




 结构用热镀锌钢带的生产实践
结构用热镀锌钢带的生产实践 结构用热镀锌钢带的生产实践
采用lf精炼、asp连铸连轧、可逆式冷轧、美钢联法连续热浸镀锌的工艺路线,通过合理设计钢的成分以及合理的轧制、热镀锌工艺,开发了结构用热镀锌钢带。实物质量检验表明,产品的力学性能、锌层组织及锌层附着性都达到标准要求,得到用户的认可,为更高强度结构镀锌板的开发提供了参考。
镀锌钢带恒速卷绕的计算机控制 镀锌钢带恒速卷绕的计算机控制
提出了采用计算机控制实现镀锌钢带以恒定速度卷绕的技术方法.要达到整个卷绕过程中绕线速度恒定,关键是以正确的算法计算,逐字减少d/a转换控制字的时间间隔.
编辑推荐下载
无折痕缺陷镀锌钢带工艺 无折痕缺陷镀锌钢带工艺
格式:pdf
大小:431KB
页数:2P
 4.4
4.4
由于产生"折痕"进行分级的表面缺陷镀锌钢带,用户再加工时,通常导致镀锌钢带断裂。对于镀锌钢带来说,这种缺陷最具代表性。在厚度大于1mm的低碳钢轧材上最容易产生这种缺陷。个别情况下,"折痕"这种缺陷在钢带生产进程中就已表现出。但是,大多数情况下,只有在用户对钢材进
质保书镀锌钢带热门文档
IF钢合金化热镀锌钢带表面缺陷的研究 IF钢合金化热镀锌钢带表面缺陷的研究
格式:pdf
大小:830KB
页数:4P
4.6
采用扫描电镜、能谱分析、x射线衍射和辉光放电光谱等技术对if钢合金化热镀锌镀层表面缺陷形成的原因进行了分析。研究结果表明,黑斑缺陷是由悬浮渣和面渣与硅氧化物夹杂形成的;灰斑缺陷是由底渣形成的;深色波纹缺陷是由合金化工艺不当造成锌铁合金层局部生长到镀层表面形成的。
本钢冲压用St03Z热镀锌钢带的研制 本钢冲压用St03Z热镀锌钢带的研制
格式:pdf
大小:626KB
页数:4P
4.5
热镀锌板广泛应用于家用电器、车船制造业、建筑业、彩色涂层钢板的基板等,st03z是冲压级热镀锌产品,适用于复杂零件的弯曲、冲压和成型。介绍了本溪钢铁(集团)责任有限公司在开发st03z过程中化学成分、热连轧关键工艺参数、连续退火工艺的设计及控制。大批量生产实践表明产品化学成分稳定,具有优良的力学性能、冲压成型性能、耐腐蚀性能,用户使用情况良好。
热镀锌钢带及钢板技术要求
格式:pdf
大小:28KB
页数:2P
4.8
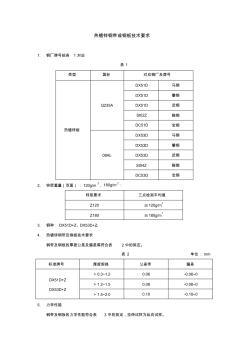
热镀锌钢带或钢板技术要求 1.钢厂牌号按表1对应 表1 类型国标对应钢厂及牌号 热镀锌板 q235a dx51d马钢 dx51d攀钢 dx51d武钢 st02z鞍钢 dc51d宝钢 08al dx53d马钢 dx53d攀钢 dx53d武钢 st04z鞍钢 dc53d宝钢 2.锌层重量(双面):120g/m2,180g/m2: 锌层要求三点检测平均值 z120≥120g/m 2 z180≥180g/m 2 3.钢种:dx51d+z,dx53d+z。 4.热镀锌钢带及钢板技术要求 钢带及钢板的厚度公差及偏差需符合表2中的规定。 表2单位:mm 标准牌号厚度规格公差带偏差 dx51d+z dx53d+z >0.3~1.20.06-0.06~0 >1.2~1.50.08-0.08~0 >1.5~2.00
用硫酸盐光亮连续电解法制造镀锌钢带 用硫酸盐光亮连续电解法制造镀锌钢带
格式:pdf
大小:265KB
页数:3P
4.3
介绍了硫酸盐光亮连续电解法制造电缆镀锌钢带生产的新技术,分析总结了产品的工艺原理、生产流程、技术特点以及主要性能,阐明该产品主要弥补了以往镀锌钢带的各种质量缺陷,较好地满足了铠装电缆产品的生产需要。
质保书镀锌钢带精华文档
热镀锌钢带沉没辊辊印缺陷成因分析及控制方法 热镀锌钢带沉没辊辊印缺陷成因分析及控制方法
格式:pdf
大小:484KB
页数:3P
4.6
沉没辊辊印缺陷属于镀层缺陷,产生因素很多,结合武钢生产经验,以及对生产中产生缺陷的检测分析,对该缺陷的成因进行探讨,提出控制缺陷的方法,主要包括:控制带钢入锌液板温、优化稳定锌液成分、改进沉没辊沟槽形貌等。
特深冲用热镀锌钢带MDZ3的开发及应用 特深冲用热镀锌钢带MDZ3的开发及应用
格式:pdf
大小:889KB
页数:4P
4.7
介绍了特深冲热镀锌钢mdz3的研发机理,开发过程中化学成分、热连轧关键工艺参数、连续退火工艺的设计及控制,大批量生产实践表明:产品化学成分稳定,具有优良的力学性能、冲压成型性能、耐腐蚀性能,产品应用于空调室外机面板等部件。

汽车用超深冲热镀锌钢带的开发及应用
格式:pdf
大小:733KB
页数:4P
4.7
介绍了汽车用超深冲热镀锌钢带dc54d+z、dc56d+z的研发机理,开发过程中化学成分、热连轧关键工艺参数、冷轧和连续退火工艺的设计及控制。大批量生产实践表明:产品化学成分稳定,具有优良的力学性能、冲压成形性能、焊接性能、耐腐蚀性能,产品广泛应用于汽车的各种覆盖件及零部件。

增强用钢带(镀锌钢带)31主要参数及要求:屈服强度:≤210MPa抗
格式:pdf
大小:26KB
页数:2P
4.6
增强用钢带(镀锌钢带) 3.1主要参数及要求: 屈服强度:≤210mpa 抗拉伸强度:270~350mpa 伸长率:≥38% 表面状态: 其它要求: 2、镀锌要求: 热镀锌镀锌量80 全无油、无锈、无污垢,表面平整(国家标 准要求); 平直度2米水超过2mm(镰刀弯); 厚薄均匀度:1米内厚薄不超过0.01mm(同板 差) 3.2推荐牌号: 深冲级冷轧带钢,q195spccst14、st15、sc1、dc04、dc01 3.3钢带宽度要求: a)300-800钢带波纹管生产线 管材规格mm钢板厚度mm钢板宽度mm dn3000.557.5 +0.5 0 dn4000.557.5 +0.5 0 dn5000.682.5 +0.5 0 dn6000.682.5 +0.5 0 dn7000.

镀锌钢板、钢带、卷板检验报告
格式:pdf
大小:31KB
页数:1P
4.5
镀锌钢板、钢带、卷板检验报告 材料名称规格 材质产品炉批号 性能级别基板种类镀锌层种类表面结构 表面质量表面处理理论重量供货状态 质证是否齐全发货单□合格证□材质单□炉批号□ 供应商名称 检验项目检验结果 镀层 重量 规定值实测值1实测值2实测值3实测值4实测值5检验结果 双面三点 单点双面 单点单面 钢基尺寸 长 宽 厚 脱方度 镰刀弯 不平度 锌层附着性 180°冷弯 实验 弯心直 径d 脱落 锌层裂纹 变粗 粉末 力学性能 180°冷弯 试验 d、横向 裂纹 分层 rpc.2(n/m㎡ rm/(n/m㎡) a80mm/% r90 n90 化学成分 c mn p s ti 终检结果 备注:检验项目根据采购合同规定项目进行检测。检验量具和检测手段及结果应符合gb-t/2518-2008及其引用标准。
质保书镀锌钢带最新文档
连续热镀锌钢板及钢带
格式:pdf
大小:66KB
页数:3P
4.7
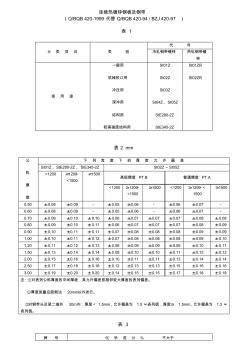
连续热镀锌钢板及钢带 (q/bqb420-1999代替q/bqb420-94/bzj420-97) 表1 表2mm 公 称 厚 度 下列宽度下的厚度允许偏差 st01z、ste280-2z、ste345-2zst02z~st05z <1200≥1200~ <1500 ≥1500 高级精度pt.b普通精度pt.a <1200≥1200~ <1500 ≥1500<1200≥1200~< 1500 ≥1500 0.50±0.08±0.09-±0.05±0.06-±0.06±0.07- 0.60±0.08±0.09-±0.05±0.06-±0.06±0.07- 0.70±0.09±0.10±0.10±0.06±0.07±0.07±0.07±0.08±0.08

6.铠装电缆用钢带(镀锌钢带、涂漆钢带和不锈钢带)采购(检验)规范
格式:pdf
大小:36KB
页数:4P
4.3
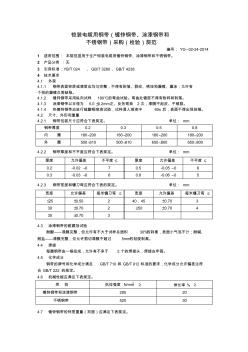
铠装电缆用钢带(镀锌钢带、涂漆钢带和 不锈钢带)采购(检验)规范 编号:yc–02-24-2014 1适用范围:本规范适用于生产铠装电缆用镀锌钢带、涂漆钢带和不锈钢带。 2产品分类:无 3引用标准:yb/t024、gb/t3280、gb/t4238 4技术要求 4.1外观 4.1.1钢带表面锌层或漆层应均匀完整,不得有剥落、裂纹、锈蚀和漏镀、漏涂;允许有 个别的漏镀点等缺陷。 4.1.2镀锌钢带采用纵向试样180℃的弯曲试验。弯曲处镀层不得有粉碎和剥落。 4.1.3涂漆钢带以半径为5.00.2mm正、反各弯曲2次,漆膜不起皮、不破裂。 4.1.4热镀锌钢带应进行硫酸铜溶液试验,试样浸入溶液中60s后,表面不得出现挂铜。 4.2尺寸、外形和重量 4.2.1钢带包装尺寸应符合下表规定。单位:mm 钢带厚度0.20

TYNSX004—2020《镀锌钢带增强聚乙烯(PE)双色螺旋波纹管》
格式:pdf
大小:839KB
页数:20P
4.5
ics8314030 g33 团体标准 t/ynsx004—2020 镀锌钢带增强聚乙烯(pe)双色螺旋波纹 管 (征求意见稿) xxxx-xx-xx发布xxxx-xx-xx实施 云南省塑料行业协会发布 t/ynsx004—2020 i 目??次 前??言.............................................................................................................................................................ii 1范围............................................................................

QHG007-2016_热镀锌钢板及钢带
格式:pdf
大小:300KB
页数:22P
4.8
ics77.140.50 h46 q/hg 邯郸钢铁集团有限责任公司企业标准 q/hg007—2016 代替q/hg007-2015 热镀锌钢板及钢带 (jisg3302:2010,mod) 2016-01-28发布2016-02-06实施 邯郸钢铁集团有限责任公司发布 q/hg007—2016 i 前言 本标准属于修改采用国外先进标准,其主要技术条款采用了jisg3302:2010《热镀锌钢板及钢 带》。本技术标准仅针对国内市场的应用。 本标准与jisg3302:2010相比,主要变化如下: —删掉了有关波纹板的条款; —增加了订货时所需信息内容; —表面质量采用了gb/t2518-2008相关条款; —明确了邯钢镀锌板供货公称尺寸范围; —化学成份分析方法
镀锌钢带恒速卷绕的计算机控制 镀锌钢带恒速卷绕的计算机控制
格式:pdf
大小:60KB
页数:未知
4.6
提出了采用计算机控制实现镀锌钢带以恒定速度卷绕的技术方法。要达到整个卷绕过程中线速度恒定,须以正确的算法计算逐字减少d/a转换控制字的时间间隔。
镀锌钢带恒速卷绕的计算机控制 镀锌钢带恒速卷绕的计算机控制
格式:pdf
大小:60KB
页数:2P
4.3
提出了采用计算机控制实现镀锌钢带以恒定速度卷绕的技术方法。要达到整个卷绕过程中线速度恒定,须以正确的算法计算逐字减少d/a转换控制字的时间间隔。
台资企业在津建全球最大镀锌钢带生产基地 台资企业在津建全球最大镀锌钢带生产基地
格式:pdf
大小:52KB
页数:未知
4.5
总投资7.5亿元的天津华躁金属材料公司镀锌钢带项目,日前已形成年产30万吨生产规模。其新建8条连续式镀锌生产线全部建成投产后,预计年增销售收入70亿元,使之成为全球最大的镀锌钢带生产基地。


职位:电力工程造价工程师
擅长专业:土建 安装 装饰 市政 园林


