

【CN209565585U】一种钢筋螺纹加工机【专利】
格式:pdf
大小:55KB
页数:2P
人气 :96
 4.8
4.8
(19)中华人民共和国国家知识产权局 (12)实用新型专利 (10) 授权公告号 (45) 授权公告日 (21) 申请号 201920321058. 4 (22) 申请日 2019. 03. 14 (73) 专利权人 张文广 地址 325400 浙江省温州市平阳县昆阳镇 解放街 164号 (72) 发明人 张文广 (51)Int. Cl. B23G1/02 (2006. 01) B23G1/44 (2006. 01) (54) 实用新型名称 一种钢筋螺纹加工机 (57) 摘要 本实用新型公开了一种钢筋螺纹加工机, 包 括加工机本体, 加工机本体的底板下侧边上开凿 有底板嵌槽, 底板嵌槽嵌合在嵌边内, 嵌边设置 在底框的上端口上, 加工机本体的底板下侧面板 四拐角处均垂直焊接有加工机支脚, 加工机支脚 远离加工机本体的一端插接在支脚嵌槽内, 支脚 嵌槽焊接在螺栓连接框上, 螺栓连接框



【CN209953947U】一种钢筋螺纹加工机【专利】
(19)中华人民共和国国家知识产权局 (12)实用新型专利 (10)授权公告号 (45)授权公告日 (21)申请号201920288731.9 (22)申请日2019.03.07 (73)专利权人安徽瑞丰水利建筑有限公司 地址233000安徽省蚌埠市蚌山区东海大 道凤凰国际a15楼 (72)发明人刘全 其他发明人请求不公开姓名 (51)int.cl. b23g1/44(2006.01) b23g1/04(2006.01) (54)实用新型名称 一种钢筋螺纹加工机 (57)摘要 本实用新型公开了一种钢筋螺纹加工机,包 括工作台体、防护罩、固定机构和移动架,工作台 体的顶部固定安装有防护罩,防护罩的一侧开设 有操作口,工作台体上开设有导向槽,导向槽内 滑动安装有滑座,滑座的顶部固定安装有承托 板,承托板上开设有圆形承托孔,承托板
编辑推荐下载
 管螺纹加工机床的研制
管螺纹加工机床的研制 管螺纹加工机床的研制
格式:pdf
大小:190KB
页数:2P
4.5
管螺纹加工机床不同于通用机床是一种加工管螺纹的专用高效的机床。因其具有高切削效率、高自动化和高加工精度的特点,广泛的应用于石油和天然气行业专用零部件加工。进口管螺纹机床相比国内管螺纹机床在加工直径上还有一定的优势,本文通过大直径管螺纹机床进行研究,提出大直径管螺纹加工机床的总体方案和夹具方案,为弥补国产机床在加工直径上的不足具有一定的意义。
钢筋直螺纹加工交底
格式:pdf
大小:60KB
页数:4P
4.4
技术交底记录 (表式c2-1) 编 号 工程名称周庄新村二期e区交底日期2006年3月31日 施工单位北京中关村开发建设股份有限公司分项工程名称钢筋工程 内容提要钢筋滚压直螺纹连接 审核人交底人接受交底人 本表由施工单位填写,交底单位与接受交底单位各存一份。-1- 材质 1、钢筋的机械性能、化学成分应符合gb1499-1998标准中热轧带肋钢筋的规定。 2、连接套应采用性能不低于45碳素结构钢制造,其机械性能、化学成分应符合 gb699标准规定。连接套的屈服承载力和抗拉承载力的标准值应不小于钢筋的 相应承载力的标准的1.10倍。 3、连接套连接钢筋制成接头的抗拉强度应大于等于钢筋母材抗拉强度,且大于等 于0.9倍钢筋母材抗拉强度实测值。 4、螺纹配合精度按gb197的规定,套筒内螺纹6h级,丝头螺纹7g级,牙型表 面粗糙
一种钢筋螺纹加工机热门文档
钢筋直螺纹加工与连接
格式:pdf
大小:109KB
页数:5P
4.3
技术交底记录 施表7.2共8页第1页 工程 名称 建发包河区s1511地块 施工 单位 厦门市建安集团有限公司 钢筋直螺纹加工与连接 一、施工准备 1、材料及主要机具: (1)、钢筋应符合国家标准《钢筋混凝土用热扎带肋钢筋》(1499)的要求及《钢筋混凝土 用余热处理钢筋》(13014)的要求。 (2)、套筒与锁母材料应采用优质碳素钢或合金结构钢,其材质应符合699的规定。 (3)、工具设备:切割机、套丝机、普通扳手、量规。 钢筋直螺纹套筒连接根据《钢筋机械连接通用技术规程》107-2010的规定,分为ⅰ、ⅱ、 ⅲ三个等级级。钢筋直螺纹套筒连接主要用于承受拉、压双向作用力的各类构筑物钢筋混凝土 结构中。 二、直螺纹接头技术要求 采用直螺纹套筒连接的钢筋接头,相
钢筋直螺纹加工合同
格式:pdf
大小:29KB
页数:4P
4.5
钢筋直螺纹加工合同 甲方:中国对外建设有限公司陕西分公司 乙方:沧州市共创建筑机械销售有限公司 根据《中华人民共和国经济合同法》、《中华人民共和国建筑法》和《建 筑安装承包合同条例》的有关规定,结合本工程情况,经双方洽商达成以下 协议: 一、工程概况: 1、工程名称:安康市居尚现代城三期一标段工程 2、工程地点:安康市高新区花园大道 3、工程承包项目:钢筋直螺纹加工 二、承包方式:包工、包料、包工器具、包机械,包检验试验,包安 全,包文明施工等。 三、承包价格 滚轧螺纹按母材(钢筋)(含套筒)不含税按0.27元/mm计入。此 价格含:人工费、材料费、车丝费。 直螺纹连接价格一览表 序号型号单位单价/丝合计 1ф16个0.274.32 2ф18个0.274.86 3ф20个0.275.4 4ф22个0.275.94 5ф25个
钢筋螺纹自动化加工生产线的研制 钢筋螺纹自动化加工生产线的研制
格式:pdf
大小:347KB
页数:未知
4.7
介绍了钢筋螺纹自动化加工生产线研制背景、主要技术研究内容和关键技术,提出了拔模倒推滚轧螺纹新工艺,成功研制了集多道工序于一体的新型钢筋直螺纹自动化加工生产线,形成的钢筋连接接头达到行业标准规定的ⅰ级接头性能要求。
钢筋螺纹连接规范
格式:pdf
大小:14KB
页数:11P
4.7
钢 筋 螺 纹 连 接 技 术 规 范 一、总则 1.0.1为了在混凝土结构中采用钢筋锥螺纹接头 (简称接头)做到经济合理,确保质量,制定本规程。 1.0.2本规程适用于工业与民用建筑的混凝土结 构中,钢筋直径为16~40mm的ⅱ、ⅲ级钢筋连接。 1.0.3用钢筋锥螺纹接头连接的钢筋,应符合现行 国家标准《钢筋混凝土用热轧带肋钢筋》gb1499及 《钢筋混凝土用余热处理钢筋》gb13014的要求。 执行本规程时,尚应符合国家现行标准的有关规定。 二、术语 2.0.1钢筋锥螺纹接头(taperthrea dedsplicesofrebar):把钢筋的连接 端加工成锥形螺纹(简称丝头),通过锥螺纹连接套把两 根带丝头的钢筋,按规定的力矩值连接成一体的钢筋接 头。 2.0.2力矩板手(forquewrench): 连接和检查钢筋接头紧固程度的扭力扳手。 2.0.3完整丝扣(
钢筋螺纹连接作业指导书
格式:pdf
大小:86KB
页数:6P
4.7
兰州庙滩子整体改造工程5-1#楼钢筋直螺纹连接作业指导书 中国建筑第七工程局1 钢筋直螺纹连接作业指导书 一、施工准备 1、材料 1.1、钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及 复试报告单。 1.2、连接套应符合以下要求: 有明显的规格标记(如φ32、φ28、φ25、φ22、φ20、φ18); 螺孔用塑料密封盖封住; 有产品合格证; 连接套应分类包装存放,不得混淆和锈蚀。 2、主要机具: 2.1、钢筋剥肋滚轧直螺纹成型机型号ghb/z-32,可套制直径 16mm-32mm的ⅱ或ⅲ级钢筋的轧丝机。 2.2、量规:量规包括止端螺纹环规、通端螺纹环规和直螺纹量规(卡 尺)。 止端螺纹环规、通端螺纹环规都是用来检查钢筋连接端的直螺纹牙 形加工质量的量规。 止端螺纹环规是用来检查钢筋连接端的直螺纹直径的量规,止规一 般要求进入螺纹2~3p(p为螺距)。 通端螺纹环
一种钢筋螺纹加工机精华文档
钢筋直螺纹加工技术交底 (3)
格式:pdf
大小:175KB
页数:8P
4.6
conferences,learnedsuperiorspolicies;reports,youcanlearntodealwithproblems,art,justwantedtolearn,tolearnatanytime.tocontinuouslyexpandthescopeofthestudy.thecomplexityandcomprehensivenessofourwork,decidedtonotonlydowewanttobe"professionals",orif"generalists",todabbleindifferentareasofknowledge.masteryofknowledgenotonlyt

钢筋直螺纹加工检验记录2
格式:pdf
大小:28KB
页数:1P
4.4
钢筋直螺纹加工检验记录 工程名称钢筋规格hrb400接头种类直螺纹套筒连接 结构位置生产日期抽检数量个 施工单位检查日期代表数量个 加工检查项目及结果 序 号 钢筋 直径 丝头螺纹检验丝头外观检验 钢筋断料端面 检验 结论 环通规环止规有效螺纹长度不完整螺纹丝牙外观 √(不得小于1/2套筒)√(小于1c)螺牙无损伤(√)平整、无毛刺(√) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 注:1、按每批加工直螺纹丝头数的10%检查。2、合格的打“√”;不合格打“×”。3、p—表示螺距;c—表示螺纹周长。 质检人员:检测日期:年月日

钢筋直螺纹加工技术交底(1)
格式:pdf
大小:73KB
页数:6P
4.5
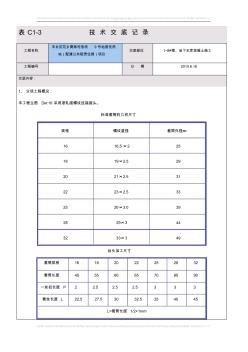
表c1-3技术交底记录 工程名称平顶山高级技工学校实训楼建设项目交底部位钢筋直螺纹加工 施工单位河南金建建设有限公司日期 交底内容: 钢筋直螺纹加工 一、施工准备 1、材料与机具:钢筋直接滚丝机或钢筋剥肋滚丝机、限位挡铁、螺纹环规(通规、止规)、 力矩扳手及管钳和砂轮切割机、钢直尺、夹具、钢丝刷、钢筋支架等。 2、作业条件: ⑴钢筋、钢套筒的材质均经过复验符合本标准的材料要求。 ⑵钢筋端面平整、与轴线垂直,没有马蹄形或挠曲现象。 ⑶钢套筒和钢筋端部清理干净,钢套筒和钢筋规格一致。 ⑷滚丝机经检查和空车调试合格,其技术参数满足使用要求。 (5)两端螺纹孔应有保护盖;套筒表面应有规格标记。 二、工艺流程 1.钢筋螺纹加工 加工前检查,就位→(剥肋)滚轧螺纹→螺纹质量自检→带帽保护→螺纹质量抽检→存放待用 2.钢筋连接 拧下钢筋和套
钢筋直螺纹加工技术交底 (2)
格式:pdf
大小:24KB
页数:2P
4.7
钢筋直螺纹接头加工技术交底 工程名称****************** 分项工程钢筋直螺纹连接 分部(子分部) 工程 地下室 交底内容: 钢筋直螺纹加工 1、在施工现场加工钢筋接头时,应符合下列规定: 加工钢筋接头的操作工人应经专业技术人员培训合格后才能上岗,人员应相对稳定; 操作工人必须熟悉加工的钢筋规格型号及相应加工设备的规格和使用方法; 2、直螺纹接头的现场加工应符合下列规定: 钢筋端部应切平或敦平后加工螺纹,钢筋应先调直后加工,切口断面要与钢筋轴线垂 直,端头弯曲、马蹄形严重的要切去,但不得用气割下料; 钢筋丝头长度应满足企业标准中产品设计要求,公差应为0~2.0p(p为螺距); 钢筋丝头应满足6f级精度要求,应用专用直螺纹量规检验,通规能顺利旋入并达到要 求的拎入长度,止规旋入不得超过3p。每批次产品完成后,进行自检且每生产500个接头, 应进行抽样检查;每
钢筋直螺纹加工技术交底
格式:pdf
大小:77KB
页数:5P
4.6
表c1-3技术交底记录 工程名称 郑州第二市政建设集团有限 公司商务综合楼工程 交底部位钢筋直螺纹加工 工程编号日期 交底内容: 钢筋直螺纹加工 一、施工准备 1、材料与机具:钢筋直接滚丝机或钢筋剥肋滚丝机、限位挡铁、螺纹环规(通规、止规)、 力矩扳手及管钳和砂轮切割机、钢直尺、夹具、钢丝刷、钢筋支架等。 2、作业条件: ⑴钢筋、钢套筒的材质均经过复验符合本标准的材料要求。 ⑵钢筋端面平整、与轴线垂直,没有马蹄形或挠曲现象。 ⑶钢套筒和钢筋端部清理干净,钢套筒和钢筋规格一致。 ⑷凡参与接头施工的操作工人、技术管理和质量管理人员,均应参加技术培训;操作工人应 经考核合格后持证上岗。 ⑸滚丝机经检查和空车调试合格,其技术参数满足使用要求。 ⑹两端螺纹孔应有保护盖;套筒表面应有规格标记。 二、工艺流程 1.钢筋螺纹加工 加工前检查,就位→(
一种钢筋螺纹加工机最新文档
钢筋直螺纹加工检查记录簿表
格式:pdf
大小:206KB
页数:9P
4.8
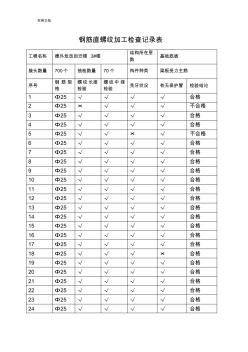
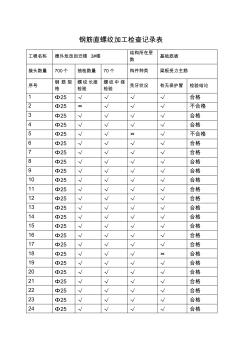
实用文档 钢筋直螺纹加工检查记录表 工程名称德外危改回迁楼3#楼 结构所在层 数 基础底板 接头数量700个抽检数量70个构件种类梁板受力主筋 序号 钢筋规 格 螺纹长度 检验 螺纹中径 检验 秃牙状况有无保护冒检验结论 1ф25√√√√合格 2ф25×√√√不合格 3ф25√√√√合格 4ф25√√√√合格 5ф25√√×√不合格 6ф25√√√√合格 7ф25√√√√合格 8ф25√√√√合格 9ф25√√√√合格 10ф25√√√√合格 11ф25√√√√合格 12ф25√√√√合格 13ф25√√√√合格 14ф25√√√√合格 15ф25√√√√合格 16ф25√√√√
钢筋连接套内锥螺纹加工装置 钢筋连接套内锥螺纹加工装置
格式:pdf
大小:71KB
页数:2P
4.4
钢筋连接套内锥螺纹加工装置桂林电子工业学院(541004)伍世荣钢筋锥螺纹连接技术是近年来应用日趋广泛的一种新的钢筋连接技术,其连接元件是一个两端带内锥螺纹的连接套。钢筋规格不同,其连接套的尺寸也不同,图1所示为钢筋规格为28mm的连接套。连接套筒...
钢筋直螺纹加工检查记录表
格式:pdf
大小:208KB
页数:9P
4.7
钢筋直螺纹加工检查记录表 工程名称德外危改回迁楼3#楼 结构所在层 数 基础底板 接头数量700个抽检数量70个构件种类梁板受力主筋 序号 钢筋规 格 螺纹长度 检验 螺纹中径 检验 秃牙状况有无保护冒检验结论 1ф25√√√√合格 2ф25×√√√不合格 3ф25√√√√合格 4ф25√√√√合格 5ф25√√×√不合格 6ф25√√√√合格 7ф25√√√√合格 8ф25√√√√合格 9ф25√√√√合格 10ф25√√√√合格 11ф25√√√√合格 12ф25√√√√合格 13ф25√√√√合格 14ф25√√√√合格 15ф25√√√√合格 16ф25√√√√合格 17
钢筋直螺纹加工检验记录表
格式:pdf
大小:28KB
页数:2P
4.8
表16-1 钢筋规格抽检数量 生产班次代表数量 生产日期接头类型 环通规环止规有效螺纹长度不完整螺纹外观检查 质检负责人:检验员:检验日期: 注1:螺纹尺寸检验应选用专用的螺纹环规检验。 注2:相关尺寸检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏加以标注。 备注 检验结果 钢筋直径序号 丝头螺纹检验丝头外观检验 施工执行标准名称及编号 提供单位 施工质量控制资料 表16-1现场钢筋丝头加工质量检验记录表 分部工程/分项工程分册名称 陕西省建筑工程施工工艺标准质量记录配套表格 工程名称 工程部位
带肋钢筋强化辊轧直螺纹加工设备 带肋钢筋强化辊轧直螺纹加工设备
格式:pdf
大小:34KB
页数:未知
4.6
设备包括机架体、固定于所述的机架体上的钢筋夹紧机构、固定于所述的机架体上的动力传动机构,它还包括设置于所述的动力传动机构上的辊轧刀盘机构;所述的辊轧刀盘机构包括刀架、固定于所述的刀架上的多个辊轮,所述的各辊轮之间构成辊轮间隙,所述的每个辊轮上具有位于前端部的一段锥形的校直咬合牙、位于中部的一段锥形的挤压牙、位于后部的一段柱状的定型牙。可对钢筋一次性剥肋和辊压螺纹操作。
公制螺纹加工内外径表
格式:pdf
大小:115KB
页数:3P
4.4
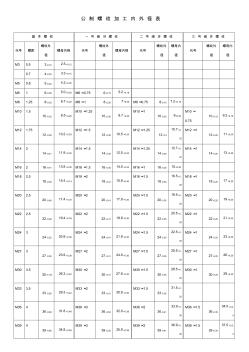
公制螺纹加工内外径表 基本螺纹一号细牙螺纹二号细牙螺纹三号细牙螺纹 代号螺距 螺纹外 径 螺母内径代号 螺纹外 径 螺母内径代号 螺纹外 径 螺母内 径 代号 螺纹外 径 螺母内 径 m30.53-0.152.5+0.12 0.74-0.203.3+0.15 m50.85-0.224.2+0.20 m616-0.265.0+0.20m6×0.756-0.155.2+0.19 m81.258-0.306.7+0.22m8×18-0.257+0.20m8×0.758-0.157.2+0.19 m101.5 10-0.358.5+0.25 m10×1.25 10-0.308.7+0.22 m10×1 10-0.259+0.20 m10× 0.
一种钢筋螺纹加工机相关
文辑推荐
知识推荐
百科推荐

职位:暖通工程师
擅长专业:土建 安装 装饰 市政 园林


