
某工程点焊机安全操作规程技术交底 某工程点焊机安全操作规程技术交底
格式:docx
大小:17KB
页数:未知
3
某工程点焊机安全操作规程技术交底——交底内容: 1.作业前,应清除上、下两电极的油污。通电后,机体外壳应无漏电。 2.启动前,应先接通控制线路的转向开产和焊接电流的小开关,调整好极数,再接通水源、气源,最后接通电源。
 钢板制弯头焊缝气保焊自动横焊机设计
钢板制弯头焊缝气保焊自动横焊机设计 钢板制弯头焊缝气保焊自动横焊机设计
格式:pdf
大小:231KB
页数:3P
4.3
针对弯头焊缝焊接时出现的质量不稳定、生产效率低等问题,设计了钢板制弯头焊缝自动横焊机。它主要包括平台装置、小车旋转行走定位装置、行走小车、焊枪粗调定位装置、弹簧顶紧装置、支撑轮装置、十字滑板装置、焊枪装夹及角度调节装置、焊枪等。该自动横焊机采用弹簧顶紧装置,有效克服了弯头圆弧不规则造成的误差,实现焊枪对焊缝坡口的距离跟踪,从而可以保证焊缝的正确位置及焊接质量。
用点焊机点焊螺钉螺母 用点焊机点焊螺钉螺母
格式:pdf
大小:267KB
页数:未知
4.8
我厂某产品上需要在厚1mm的镀锌钢板上固定螺钉m6×25(见图1)或螺母m6(见图2)。我们采用点焊方法顺利地解决了这一技术问题,工艺方法如下。点焊螺钉时,我们制作一专用下电极
关于固定点焊机螺母点焊焊接参数的设计与优化 关于固定点焊机螺母点焊焊接参数的设计与优化
格式:pdf
大小:100KB
页数:未知
4.7
在汽车制造领域中,点焊技术是一种非常重要而且应用十分广泛的焊接方式,其参数的设定直接影响了汽车的焊接质量,从而影响到后续的内外饰及整车的装配.但是焊接参数是由多个变量耦合而成,并且不确定因素较多.本课题主要通过控制焊接电流、焊接时间两个参数来控制螺母点焊的焊接参数从而保证产品件焊接质量,而检测主要通过扭矩力和螺母通过率来实现.所以如何设计参数和优化焊接参数也是一项十分重要的课题.
电阻点焊机网压自动补偿控制器 电阻点焊机网压自动补偿控制器
格式:pdf
大小:428KB
页数:未知
4.6
阐述了交流电阻焊机单片微机控制器在恒百分数控制时的网压自动补偿原理、硬件电路及软件流程。测试结来表明,文中提出的网压自动补偿原理及软、硬件设计是合理的。
自动点焊机设计相关
文辑推荐
知识推荐
百科推荐

职位:制冷与空调技术暖通工程师
擅长专业:土建 安装 装饰 市政 园林


