




岩棉生产工艺设计
岩棉、矿渣棉生产线 2007-05-2214:59:51 (已经被浏览2628次) 规格:包装:价格: 矿渣棉是以工业矿渣如高炉矿渣、磷矿渣、粉煤灰等为主要原料,经过重熔、 纤维化而制成的一种无机质纤维。岩棉是以天然岩石如玄武岩、辉绿岩、安山 岩等为基本原料,经熔化、纤维化而制成的一种无机质纤维。上述纤维经过加 工,可制成板、管、毡、带、纸等优质耐高温绝热吸声材料,可用于建筑和工 业装备、管道、容器及各种窑炉的绝热、防火、吸声、抗震。 矿渣棉和岩棉制品的特点是原料易得,可就地取材化害为利,再加上生产 能耗少,成本低,可称为耐高温、廉价、长效优秀保温、隔热、吸声材料,故 在保温材料的产销过程中,它们的产量最大,市场占有率最广,具有综合优势。 不过,它们虽属于同一类型产品,但在性能上则略有差异。矿渣棉的最高使用 温度为600~650℃,纤维较短、较脆;岩棉

编辑推荐下载

胶合板生产工艺设计文件
格式:pdf
大小:60KB
页数:10P
 4.6
4.6
.word完美格式. .技术资料.专业整理. 胶合板生产工艺文件 文件编号: 受控状态: 批准人: .word完美格式. .技术资料.专业整理. 芯板涂胶 1、胶粘剂的配制 (1)脲醛胶质量指标: 固体含量%46~55 ph值7~9.5 外观无色、白色或淡黄色无杂质均匀液体 游离甲醛含量≤0.3% (2)脲醛胶配制(重量比): 脲醛胶:面粉100:35 2、芯板涂胶 1.0mm~1.4mm芯板双面涂胶量:(250~300)g/㎡; 1.5mm~2.0mm芯板双面涂胶量:(350~400)g/㎡; (1)涂胶芯板质量必须符合要求,含水率为(8~12)%,温度40度 以下。对厚薄不均、长度不足、两横边带弧形、含水率大于13%的芯 板要挑出放到指定地点。 (2)串芯人员要清除芯板上的杂物,涂胶量要均匀,没涂到胶的部 位要用手工刷胶,
中板生产工艺设计热门文档
 论PHC(含PC)管桩生产工艺及工艺设计
论PHC(含PC)管桩生产工艺及工艺设计 论PHC(含PC)管桩生产工艺及工艺设计
格式:pdf
大小:107KB
页数:5P
4.7
介绍了当前我国混凝土管桩生产工艺及工艺设计的现状,论述了用机组流水法生产管桩各工段的生产工艺和参数的确定,提出了管桩生产中存在的一些问题。

无缝钢管生产工艺设计卡
格式:pdf
大小:843KB
页数:58P
4.8
第1页共58页 山东聊城中钢联金属制造有限公司 工序检验规程 文件编号:zgl/js01-2009 编制日期 审核日期 审批日期 2009年1月3日 第2页共58页 山东聊城中钢联金 属制造有限公司 工序检验 规程 产品名称钢管工序编号01执行标准api5ct 规格型号φ250工序名称原材料进厂复验 车 间 原料材料牌号j55设备名称设备编号工装名称工装编号 技术要求: 原材料进厂必须复检,检验项目: 1、外观检验 2、化学分析 量具名称规格型号精度等级数量 分光光度计721型1 碳硫分析仪jty-cs2041 1 外卡0~500mm1 第3页共58页 序 号 工序检验内容配备的检测量具检测方法自检首检巡检 1钢管外表面不得有划伤、碰撞坑等缺陷。目
电缆分支箱生产工艺设计流程
格式:pdf
大小:20KB
页数:1P
4.4
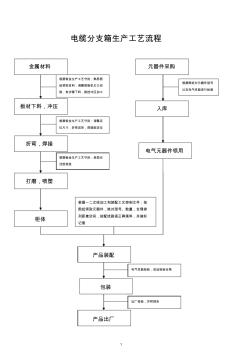
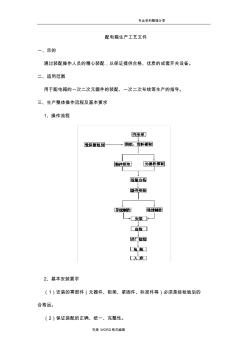
1 电缆分支箱生产工艺流程 金属材料 板材下料,冲压 根据钣金生产工艺守则:熟悉图 纸领取材料,调整剪板机刃口间 隙,有步骤下料,数控冲压加工 折弯,焊接 根据钣金生产工艺守则:调整定 位尺寸,折弯成形,焊接固定位 打磨,喷塑 根据钣金生产工艺守则:表面光 洁度检验 柜体 元器件采购 入库 根据图纸对元器件型号 以及电气性能进行检查 电气元器件领用 产品装配 根据一二次线加工和装配工艺控制文件:按 图纸领取元器件,核对型号、数量,合理排 列距离空间,按配线路径正确落料,并做标 记套 包装 电气性能检验,成品检验合格 产品出厂 出厂检验,并附报告
配电柜生产工艺设计标准
格式:pdf
大小:294KB
页数:14P
4.7
一、目的 通过装配操作人员的精心装配,以保证提供合格、优质的成套开关设备。 二、适用范围 成套开关设备的母线制作与装配,二次线配线及零部件的装配。 三、安装要求及元器件安装 3.1安装要求 (1)安装的零部件(元器件、柜架、紧固件、标准件等)必须是经检验后的合格品。 (2)认真看清规范表及图纸,填写装配卡。 (3)保证装配的正确、统一、完整性。 a)核对配套的元件的额定电压、额定电流、接通和分断能力参数是否符合 技术规范表的要求。 b)所配电器元件均应有合格证,强制认证的产品应有认证标志。 c)每一用户,同型号同规格的元器件应采用同一生产厂生产的同一安装尺寸的产品。 d)电器元件的合格证,使用说明书、附件、备件等在开箱验收后应有专人妥善保管。 (4)柜体结构在成套装配的部分,应符合要求,如铰链和门的开启应转动灵活,开启角度不得小于 90°,在开闭过程中不应损坏喷涂层。门的缝隙应调整一致,低
配电箱生产工艺设计文件
格式:pdf
大小:514KB
页数:16P
4.7
专业资料整理分享 完美word格式编辑 配电箱生产工艺文件 一、目的 通过装配操作人员的精心装配,以保证提供合格、优质的成套开关设备。 二、适用范围 用于配电箱的一次二次元器件的装配、一次二次布线等生产的指导。 三、生产整体操作流程及基本要求 1、操作流程 2、基本安装要求 (1)安装的零部件(元器件、柜架、紧固件、标准件等)必须是经检验后的 合格品。 (2)保证装配的正确、统一、完整性。 专业资料整理分享 完美word格式编辑 a)核对配套的元件的额定电压、额定电流、接通和分断能力参数是否符合 技术规范表的要求。 b)所配电器元件均应有合格证,强制认证的产品应有认证标志。 c)同型号同规格的元器件应采用同一生产厂生产的同一安装尺寸的产品。 d)电器元件的合格证,使用说明书、附件、备件等在开箱验收后应有专人 妥善保管。 (3)柜体结构在成套装配的部分,应符合要求,如铰链和门的
中板生产工艺设计精华文档
“接线盒底座”生产工艺设计
格式:pdf
大小:288KB
页数:18P
4.3
塑料成型工艺学课程设计说明书 “接线盒底座”生产工艺设计 系、部:材料与化学工程学院 学生姓名: 指导教师:职称 专业: 班级: 完成时间:2013年12月20日 1 《塑料成型工艺学》课程设计任务书 一、课程设计的任务与内容 1、设计任务 课程设计的任务是在老师的指导下,由同学们自己动手运用所学高分子成型加工专业课 程的知识,结合生产实际,对一具体高分子材料产品生产的全过程进行全面完整的工程设计。 以巩固所学知识,锻炼和提高同学们的知识应用能力、分析、解决问题的能力和思维开拓能 力。为毕业设计和今后从事本专业工作奠定基础。 本次课程设计的课题名称: 塑料件“接线盒底座”生产工艺设计 2、设计依据 (1)产品结构形状见产品样品(按样品自行设计尺寸和外观) (2)产品月生产数量为——(自定)万只/月 (3)产品颜色:(自定) (4)产品使用环境与条件:使用温度:

完整生产工艺设计流程图
格式:pdf
大小:195KB
页数:12P
4.5
. 教育资料 膏霜乳液类化妆品工艺流程图 投料投料 加热投料 投料 合格 合格 说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。 配料 油脂类 水溶成分 油相* 水相* 去离子水 乳化* 辅料 包装废弃物 加热废汽 加热废汽 冷却出料 电能 搅拌/均质冷却水 废水 贮存 清洗 废液半成品检验 成品包装成品检验入库 . 教育资料 染发类化妆品工艺流程图 投料投料 加热投料 投料 合格 合格 说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。 配料 油脂类 染料中间体 油相* 水相* 去离子水 乳化* 辅料 包装废弃物 加热废汽 加热废汽 冷却出料 电能 搅拌/均质冷却水 废水 贮存 清洗 废液 充氮气 半成品检验 成品包装成品检验入库 . 教育资料 洗发类化妆品工

分析高塔复合肥生产工艺设计细化
格式:pdf
大小:3.9MB
页数:23P
4.7
. 范文. 分析高塔复合肥生产工艺细节 嫁汉不嫁农资郎,一年四季到处忙. 春夏秋冬不见面,回家一包烂衣裳. 我是一个农资郎,背井离乡在外闯. 白天累得腿发软,晚上仍为资料忙. 铁鞋踏破路还长,农药标签肩上扛. 晴天烈日照身上,站柜推药为销量 雨天泥地印两行,还要去看实验田. 思乡痛苦心里藏,四海漂泊习为常. 领导电话就要接,上压下骂要忍着. 长年累月在外奔,不能回家陪爹娘. 终身大事无心管,亲戚朋友摧喜糖. 心中有苦说不出,回答只能笑来搪. 工资一点泪成行,怎能买起商品房. 压力大得气难喘,前途在哪路迷茫. 今年农药要降价,盼着挣钱娶婆娘. 恋人分别各一方,妹盼大哥早还乡. 相思之苦妹难咽,距离拉得爱情黄. 压完客户压终端,就是不见往外卖.
聚酯清漆的生产工艺设计
格式:pdf
大小:242KB
页数:9P
4.7
一.前言 随着化工工业的兴起,我国聚酯清漆的生产工艺逐步提高,其发展前景也十 分乐观。聚酯清漆的应用在人民生活和工业领域中随处可见。 1941年英国j.r.whenfield和j.t.dikson以对苯二甲酸和乙二醇为原 料,首次合成了据对苯二甲酸乙二酯(聚酯),并制成了聚酯纤维。迄今 为止五十余年。聚酯树脂主要用于生产聚酯纤维(涤纶),同时作为非纤 维的薄膜、塑料、包装容器、粘合剂、涂料制品等广泛应用于轻工、机械、 电子、食品包装等工业领域。为适合市场需要,还开发并生产了大量改性 聚酯品种。近年来聚酯的纤维及纤维制品的生产机应用在国民经济的发展 中已占有重要的地位。 聚酯具有优良的物理、化学和机械性能。工业化生产以来,在国民经 济中应用极广。由于它可纺性好,纤维织物有良好的服用性,耐皱、挺括、 洗可穿,而且价格适宜,受到人们的欢迎,聚酯工业丝也获得了广泛应用。 所以聚酯纤维
配电柜生产工艺设计(简述)
格式:pdf
大小:78KB
页数:11P
4.4
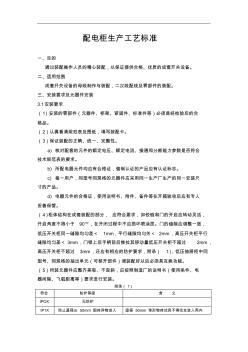
配电柜生产工艺标准 一、目的 通过装配操作人员的精心装配,以保证提供合格、优质的成套开关设备。 二、适用范围 成套开关设备的母线制作与装配,二次线配线及零部件的装配。 三、安装要求及元器件安装 3.1安装要求 (1)安装的零部件(元器件、柜架、紧固件、标准件等)必须是经检验后的合 格品。 (2)认真看清规范表及图纸,填写装配卡。 (3)保证装配的正确、统一、完整性。 a)核对配套的元件的额定电压、额定电流、接通和分断能力参数是否符合 技术规范表的要求。 b)所配电器元件均应有合格证,强制认证的产品应有认证标志。 c)每一用户,同型号同规格的元器件应采用同一生产厂生产的同一安装尺 寸的产品。 d)电器元件的合格证,使用说明书、附件、备件等在开箱验收后应有专人 妥善保管。 (4)柜体结构在成套装配的部分,应符合要求,如铰链和门的开启应转动灵活, 开启角度不得小于90°,在开闭过程中
中板生产工艺设计最新文档
安钢中板轧机改造的工艺设计及其特点
格式:pdf
大小:130KB
页数:4P
4.5
简要介绍了安钢中板轧机的改造情况及改造后的产品规格,论述了技术改造的工艺设计方案,主要设备组成及工艺设计特点。

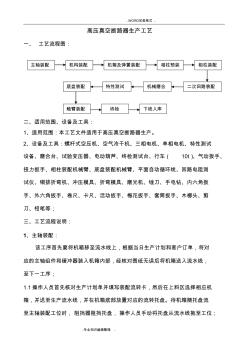
高压真空断路器生产工艺设计
格式:pdf
大小:44KB
页数:6P
4.7
..word完美格式.. ..专业知识编辑整理.. 高压真空断路器生产工艺 一、工艺流程图: 二、适用范围、设备及工具: 1、适用范围:本工艺文件适用于高压真空断路器生产。 2、设备及工具:螺杆式空压机、空气冷干机、三相电机、单相电机、特性测试 设备、磨合台、试验变压器、电动葫芦、终检测试台、行车(10t)、气动扳手、 扭力扳手、相柱装配机械臂、底盘装配机械臂、平面自动循环线、回路电阻测 试仪、铜排折弯机、冲压模具、折弯模具、磨光机、锉刀、手电钻、内六角扳 手、外六角扳手、卷尺、卡尺、活动扳手、梅花扳手、套筒扳手、木榔头、剪 刀、铅笔等; 三、工艺流程说明: 1、主轴装配: 该工序首先要将机箱移至流水线上,根据当日生产计划和客户订单,将对 应的主轴组件和缓冲器装入机箱内部,经核对图纸无误后将机箱送入流水线, 至下一工序; 1.1操作人员首先核对生产计划单并填写装配流转卡,然后在

铝门窗生产工艺设计流程图 (2)
格式:pdf
大小:89KB
页数:10P
4.7
范文范例学习指导 word整理版 铝合金门窗制作工艺流程图 标“*”为关键工序 框、中柱角码切割*框料切割 框料工艺孔槽铣削 扇料执手孔槽冲铣 加工 扇料冲槽口中梃端面铣削 组装 铝门窗入库 铝门窗交检 铝门窗组装 框五金件装配 *框料挤角 扇五金件装配 *扇料挤角 框料连接孔铣削 框料组角 *中柱切割 扇料组角 下料 范文范例学习指导 word整理版 (一)、下料(关键工序) a、工序流程: *为关键工序 b、操作方法 1、领料后仔细确认下料加工单和优化单材料与实物一致。 2、确认下料方式(900或450或异型) 3、确认型材放置方向是否正确。 4、根据不同的型材选择不同的工装卡具。 5、根据不同的型材调整锯片的进给速度和冷却剂的喷射量。 6、450下料时应仔细测量料高,如果安装模具要经锯床水平台面与料的最高点做料高, 不许单独测量原材料的料高(测料高采用游标卡尺

铝门窗生产工艺设计流程图
格式:pdf
大小:232KB
页数:9P
4.7
范文范例学习指导 铝合金门窗制作工艺流程图 下料 *框料切割框、中柱角码切割*中柱切割 加工 框料工艺孔槽铣削中梃端面铣削扇料冲槽口 框料连接孔铣削 扇料执手孔槽冲铣 组装 框料组角扇料组角 *框料挤角*扇料挤角 框五金件装配扇五金件装配 铝门窗组装 铝门窗交检 铝门窗入库 标“*”为关键工序 word整理版 范文范例学习指导 (一)、下料(关键工序) a、工序流程: 领料 确认 *框料切割角码切割*扇料切割 交检 *为关键工序 b、操作方法 1、领料后仔细确认下料加工单和优化单材料与实物一致。 2、确认下料方式(900或450或异型) 3、确认型材放置方向是否正确。 4、根据不同的型材选择不同的工装卡具。 5、根据不同的型材调整锯片的进给速度和冷却剂的喷射量。 6、450下料时应仔细测量料高,如果安装模具要经锯床水平
电子节能灯批生产工艺设计问题探讨 电子节能灯批生产工艺设计问题探讨
格式:pdf
大小:207KB
页数:未知
4.3
本文以紧凑型高效电子节能灯大批量生产为例,提出工艺设计要尽可能减少生产工序,必须最大限度地与现有生产设备相适应,以及线路设计和工模具设计应与工艺设计密切配合等主要问题及解决方案.
建筑干混砂浆生产工艺设计 建筑干混砂浆生产工艺设计
格式:pdf
大小:42KB
页数:未知
4.6
<正>绪论近年来,我国政府大力推广建筑干混砂浆的生产及应用技术,出台了干混砂浆逐步取代传统现场搅拌砂浆的一系列政策文件,即将迎来干混砂浆生产线的建设高潮。目前,国内具有一
硅钙板生产工艺
格式:pdf
大小:928KB
页数:13P
4.5
. . 湖北散装水泥网 国内硅酸钙板发展状况 2007-12-2520:54:12 (已经被浏览955次) ο引言 硅酸钙板是最具先进性的墙体材料之一。其优异的产品性能,正逐步得到市场的认可和青睐。经过十多年 的市场开发,硅酸钙板已经呈现快速发展的态势,预计未来几年将有更多的生产企业加入到这一行业中来, 使得硅酸钙板在未来几年内的应用必将更为广泛。另一方面,由于硅酸钙板生产企业不断降低生产成本, 硅酸钙板的市场价格也已经和石膏板相接近,重新划分墙体材料的市场份额是历史的必然。 1硅酸钙板的简述 硅酸钙板是美国ocdg公司发明的一种性能稳定的新型建筑材料。20世纪70年代在发达国家推广使用并 发展起来。日本和美国是使用这种材料最普遍的国家。经过30多年的应用,已经证明是一种耐久可靠的建 筑材料。 硅酸钙板的原料是以硅质材料(石英粉、硅藻土等)、钙
铝单板生产工艺
格式:pdf
大小:6KB
页数:3P
4.7
铝单板生产工艺 常宏铝单板的生产工艺 一、开料、下料 1、对加工图纸认真分析,了解所要加工图形的形状与尺寸,采用最节省的方法开 出料单。 2、按下料单对照料板编号放样,划线要精准、清楚,特殊工序用记号笔在加工位 置标明,保证此工序加工的正确度。 二、剪板 1、一般情况下铝板在剪板前的面积比较大,因此在剪板过程中一定要保护铝单板 的平面度,现规定:长度大于2m的铝板在卸货过程中应特别小心,建议将铝 板竖直后至少有三名操作员搬运。剪板过程中至少要三名操作搬运操作。 2、要严格按照下料单中的尺寸剪板,必须确保下料板尺寸偏差保证在规定范围内。 3、剪板过程中要保护铝板特别是加工正面不受损害,因此剪板机前的物架上要有 橡皮垫或其他的保护设施。 4、剪板操作员在剪板前必须对每块铝板的尺寸进行准确测量(包括对角线),以 保证落料的正确率,并对每一块落料编号,用记号笔记录,字迹要清晰可
中板生产工艺设计相关
文辑推荐
知识推荐
百科推荐

职位:矿业工程
擅长专业:土建 安装 装饰 市政 园林


