

基于空间微四面体的异质材料零件建模方法
格式:pdf
大小:729KB
页数:6P
人气 :89
 4.6
4.6
当前以均质材料为设计前提的大多数商用计算机辅助设计系统难以描述异质材料零件(Heterogeneous objects,HEO)的结构信息和材料信息,已有的HEO建模方法也基本上都缺少与通用的建模软件系统及快速成形设备的兼容性。基于此,以几何与材料信息基本映射关系为基础,提出一种基于常用数据格式——表面三角化数据(Stereo lithography,STL)以构建微四面体空间单元的HEO建模方法。通过建立实体、微四面体、STL面片、空间节点四者之间的对应关系,进行HEO实体模型的逐层分解,从而形成被离散化的微四面体空间单元网格节点,并赋予网格节点相应的材料信息,再根据单元网格节点的三维位置及材料值逐一计算各微四面体表面处的结构和材料分布,进而实现整个HEO边界曲面至内部的结构及材料设计,利用实例验证了该方法在复杂HEO设计方面的有效性。



 一种新的功能梯度材料零件建模方法
一种新的功能梯度材料零件建模方法 一种新的功能梯度材料零件建模方法
首先分析以往功能梯度材料零件cad模型的优缺点,提出了基于几何空间建模方法和基于材料空间建模方法的概念;接着提出了一种基于材料空间的功能梯度材料零件建模方法;然后给出了基于材料空间的功能梯度材料零件cad模型详细实现方案,通过引入形式功能参数r,实现了材料空间分布函数的间接构造;并且将真空作为特殊材料引入,用于实现材料微观结构设计。最后给出基于此模型的设计方法,并对一些二维平面特例进行了分析,验证了此方法的可行性。
蜗轮蜗杆类零件的建模分析 蜗轮蜗杆类零件的建模分析
以蜗轮蜗杆副建模实例为背景,阐述了齿轮类零件在基于solidedge、solidworks环境下的建模和样条曲线拟合建模方法,分析了各种方法的优缺点,为齿轮类零件参数化建模提供有效的参考依据和比较方法。演示了软件的建模操作过程。建模过程体现了参数化设计的特点,便于软件的二次开发。
编辑推荐下载
常见阀门零件材料表
格式:pdf
大小:40KB
页数:2P
4.5
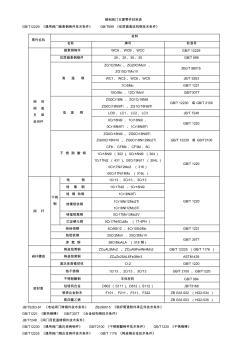
钢制阀门主要零件材料表 gb/t12229《通用阀门碳素钢铸件技术条件》gb/t699《优质碳素结构钢技术条件》 jb/t5263-91《电站阀门铸钢件技术条件》zbj98015《锅炉管道附件承压件技术条件》 gb/t1221《耐热钢棒》gb/t3077《合金结构钢技术条件》 jb/t7248《阀门用低温铸钢件技术条件》 gb/t12230《通用阀门奥氏体铸钢件》gb/t2100《不锈耐酸铸件技术条件》gb/t1220《不锈钢棒》 gb/t12225《通用阀门铜合金铸件技术条件》gb/t1176《铸造铜合金技术条件》 零件名称 材料 名称牌号标准号 阀体 阀盖 支架 启闭件 碳素钢铸件wca、wcb、wccgb/t12229 优质碳素钢锻件20、25、30、35gb/t699 高温钢 zg1cr5mo、zg20crmo
快速成形领域的多材料零件表示算法 快速成形领域的多材料零件表示算法
格式:pdf
大小:3.1MB
页数:11P
4.3
在rp领域,传统的三维几何实体表示方法只能包含实体模型的几何信息,不能包含相应的任何材料信息,因此,不能应用于多材料零件的建造。为实现多材料零件的建造,迫切需要一种新的更有效的并能表示多材料零件几何信息与材料信息的实体模型表示方法。为此,提出一种新的面向制造的基于材料边界的多材料实体表示算法,该算法采用材料id索引与材料区域标记相结合的方法表示多材料实体零件的几何属性与材料属性,实例仿真分析验证了该算法可以表示复合材料实体零件、功能梯度材料零件以及具有较为复杂多材料属性的多相理想材料实体零件,并且实体表面轮廓复杂度以及材料种类对该算法没有影响,理论上可以表示任意复杂的多材料实体零件。
异质材料零件建模方法热门文档
不锈钢冲压零件平面度保证方法 不锈钢冲压零件平面度保证方法
格式:pdf
大小:467KB
页数:3P
4.7
不锈钢零件的平面度一直困扰着车间,为了解决零件的平面度,我们以典型动盖板为试验突破口进行试验。通过对该零件每个环节试验进行分析,验证整形、退火等工序的必要性,以及加筋改变形状和调整模具间隙为小间隙等试验后,确定了合理的模具间隙和车工车制夹具,总结出合理的不锈钢
某零件内沟槽加工方法的改进 某零件内沟槽加工方法的改进
格式:pdf
大小:240KB
页数:2P
4.3
在数控加工时,由于零件孔径小,刀具强度差,排屑困难,经常挤屑、打刀,既影响产品质量又影响加工效率。经过改进刀具及数控程序,使切屑顺利排出,提高了刀具的耐用度,产品的质量与加工效率均大幅提高。
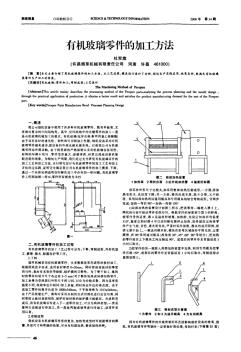
有机玻璃零件的加工方法
格式:pdf
大小:821KB
页数:3P
4.3
有机玻璃零件的加工方法 作者:杜军旗 作者单位:许昌烟草机械有限责任公司,河南,许昌,461000 刊名:科技信息 英文刊名:science&technologyinformation 年,卷(期):2008,""(34) 被引用次数:0次 相似文献(1条) 1.期刊论文赵建中.胡小峰有机玻璃零件加工工艺探讨-工具技术2006,40(10) 本文以5mev激光开关中的有机玻璃外筒加工为例,对有机玻璃环件加工方法进行探讨.零件如图1所示. 本文链接:http://d.g.wanfangdata.com.cn/periodical_kjxx200834035.aspx 授权使用:沈阳工业大学(sygydx),授权号:c19c5d68-5626-45cd-b5fe-9e2300bf2867 下载时间:2010年11月3日
异质材料零件建模方法精华文档
基于CATIA的机械零件参数化建模分析 基于CATIA的机械零件参数化建模分析
格式:pdf
大小:325KB
页数:1P
4.6
参数化建模在现代工程领域中的作用越来越重要和明显。借助catia软件,应用参数化思想进行建模和分析。通过建立外花键模型,对花键的尺寸,键槽数量,约束等建立参数化关系,从而分析参数化建模过程。为产品设计,提供理论依据。
基于Autocad的机械零件设计建模技术的探究 基于Autocad的机械零件设计建模技术的探究
格式:pdf
大小:698KB
页数:2P
4.6
利用cad技术进行机械设计,可促进机械行业自身的进步与发展,亦可以有效地缩短设计制造期限,提高工作效率,降低企业成本。本文以autocad为操作平台,针对机械零件设计过程中的建模难点技术予以剖析,形成了以基本三维图元为单位的布尔运算建模法、以二维图元为基体进行三维编辑建模等多种行之有效的建模新技术,极大地提高模型创建效率。
基于Autocad的机械零件设计建模技术的探究 基于Autocad的机械零件设计建模技术的探究
格式:pdf
大小:103KB
页数:2P
4.5
利用cad技术进行机械设计,可促进机械行业自身的进步与发展,亦可以有效地缩短设计制造期限,提高工作效率,降低企业成本。本文以autocad为操作平台,针对机械零件设计过程中的建模难点技术予以剖析,形成了以基本三维图元为单位的布尔运算建模法、以二维图元为基体进行三维编辑建模等多种行之有效的建模新技术,极大地提高模型创建效率。
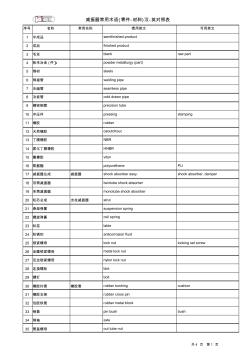
减振器零件材料术语分类英译
格式:pdf
大小:107KB
页数:4P
4.7
序号名称常用名称惯用英文可用英文 1半成品semifinishedproduct 2成品finishedproduct 3毛坯blankrawpart 4粉末冶金(件)powdermetallurgy(part) 5钢材steels 6焊接管weldingpipe 7无缝管seamlesspipe 8冷拔管colddrawnpipe 9精密钢管precisiontube 10冲压件pressingstamping 11橡胶rubber 12天然橡胶caoutchouc 13丁腈橡胶nbr 14氢化丁腈橡胶hnbr 15氟橡胶viton 16聚氨酯polyurethanepu 17减振器总成减振器shockabsorberassy.shockabsorber,damper 18
异质材料零件建模方法最新文档
灯具零件各种材料
格式:pdf
大小:318KB
页数:16P
4.5
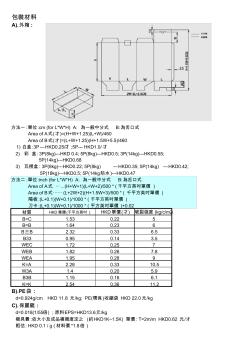
包裝材料 a).外箱: 方法一:單位:cm(forl*w*h)a:為一般中分式b:為舌口式 areaofa式(才)=(h+w+1.25)(l+w)/460 areaofb式(才)=(l+w+1.25)(h+1.5w+5.5)/460 1)白盒:3p—hkd0.25/才;5p---hkd1.0/才 2)彩盒:3p(8kg)---hkd0.4;5p(8kg)---hkd0.5;3p(14kg)---hkd0.55; 5p(14kg)---hkd0.68 3)瓦楞盒:3p(8kg)---hkd0.22;5p(8kg)—hkd0.35;5p(14kg)—hkd0.42; 5p(18kg)---hkd0.5;5p(1
钢制阀门主要零件材料表
格式:pdf
大小:60KB
页数:4P
4.7
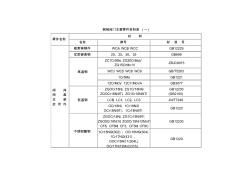
钢制阀门主要零件材料表(一) 零件名称 材料 名称牌号标准号 阀体 阀盖 支架 启闭件 碳素铸钢件wca、wcb、wccgb12229 优质碳素钢20、25、30、35gb699 高温钢 zc1cr5mo、zg20crmov、 zg15crmo1vzbjc8015 wc1、wc5、wc6、wc9gb/t5263 1cr5mogb1221 12crmov、12cr1movagb3077 低温钢 zgocr18ni、zg1cr18ni9 zgocr18ni9ti、zg1cr18ni9ti gb12230 (gb2100) lcb、lc1、lc2、lc3jn/t7248 ocr18ni、1cr18ni9 ocr18ni9ti、1cr18ni9ti gb1220 不锈耐酸钢 zgocr18ni、zg1cr18ni9ti z
零件的结构特点及其材料(14页)优质版
格式:pdf
大小:196KB
页数:13P
4.5
车床主轴是车床的主要零件,它的头端装有夹具、工件或刀具,工作时要承 受扭曲和弯矩,所以要求有足够的刚性、耐磨性和抗振性,并要求很高的回转精 度。所以主轴的加工质量对机床的工作精度和使用寿命有很大的影响。 一、零件材料:45钢 技术要求: 1、莫氏锥度及1:12锥面用涂色法检查,接触率为大于等于70%。 2、莫氏6号锥孔对主轴端面的位移为+2。 3、用环规紧贴c面,环规端面与d端面的间隙为0.05~0.1。 4、花键不等分积累误差和键对定心直径中心的偏移为0.02。 零件数据:(见零件图) 根据轴类零件的功用和工作条件,其技术要求主要在以下方面: ⑴尺寸精度轴类零件的主要表面常为两类:一类是与轴承的内圈配合的 外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常 为it5~it7;另一类为与各类传动件配合的轴颈,即配

手动球阀主要零件材料
格式:pdf
大小:26KB
页数:2P
4.7
手动球阀结构特点: 1、手动部分可采用钢板压制的手柄或不锈钢铸造的手柄。手柄设有限位结构,在阀门开启、关闭的位置 设定限位,当阀门使用在关键装置上时,限位块上设有锁孔可锁定开关位置避免误操作。手柄上有明显 地开和关标识。 2、阀杆采用不锈钢(304.321.316.316l)整体锻造并调制处理,硬度达到hb220~250。阀杆通过平键或 花键或方契与手柄连接,通用性强,拆装方便。阀杆设有防吹出结构。 3、阀门的填料选用编结、柔性石墨密封圈或四氟烯密封圈,使得阀杆在一定的润滑情况下实现可靠的密 封。 4、根据需要,球阀可设计成防静电结构,在球体与阀杆、阀杆与阀体之间设置导电弹簧,避免静电打火 点燃易燃物质,确保系统安全。 5、密封副形式多样。根据不同工况可选用软密封、硬密封、防火阀座等结构;dn150以下为浮球形式, dn200以下为固定球形式。 6、球阀阀座处可设置辅助密封结构
阀门主要零件材料解析
格式:pdf
大小:105KB
页数:6P
4.7
阀门主要零件材料 制造阀门零件材料很多,包括各种不同牌号的黑色金属和有色金属及其合金、各种非金 属材料等。 制造阀门零件的材料要根据下列因素来选择: 1、工作介质的压力、温度和特性。 2、该零件的受力情况以及在阀门结构中所起作用。 3、有较好的工艺性。 4、在满足以上条件情况下,要有较低的成本。 1阀体、阀盖和阀板(阀瓣)的材料 阀体、阀盖和闸板(阀瓣)是阀门主要零件之一,直接承受介质压力,所用材料必须 符合“阀门的压力与温度等级”的规定。常用材料有下面几种: 一、灰铸铁:灰铸铁适用于公称压力pn≤1.0mpa,温度为-10℃~200℃的水、蒸汽、空 气、煤气及油品等介质。灰铸铁常用牌号为:ht200、ht250、ht300、ht350。 二、可锻铸铁:适用于公称压力pn≤2.5mpa,温度为-30~300℃的水、蒸汽、空气及油 品介质,常用牌号有:kth300
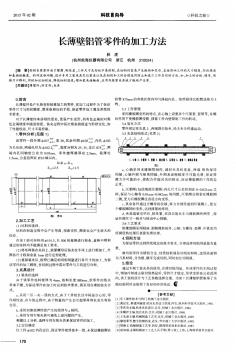
长薄壁铝管零件的加工方法 长薄壁铝管零件的加工方法
格式:pdf
大小:84KB
页数:未知
4.8
铝制长筒零件由于壁薄、刚性差,工件尺寸及形状不易控制,在切削时容易产生振动和变形,直接影响工件的尺寸精度,形状精度和表面粗糙度。针对这些问题,设计专用工装夹具定位装夹以及在切削加工时合理选用防止和减少工件变形的方法,如:加工时分粗、精车,保持刀口锋利,同时加注切削液,降低切削温度;增加装夹接触面,应用内胀紧夹具减少振动产生等。
功能梯度材料零件激光快速成型的实现方法 功能梯度材料零件激光快速成型的实现方法
格式:pdf
大小:525KB
页数:未知
4.5
本文利用激光直接制造技术(dlf-directlaserfaberication),从软件控制的角度,论述了功能梯度材料零件激光加工的总体思路和实现方法。说明了一维功能梯度材料零件中的平面和曲面的扫描路径规划方法的不同之处;一维和二维功能梯度材料零件加工实现过程中的关键技术,例如一维功能梯度材料零件的不同材料含量随层数变化的计算方法,二维梯度材料的切片层厚计算方法等等。
拖拉机磨损零件修理及零配件配合间隙调整方法 拖拉机磨损零件修理及零配件配合间隙调整方法
格式:pdf
大小:93KB
页数:未知
4.3
拖拉机是一种比较复杂的动力机械,在工农业生产中有着广泛的用途。但是拖拉机在使用过程中,随着时间的增加,零部件将逐渐磨损,如果拖拉机在工作中使用操作不当,将加速零部件的磨损。拖拉机零部件磨损超限后,将使拖拉机正常的技术状态发生变化,其主要性能指标会逐渐下降,甚至出现故障,直到不能满足正常工作的基本要求。因此,要按要求对拖拉机进行保养修理,及时修复或更换磨损超限的零部件,使拖拉机在工作中保持正常的技术状态,充分发挥应有的效率,更
连续模级进模金典结构及各零件的加工方法和作用《图解》
格式:pdf
大小:78KB
页数:9P
4.4
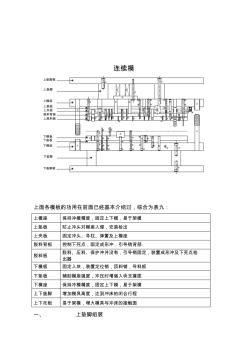
上垫脚板 上垫脚 上模座 上垫板 上夹板 脱料背板 上脱料板 下模板 下垫板 下模座 下垫脚 下垫脚板 连续模 上面各模板的功用在前面已经基本介绍过,综合为表九: 上模座保持冲模精度,固定上下模,易于架模 上垫板防止冲头对模座入侵,安装检出 上夹板固定冲头、导柱、弹簧及上模座 脱料背板控制下死点,固定成形冲,引导销背部 脱料板 脱料、压料、保护冲并没有,引导销固定,装置成形冲及下死点检 出器 下模板固定入块,装置定位销,顶料销,导料板 下垫板辅助模座强度,冲压时增强入块支撑面 下模座保持冲模精度,固定上下模,易于架模 上下垫脚增加模具高度,达到冲床的闭合行程 上下托板易于架模,增大模具与冲床的接触面 一、上垫脚组装 螺丝(1): 螺丝①在上垫脚板(上托板)正面沉头,由垫脚正面攻牙深 15.0-20.0左右。用来锁上垫脚板和垫脚使之紧固。而上垫脚板、上垫 脚和模具之
法兰环零件压铸模结构改进 法兰环零件压铸模结构改进
格式:pdf
大小:197KB
页数:未知
4.7
压铸件选择分型面必须保证铸件对动模上型芯的包紧力大于对静模上型芯的包紧力,开模时保证铸件随动模移动方向脱出静模在开模后停留在动模型腔中随动模型腔一起运动,由动模顶杆顶出。通常情况下对于法兰环类零件的分型面选择的原则,是选择投影面积最大的端面为分型面,以保证动模型芯包紧力大于静模型芯。
异质材料零件建模方法相关
文辑推荐
知识推荐
百科推荐


职位:房建工程材料员
擅长专业:土建 安装 装饰 市政 园林


